
Unvergleichliche Präzision und Genauigkeit bei komplexer Metallformgebung
Toleranzen beim Metall-Laserschneiden für hochpräzise Komponenten
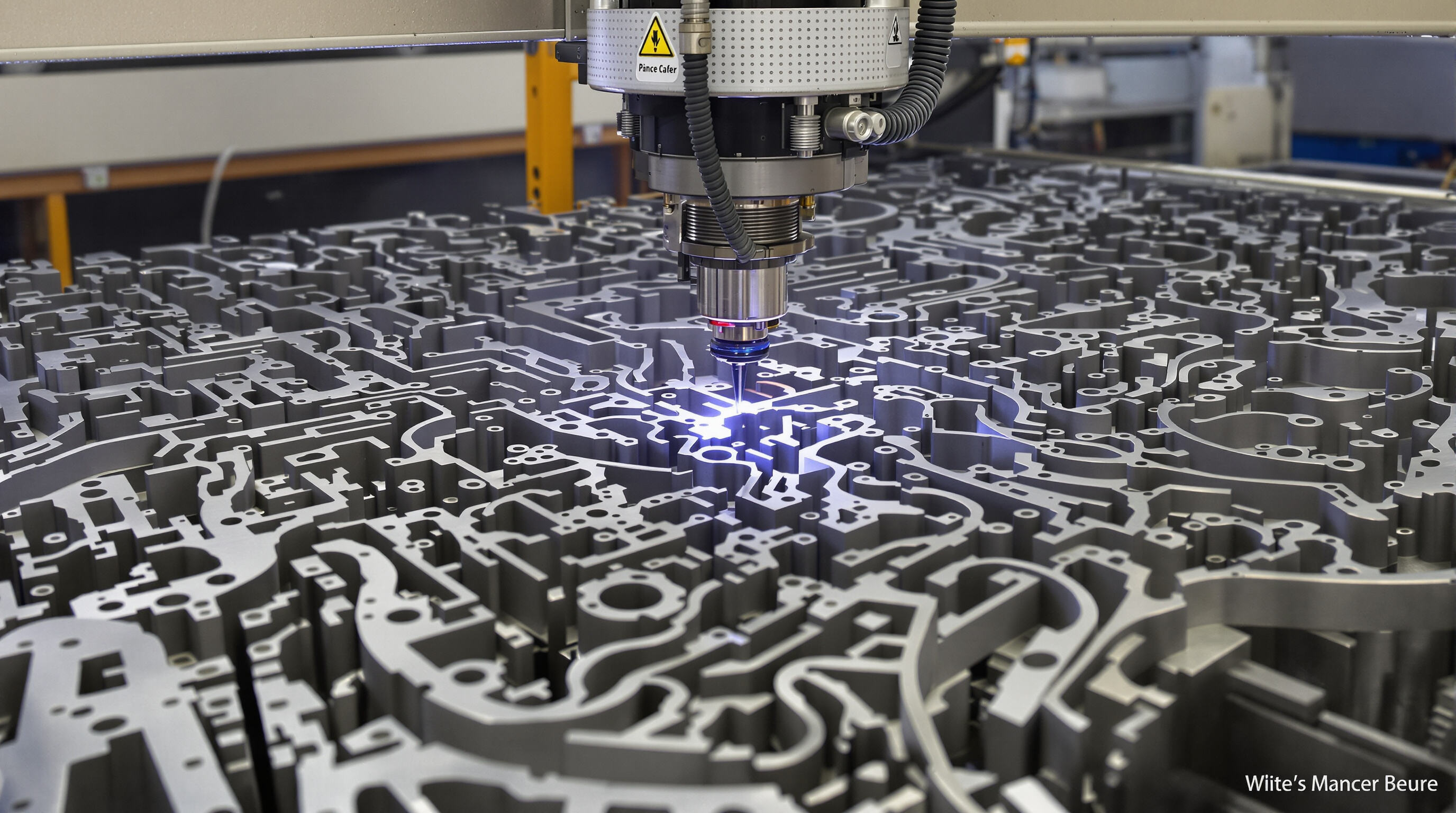
Modern metall-Laser-Schneidmaschinen unterstützen Sub-50-Mikron-Toleranzen (IntechOpen 2023) und erfüllen die strengsten Anforderungen an Luftfahrtaktuatoren und medizinische Gerätekomponenten. Diese Präzision basiert auf geschlossenen Positioniersystemen und thermischen Kompensationsmodulen, die die Genauigkeit über 24/7-Produktionszyklen aufrechterhalten.
