
Nepřekonatelná přesnost a přesnost při složitém tváření kovů
Tolerance při laserovém řezání kovů pro vysokopřesné komponenty
Moderní laserové řezací stroje na kovy dosáhnout tolerance pod 50 mikronů (IntechOpen 2023), čímž se splní nejpřísnější požadavky na aktuátory pro letecký průmysl a komponenty lékařských zařízení. Tato přesnost vyplývá z polohovacích systémů s uzavřenou smyčkou a modulů pro kompenzaci tepla, které udržují přesnost po celou dobu 24/7 výrobních cyklů.
Vynikající kvalita hrany a schopnost dodržet těsné tolerance
Vlákenné laserové systémy dosahují drsnosti hran pod Ra 1,6 µm bez sekundárního dokončení – což je kritické pro hermetická těsnění v zařízeních pro chemické zpracování. Soustředěná vlnová délka 1070 nm umožňuje šířku řezu pod 0,15 mm, díky čemuž mohou návrháři umisťovat složité geometrie o 37 % hustěji než u alternativ s plazmovým řezáním.
Jak nekontaktní zpracování snižuje deformaci materiálu
Na rozdíl od mechanického pěchování, které působí silou 12–18 kN/cm², laserové řezání nepoužívá žádný nástrojový tlak. Tím se eliminuje deformace u nerezových plechů <3 mm, vznik okraje na součástkách EMI stínění z mědi a mikrotrhliny v kalených hliníkových leteckých konstrukcích.
Porovnání laserového řezání a mechanických metod v přesnosti
| Parametr | Řezání vláknovým laserem | Mechanické pěchování |
|---|---|---|
| Přesnost polohy | ±0,02 mm | ±0.1 mm |
| Odchylka úhlu hrany | 0.5° | 2–3° |