Hervorragende Kantenqualität und enge Toleranzgrenzen
Faserlasersysteme erzeugen Kantenrauheitswerte unter Ra 1,6 µm ohne nachträgliche Bearbeitung – entscheidend für dichte Abschlüsse in chemischen Prozessanlagen. Die konzentrierte Wellenlänge von 1070 nm ermöglicht Schnittbreiten unter 0,15 mm, wodurch Konstrukteure komplexe Geometrien 37 % platzsparender anordnen können als bei plasmageschnittenen Alternativen.
Wie berührungslose Bearbeitung die Materialverformung reduziert
Im Gegensatz zu mechanischen Stanzen, das 12–18 kN/cm² Kraft einbringt, übt der Laser beim Schneiden keinen Werkzeugdruck aus. Dadurch entstehen keine Verformungen bei Edelstahlplatten mit <3 mm Dicke, keine Grate an Kupfer-EMV-Abschirmkomponenten und keine Mikrorisse in gehärteten Aluminium-Bauteilen für die Luftfahrt.
Vergleich von Laserschneiden und mechanischen Verfahren hinsichtlich Präzision
| Parameter | Faserlaserschneiden | Mechanisches Stanzen |
|---|---|---|
| Positionsgenauigkeit | ±0,02 mm | ±0,1 mm |
| Kantenneigungstoleranz | 0.5° | 2–3° |
| Wiederholgenauigkeit (10.000 Schnitte) | 99.98% | 98.4% |
| Werkzeugverschleißeinfluss | Keine | +0,05 mm/Werkzeug |
Der berührungslose Prozess gewährleistet über 100.000+ Betriebsstunden hinweg eine gleichbleibende Genauigkeit, im Gegensatz zu mechanischen Systemen, die wöchentliche Werkzeugjustierungen erfordern.
Metall-Laserschneidmaschinen ermöglichen komplexe Geometrien und Designflexibilität
Komplexe Formen und aufwendige Designs durch Lasertechnologie möglich gemacht
Laserschneidmaschinen haben verändert, wie Hersteller Metallbearbeitung angehen, da sie Formen erstellen können, die herkömmliche Werkzeuge einfach nicht leisten können. Traditionelle Schneidemethoden sind durch die Größe der physischen Schneidwerkzeuge begrenzt, doch Faserlaser können Metalle mit Stärken von 0,1 bis 40 mm bearbeiten, mit äußerst dünnen Schnitten, manchmal sogar nur 0,1 mm breit. Das Maß an Detailgenauigkeit eröffnet zahlreiche Anwendungsmöglichkeiten. Zum Beispiel eignen sich winzige Löcher unterhalb von einem halben Millimeter hervorragend für den Schutz von elektronischen Geräten. Autoteile benötigen jene glatten Kurven mit fast keiner Abweichung, dazu gibt es diese ausgeklügelten Halterungen, die in Flugzeugen verwendet werden und aus einem einzigen großen Blech geschnitten werden, statt aus einzelnen Teilen. Bei computergestützter Konstruktion und Fertigungssoftware stellen Ingenieure fest, dass es heute viel einfacher ist, komplexe 3D-Designs in Maschinenbefehle umzuwandeln, die die Anlagen tatsächlich verstehen. Das bedeutet, dass das, was auf der Produktionsfläche hergestellt wird, exakt dem entspricht, was auf dem Papier in der Entwurfsphase gezeichnet wurde.
Gestaltungshinweise für die Optimierung komplexer Geometrien beim Laserschneiden
Um die Laserschneid-Effizienz für komplexe Bauteile zu maximieren:
| Faktor | Auswirkungen auf das Design | Optimierungsstrategie |
|---|---|---|
| Schnittbreite (0,1–0,3 mm) | Wirkt sich auf Passungen und Freiräume von ineinander greifenden Bauteilen aus | In CAD-Modellen kompensieren |
| Wärmeeinflusszone | Risiko von Verzug in dünnen (<1 mm) Metallen | Leistungs-/Geschwindigkeitsverhältnisse anpassen |
| Inneneckradien | Mindestens 0,2× Materialstärke | Adaptive Kurvenfolgealgorithmen verwenden |
Geringer Materialverlust durch präzises Schachteln und hohe Ausbeuteeffizienz
Die fortschrittliche Schachtelungssoftware erhöht die Materialausnutzung auf 92–98 %, indem sie die Anordnung der Teile optimiert. Beispielsweise reduziert der Zuschnitt von 100 Klimakomponenten aus rostfreiem Stahl auf einem 1500×3000 mm Blech den Abfall um 35 % im Vergleich zum Plasmaschneiden. Kontinuierliche Schneidmodi und automatisches Restblech-Tracking erhöhen zudem die Ausbeute bei Serienfertigung.
CNC-Automatisierung und intelligente Funktionen in modernen Metall-Laserschneidmaschinen
Integration der CNC-Steuerung in Arbeitsabläufe von Metall-Laserschneidmaschinen
Heutige Metall-Laserschneidanlagen erreichen dank der bekannten CNC-Systeme (Computerized Numerical Control) eine Wiederholgenauigkeit von etwa 0,1 mm. Was macht diese Maschinen so effizient? Gleichzeitig kontrollieren sie drei wesentliche Faktoren: die Laserleistung, die Bewegung des Lasers über das Material und die Flussrate des Zusatzgases. Programmierer können an Hunderten von verschiedenen Einstellungen feilen, was bedeutet, dass Fabriken auch bei komplizierten Formen rund um die Uhr laufen können. Wenn Hersteller zudem Industrie-4.0-Technologien in ihre Abläufe integrieren, erhalten sie eine weitere Steigerung. Die Maschinen passen sich nämlich während der Arbeit basierend auf Sensorinformationen über das zu schneidende Material automatisch an. Die Einrichtung dauert heutzutage zudem nicht mehr annähernd so lange. Einige Betriebe berichten, dass sich die Vorbereitungszeit im Vergleich zu herkömmlichen manuellen Einrichtungen von vor ein paar Jahren bereits um fast ein Drittel reduziert hat.
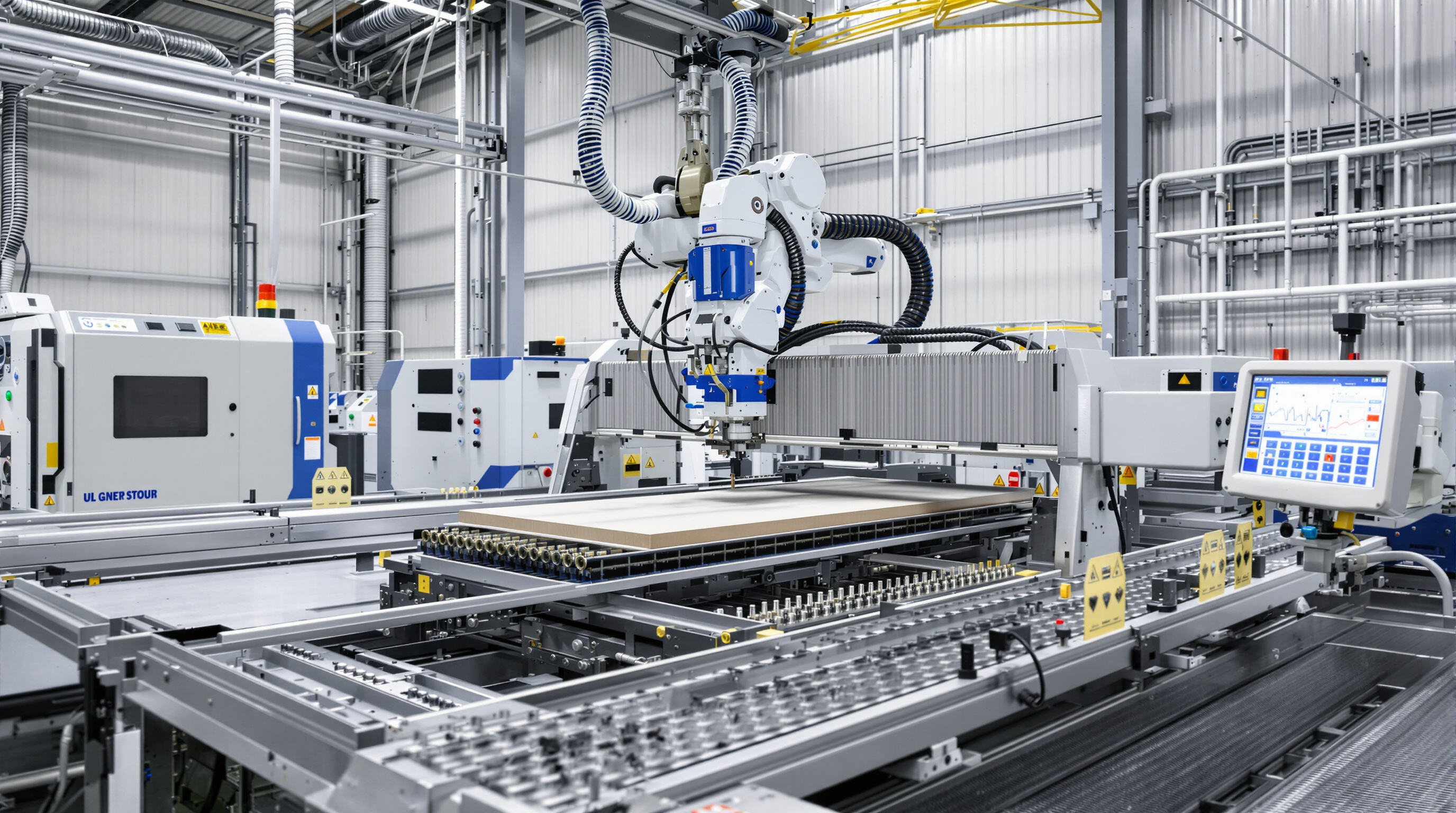
Automatisierung und Produktivitätssteigerung durch Robotik und kontinuierlichen Betrieb