| Opakovatelnost (10 000 řezů) | 99.98% | 98.4% |
| Vliv opotřebení nástroje | Žádný | +0,05 mm/díl |
Bezkontaktní proces zajišťuje stále stejnou přesnost po dobu 100 000+ provozních hodin, na rozdíl od mechanických systémů vyžadujících týdenní úpravy nástrojů.
Možnost vytváření složitých geometrií a návrhové flexibility pomocí laserových řezacích strojů pro kov
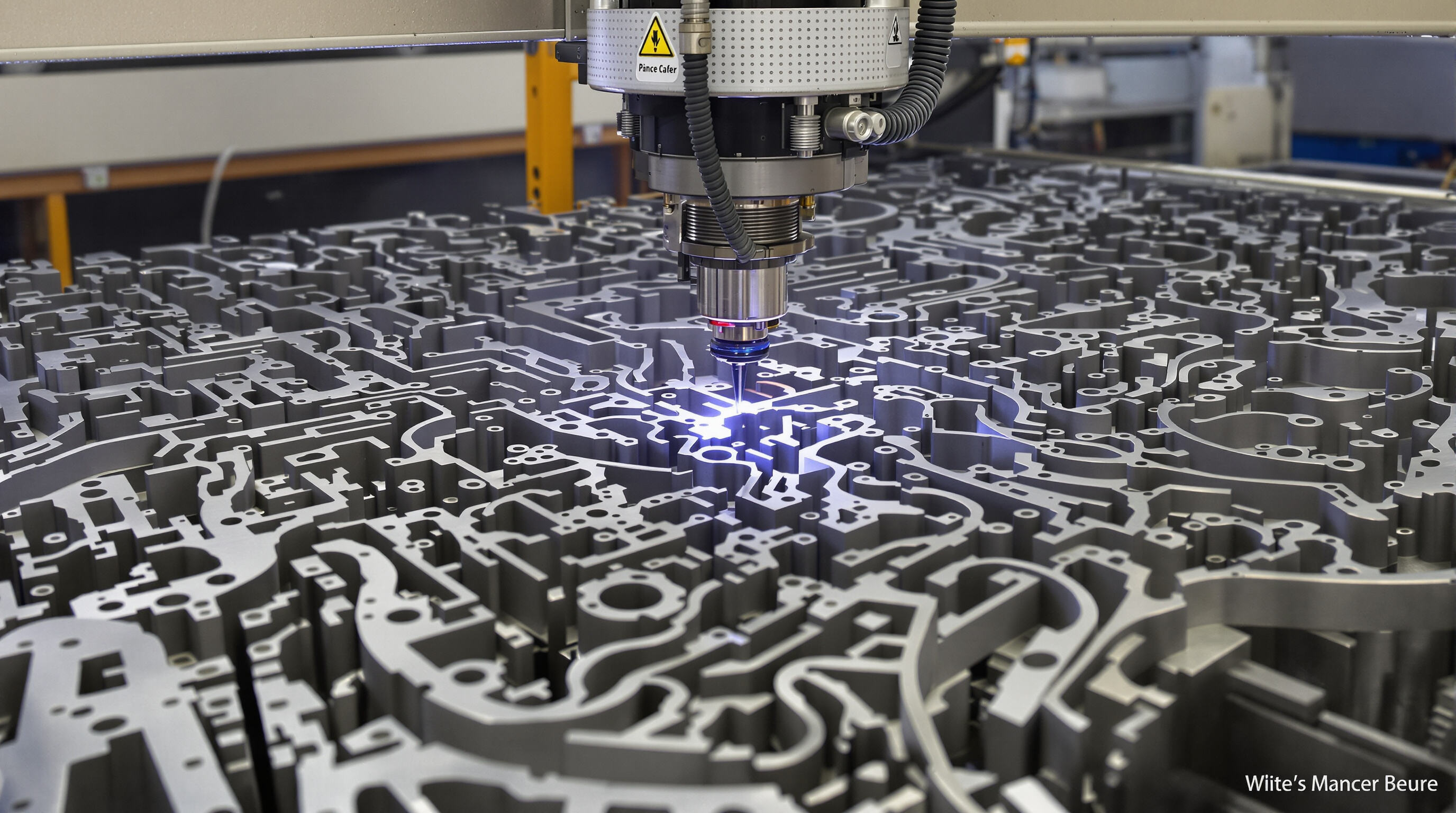
Složité tvary a detailní designy umožněné laserovou technologií
Laserové řezací stroje změnily způsob, jakým výrobci přistupují k práci s kovy, protože mohou vytvářet tvary, které běžné nástroje prostě nezvládnou. Tradiční řezací metody jsou omezeny velikostí rezných nástrojů, ale vláknové lasery zvládnou kovy v tloušťkách od 0,1 do 40 mm s velmi tenkými řezy, někdy až 0,1 mm širokými. Úroveň detailů, která je možná, otevírá spoustu různých aplikací. Například malé otvory menší než půl milimetru jsou ideální pro stínění elektronických zařízení. Autodíly potřebují ty hladké křivky téměř bez odchylky a pak jsou tu ty elegantní konzoly používané v letadlech, které se řežou z jediného velkého plechu místo samostatných částí. Pokud jde o softwarové nástroje pro počítačový návrh a výrobu, inženýři dnes zjistili, že je mnohem snazší převést své složité 3D návrhy na instrukce, které stroje skutečně pochopí. To znamená, že to, co se vyrábí na výrobní lince, vypadá přesně tak, jak bylo nakresleno na papíře ve fázi návrhu.
Zohlednění návrhu při optimalizaci složitých geometrií pro laserové řezání
Pro dosažení maximální efektivity laserového řezání u složitých dílů:
| Faktor | Vliv na návrh | Strategie optimalizace |
|---|---|---|
| Šířka řezu (0,1–0,3 mm) | Ovlivňuje vůle u západajících dílů | Vykompenzovat v modelech CAD |
| Tepelně ovlivněná zóna | Riziko deformace u tenkých kovů (<1 mm) | Upravit poměr výkonu/rychlosti |
| Poloměry vnitřních rohů | Minimálně 0,2× tloušťka materiálu | Použijte adaptivní algoritmy pro řízení v zatáčkách |
Minimální odpad materiálu díky těsnému uskladnění a vysoké účinnosti výtěžku
Pokročilý software pro uskladnění optimalizuje využití materiálu na 92–98 % tím, že efektivně uspořádá jednotlivé díly. Například střízní 100 komponentů pro klimatizaci z nerezové oceli z listu o rozměrech 1500×3000 mm sníží množství odpadu o 35 % ve srovnání se stříháním plazmou. Režimy pro nepřetržité stříhání a automatické sledování zbytků listů dále zvyšují výtěžek při výrobě vysokých sérií.
CNC automatizace a inteligentní funkce v moderních laserových strojích pro řezání kovů
Integrace CNC řízení do pracovních postupů laserových strojů pro řezání kovů
Dnešní zařízení pro laserové řezání kovů mohou dosáhnout opakovatelnosti kolem 0,1 mm díky těm známým pokročilým CNC systémům, což je zkratka pro počítačové číselné řízení. Co činí tyto stroje tak dobrými ve své práci? Ovládají najednou tři hlavní věci: výkon, který laser vydává, polohu, kam se pohybuje po materiálu, a průtokovou rychlost asistenčního plynu. Programátoři mohou upravovat stovky různých nastavení, což znamená, že továrny mohou pracovat nepřetržitě, i při výrobě velmi složitých tvarů. Když výrobci začnou integrovat technologie průmyslu 4.0 do svých procesů, získají další výhodu. Stroje se totiž skutečně upravují samy během práce podle informací, které jim senzory předávají o řezaném materiálu. Nastavení také nezabere dnes už takřka stejnou dobu jako dříve. Některé provozy uvádějí, že zkrátily dobu přípravy téměř o třetinu ve srovnání s tradičními manuálními nastaveními z doby před pár lety.
Zvýšení automatizace a produktivity prostřednictvím robotiky a nepřetržitého provozu
Robotické systémy pro nakládku v kombinaci s víceúložnými pracovními postupy zvyšují produktivitu o 40 % v aplikacích automobilového plechu. Jeden operátor může současně ovládat šest strojů prostřednictvím centralizovaných HMI rozhraní a dosáhnout 93% využití materiálu díky AI optimalizovanému vnořování.
Chytré funkce pro zvyšování přesnosti a monitorování procesu
Senzory kvality svazku udržují stabilitu <0,9 mm·mrad během 10hodinových provozů, zatímco algoritmy tepelné kompenzace potlačují účinky ohřevu čočky (±0,05 mm driftu). Systémy prediktivní údržby předpovídají opotřebení trysky 48 hodin před poruchou, čímž minimalizují neplánované prostoje.
Rovnováha mezi vysokou pořizovací cenou a dlouhodobým ROI z automatizace
Ačkoli pokročilé stroje pro laserové řezání kovů vyžadují o 20–30 % vyšší počáteční investici než mechanické alternativy, jejich energeticky účinné vláknové lasery (průměrná spotřeba 3,5 kW ve srovnání s 7 kW u CO₂ modelů) a nižší náklady na pracovní sílu zajistí návratnost investice do 18–26 měsíců u výrobců středního objemu.
Optimalizace klíčových parametrů pro vysoce kvalitní výsledky laserového řezání
Laserové stroje pro řezání kovů dosahují špičkového výkonu, když operátoři vyváží tři vzájemně závislé proměnné: výkon laseru, rychlost řezání a výběr asistenčního plynu.