Roboterbasierte Ladesysteme in Kombination mit Mehrfachtisch-Workflows steigern die Produktivität in der Automobilblechbearbeitung um 40 %. Ein einzelner Bediener kann über zentrale HMI-Schnittstellen gleichzeitig sechs Maschinen steuern und durch KI-optimiertes Nesting eine Materialausnutzung von 93 % erreichen.
Intelligente Funktionen zur Steigerung von Präzision und Prozessüberwachung
Strahlgütesensoren gewährleisten eine Stabilität von <0,9 mm·mrad während 10-stündiger Läufe, während thermische Kompensationsalgorithmen die Linsenerwärmung ausgleichen (±0,05 mm Drift). Vorhersagebasierte Wartungssysteme erkennen Verschleiß an Düsen 48 Stunden vor einem Ausfall, wodurch ungeplante Stillstandszeiten minimiert werden.
Ausgleich der hohen Anfangskosten durch langfristige Rendite der Automatisierung
Obwohl moderne Metall-Laserschneidmaschinen 20–30 % höhere Investitionskosten als mechanische Alternativen verursachen, liefern ihre energieeffizienten Faserlaser (durchschnittlicher Verbrauch von 3,5 kW im Vergleich zu 7 kW bei CO₂-Modellen) sowie geringere Personalkosten eine Amortisation innerhalb von 18–26 Monaten für mittelgroße Fertigungsunternehmen.
Optimierung wesentlicher Parameter für hochwertige Laserschneidergebnisse
Metall-Laserschneidmaschinen erreichen optimale Leistung, wenn die Bediener drei voneinander abhängige Variablen ausgleichen: Laserleistung, Schneidgeschwindigkeit und Zusatzgasauswahl.
Laserleistung, Schneidgeschwindigkeit und Zusatzgasauswahl
Die meisten modernen Schneidsysteme arbeiten im Bereich von etwa 1 bis 20 Kilowatt. Beim Schneiden von dickeren Materialien bedeutet mehr Leistung in der Regel schnellere Schnitte, allerdings auf Kosten einer präzisen Wärmeregulierung. Die optimale Schneidgeschwindigkeit liegt gewöhnlich zwischen 5 und 50 Metern pro Minute. Dies hilft, die Effizienz aufrechtzuerhalten, ohne dass das Material durch die Hitze stark verzogen wird. Für verschiedene Metalle setzen die Bediener auf spezifische Zusatzgase. Sauerstoff eignet sich gut für Schnitte in Kohlenstoffstahl, während Stickstoff besser für Anwendungen mit Edelstahl geeignet ist. Diese Gase verhindern unerwünschte Oxidation während des Prozesses. Achten Sie jedoch darauf, dass der Gasdruck stimmt. Selbst kleine Fehler hier können zu erheblichen Problemen führen, insbesondere bei dünnen Materialien, bei denen die Kantengenauigkeit um etwa 30 % sinken kann, wenn die Einstellungen nur leicht abweichen.