Výkon laseru, Rychlost řezání a Výběr asistenčního plynu
Většina moderních řezacích systémů pracuje v rozmezí přibližně 1 až 20 kilowattů. Při práci s tlustšími materiály znamená větší výkon rychlejší řezy, ovšem za cenu potřeby velmi dobré kontroly tepla. Ideální řezná rychlost se obvykle pohybuje mezi 5 a 50 metry za minutu. To pomáhá udržet efektivitu a zároveň minimalizuje deformaci materiálu způsobenou teplem. Pro různé kovy operátoři využívají specifické asistenční plyny. Kyslík se osvědčil při řezání uhlíkové oceli, zatímco pro nerezovou ocel jsou vhodnější dusík. Tyto plyny pomáhají předcházet nežádoucí oxidaci během procesu. Dávejte ale pozor na správný tlak plynu. I malé chyby zde mohou vést k významným problémům, zejména u tenčích materiálů, kde se přesnost hran může snížit až o 30 %, pokud jsou nastavení jen nepatrně mimo.
Vliv kvality svazku a velikosti ohniskové skvrny na přesnost řezu
Kvalita paprsku (M² ≤ 1,1 u pokročilých vláknových laserů) určuje distribuci energie, přičemž menší ohniskové skvrny (0,1–0,3 mm) umožňují vytváření složitých tvarů. Podle zprávy Precision Manufacturing Report z roku 2024 lasery udržující konzistenci ohniskové hloubky ± 0,05 mm dosahují výstupu 98 % v prvém průběhu u leteckých komponent.
Tloušťka a typ materiálu: Přizpůsobení parametrů pro složité tvary
Při práci s nerezovou ocelí tlustší než 15 mm potřebují laserové systémy přibližně o 40 procent více výkonu ve srovnání s podobnou tloušťkou hliníku. Měděné slitiny představují zcela jinou výzvu, protože mají tendenci odrážet laserový paprsek, a proto většina operátorů přechází na pulzní režim řezání místo spojitého. Pro titanové plechy s tloušťkou do 6 mm je nejlepší rychlost řezání přibližně 25 metrů za minutu, a to při použití argonové ochrany během řezání. Mnoho dílen zjistilo, že investice do adaptivních databází parametrů se velmi vyplatí. Tyto systémy snižují odpad materiálu z výsledků zkušebních řezů přibližně o dvě třetiny, což představuje obrovské úspory. Současně však udržují velmi přesné tolerance, a to až do odchylky ± 0,1 mm, i když se během téhož výrobního cyklu mění mezi různými materiály.
Kritické aplikace v automobilovém a leteckém průmyslu
Role laserových řezacích strojů pro kov v komplexním tváření kovů v leteckém a automobilovém průmyslu
Laserové řezací stroje pro kovy dosahují tolerance přibližně ±0,05 mm, což je téměř nezbytné při výrobě dílů, jako jsou palivové trysky pro letecký průmysl nebo převodové komponenty pro automobily. Ve srovnání s plazmovým řezáním obvykle tyto laserové systémy nabízejí o 15 až 25 procent lepší rozměrovou přesnost, což výrobci potřebují k dodržení přísných norem AS9100 v leteckém průmyslu. Z hlediska automobilového průmyslu umožňuje řezání ultra vysokopevnostních ocelí (UHSS) pomocí laseru snížit hmotnost vozidla přibližně o 19 procent, aniž by byla ohrožena bezpečnost při nárazu. Tato úroveň přesnosti činí zásadní rozdíl v obou odvětvích, kde i malé vylepšení mají velký význam.
Studie případu: Laserem řezané konstrukční komponenty v leteckých systémech
Při nedávném projektu v letectví se při výrobě titanových žebrových kostí s tloušťkou stěny 0,1 mm používaly lasery s výkonem 6 kW. Ne-termy procesu odstranil deformace v tenkých materiálech a dosáhl rozměrové přesnosti 99,8 % u 12 000 dílů. Tato aplikace snížila montážní čas o 40 % ve srovnání s konvenčně obráběnými díly.
Podpora lehkosti automobilů pomocí přesné výroby plechových dílů
Laserové řezání umožňuje vytvářet složité 3D tvary z hliníku a pokročilých kompozitů, což je zásadní pro pouzdra baterií EV a konstrukční díly podvozku. Výrobci automobilů uvádějí 22% úsporu materiálu díky výpočtům AI optimalizovaných uskladnění, přičemž udržují <0,2 mm přesnost pozice ve vysokém výrobním množství.