Auswirkungen der Strahlqualität und der Fokusgröße auf die Schnittgenauigkeit
Die Strahlqualität (M² ≤ 1,1 bei fortschrittlichen Faserlasern) bestimmt die Energiedistribution, wobei engere Fokussierstellen (0,1–0,3 mm) komplexe Konturen ermöglichen. Ein Bericht zur Präzisionsfertigung aus dem Jahr 2024 stellte fest, dass Laser, die eine Fokusdepth-Konsistenz von ±0,05 mm aufrechterhalten, bei Luftfahrtkomponenten eine Erstprozess-Ausbeute von 98 % erzielen.
Materialdicke und -art: Anpassung der Parameter für komplexe Formgebung
Bei der Bearbeitung von Edelstahl mit einer Dicke von mehr als 15 mm benötigen Lasersysteme etwa 40 Prozent mehr Leistung im Vergleich zu ähnlichen Dicken aus Aluminium. Kupferlegierungen stellen eine ganz andere Herausforderung dar, da sie dazu neigen, den Laserstrahl zu reflektieren, weshalb die meisten Bediener stattdessen zu gepulsten Schneidmodi greifen anstelle von kontinuierlichen. Für Titanplatten mit einer Dicke unter 6 mm erzielt man die besten Ergebnisse bei einer Geschwindigkeit von rund 25 Metern pro Minute, kombiniert mit Argon-Gasschutz während des Schneidvorgangs. Viele Betriebe haben festgestellt, dass sich Investitionen in adaptive Parameterdatenbanken äußerst lohnend machen. Diese Systeme reduzieren den Materialabfall durch Testschneidungen um etwa zwei Drittel, was enorme Kosteneinsparungen bedeutet. Gleichzeitig halten sie auch sehr enge Toleranzen ein und begrenzen Positionsfehler auf plus oder minus 0,1 mm, selbst wenn zwischen verschiedenen Materialien innerhalb desselben Produktionslaufs gewechselt wird.
Kritische Anwendungen in der Automobil- und Luftfahrtindustrie
Rolle von Metall-Laserschneidmaschinen bei der komplexen Metallbearbeitung in der Luftfahrt- und Automobilindustrie
Laser-Schneidmaschinen für Metalle erreichen Toleranzen von etwa ±0,05 mm, was beispielsweise bei der Fertigung von Bauteilen wie Luftfahrt-Treibstoffdüsen oder Getriebekomponenten für Automobile nahezu unverzichtbar ist. Im Vergleich zu Plasmaschneidverfahren bieten diese Lasersysteme in der Regel eine um 15 bis 25 Prozent bessere dimensionale Genauigkeit, was für Hersteller erforderlich ist, um die strengen AS9100-Standards in der Luftfahrtbranche einzuhalten. Im Automobilbereich trägt das Laserschneiden von ultrahochfestem Stahl (UHSS) dazu bei, das Fahrzeuggewicht um etwa 19 Prozent zu reduzieren, ohne Einbußen bei der Crash-Sicherheit hinzunehmen. Eine solche Präzision macht in beiden Branchen den entscheidenden Unterschied, wo bereits kleine Verbesserungen eine große Rolle spielen.
Fallstudie: Laser-geschnittene Strukturkomponenten in Luftfahrt-Systemen
Ein kürzlich durchgeführtes Luftfahrtprojekt verwendete 6-kW-Faserlaserschneidmaschinen, um Titan-Flügelrippen mit einer Wandstärke von 0,1 mm herzustellen. Der nicht-thermische Prozess verhinderte Verformungen in dünnwandigen Materialien und erreichte eine dimensionale Genauigkeit von 99,8 % über 12.000 Komponenten. Diese Anwendung reduzierte die Montagezeit um 40 % im Vergleich zu konventionell gefertigten Teilen.