Trend: Stoupající využívání vláknových laserových řezacích strojů s ultra vysokým výkonem
Automobilový průmysl nyní nasazuje 30 kW vláknové lasery pro řezání boronové oceli o tloušťce 25 mm rychlostí 1,8 m/min – což znamená 300% nárůst produktivity oproti předchozím systémům. Dodavatelé pro letecký průmysl zase přijímají konfigurace s dvojitým laserem, aby udržely přesnost ±0,02 mm při zpracování tepelně citlivých niklových slitin pro turbínové komponenty.
Klíčové výhody podporující jejich nasazení:
- Přesnost v měřítku : 8% roční zlepšení řezné přesnosti (2019–2024)
- Flexibilita materiálů : Jednostrojová výroba pro 30+ druhů kovů
- Účinnost využití energie : 40% snížení spotřeby energie ve srovnání s CO₂ lasery
Tato technologická konvergence zavádí laserové řezání jako základní proces pro výrobu dopravních prostředků nové generace, přičemž 73 % dodavatelů první úrovně nyní standardizuje pracovní postupy založené na laserovém tvarování kovů.
Často kladené otázky
Jaké tolerance je možné dosáhnout moderním laserovým řezáním kovů?
Moderní stroje pro laserové řezání kovů mohou dosahovat submikronových tolerancí do 50 mikronů, což umožňuje vysokou přesnost potřebnou v odvětvích, jako je letecký a lékařský průmysl.
Jak se laserové řezání srovnává s mechanickým pěchováním z hlediska přesnosti?
Laserové řezání obecně nabízí lepší polohovací přesnost (±0,02 mm ve srovnání s ±0,1 mm u mechanického pěchování) a opakovatelnost, bez negativního dopadu opotřebení nástrojů, které je typické pro mechanické metody.
Čím je pro složité geometrie výhodné laserové řezání?
Laserové řezání umožňuje velmi tenké řezy a složité tvary, které je obtížné dosáhnout tradičními mechanickými metodami. Tento proces podporují vláknové lasery, které zvládají široké spektrum tlouštěk materiálů.
Jakou roli hraje automatizace v moderních systémech laserového řezání?
Číslicové řízení (CNC) a robotické systémy pro nakládku zvyšují produktivitu a přesnost strojů pro laserové řezání, což vede k efektivnějšímu využití materiálu a zkracuje se na seřízení.
Jaké jsou výhody laserového řezání pro automobilový a letecký průmysl?
Přesnost a flexibilita laserových řezacích strojů je rozhodující pro výrobu složitých dílů v leteckém a automobilovém průmyslu, a nabízí tak lepší rozměrovou přesnost a úspory materiálu.
Obsah
- Nepřekonatelná přesnost a přesnost při složitém tváření kovů
- Možnost vytváření složitých geometrií a návrhové flexibility pomocí laserových řezacích strojů pro kov
- CNC automatizace a inteligentní funkce v moderních laserových strojích pro řezání kovů
- Optimalizace klíčových parametrů pro vysoce kvalitní výsledky laserového řezání
-
Kritické aplikace v automobilovém a leteckém průmyslu
- Role laserových řezacích strojů pro kov v komplexním tváření kovů v leteckém a automobilovém průmyslu
- Studie případu: Laserem řezané konstrukční komponenty v leteckých systémech
- Podpora lehkosti automobilů pomocí přesné výroby plechových dílů
- Trend: Stoupající využívání vláknových laserových řezacích strojů s ultra vysokým výkonem
-
Často kladené otázky
- Jaké tolerance je možné dosáhnout moderním laserovým řezáním kovů?
- Jak se laserové řezání srovnává s mechanickým pěchováním z hlediska přesnosti?
- Čím je pro složité geometrie výhodné laserové řezání?
- Jakou roli hraje automatizace v moderních systémech laserového řezání?
- Jaké jsou výhody laserového řezání pro automobilový a letecký průmysl?