Unterstützung der Automobil-Leichtbauweise durch präzise Blechbearbeitung
Laserschneiden ermöglicht komplexe 3D-Formen in Aluminium und modernen Verbundwerkstoffen, die für EV-Batteriegehäuse und Fahrzeugchassisteile entscheidend sind. Automobilhersteller berichten von 22 % Materialersparnis durch KI-optimierte Nestingmuster, bei gleichzeitiger Gewährleistung einer Positionsgenauigkeit von <0,2 mm in Hochdurchsatzproduktionen.
Trend: Steigende Verbreitung von ultra-hohen Leistungs-Faserlaserschneidmaschinen
Der Automobilsektor setzt heute 30-kW-Faserlaser ein, um 25 mm dicke Borstahlbleche mit einer Geschwindigkeit von 1,8 m/min zu schneiden – ein Produktivitätszuwachs von 300 % gegenüber früheren Systemen. Zulieferer der Luftfahrtbranche setzen auf Doppellaser-Konfigurationen, um bei der Bearbeitung wärmeempfindlicher Nickellegierungen für Turbinenkomponenten eine Genauigkeit von ±0,02 mm beizubehalten.
Kernvorteile, die die Einführung vorantreiben:
- Genauigkeitssteigerung : 8 % jährliche Verbesserung der Schneidgenauigkeit (2019–2024)
- Materialflexibilität : Einzelmaschine für mehr als 30 Metallwerkstoffe geeignet
- Energieeffizienz : 40 % geringerer Energieverbrauch im Vergleich zu CO₂-Lasern
Diese Technologiekonvergenz positioniert das Laserschneiden als grundlegenden Prozess für die Fertigung der nächsten Generation im Transportwesen, wobei 73 % der Tier-1-Lieferanten heute bereits auf laserbasierte Metallbearbeitungsprozesse setzen.
FAQ
Welche Toleranzen lassen sich mit modernen Metall-Laserschneidmaschinen erreichen?
Moderne Metall-Laserschneidmaschinen erreichen Toleranzen unterhalb von 50 Mikron und ermöglichen somit die Präzision, die in Branchen wie Luftfahrt und Medizintechnik erforderlich ist.
Wie vergleicht sich das Laserschneiden mit dem mechanischen Stanzen in Bezug auf Präzision?
Das Laserschneiden bietet in der Regel eine bessere Positionsgenauigkeit (±0,02 mm im Vergleich zu ±0,1 mm beim mechanischen Stanzen) und Wiederholgenauigkeit, ohne den Werkzeugverschleiß, der bei mechanischen Verfahren auftritt.
Welche Vorteile bietet das Laserschneiden bei komplexen Geometrien?
Das Laserschneiden ermöglicht äußerst dünne Schnitte und komplexe Designs, die mit herkömmlichen mechanischen Verfahren nur schwer umzusetzen sind. Dies wird durch Faserlaser ermöglicht, die eine breite Palette von Materialdicken verarbeiten können.
Welche Rolle spielt Automatisierung in modernen Laserschneidsystemen?
CNC-Steuerungen und robotergestützte Beladesysteme steigern die Produktivität und Präzision von Laserschneidmaschinen, verbessern die Materialausnutzung und reduzieren Rüstzeiten.
Wie profitieren Automobil- und Luftfahrtindustrie vom Laserschneiden?
Die Präzision und Flexibilität von Laserschneidmaschinen ist entscheidend für die Fertigung komplexer Teile in der Luftfahrt- und Automobilindustrie und bietet bessere Maßgenauigkeit sowie Materialersparnis.
Inhaltsverzeichnis
- Unvergleichliche Präzision und Genauigkeit bei komplexer Metallformgebung
- Metall-Laserschneidmaschinen ermöglichen komplexe Geometrien und Designflexibilität
-
CNC-Automatisierung und intelligente Funktionen in modernen Metall-Laserschneidmaschinen
- Integration der CNC-Steuerung in Arbeitsabläufe von Metall-Laserschneidmaschinen
- Automatisierung und Produktivitätssteigerung durch Robotik und kontinuierlichen Betrieb
- Intelligente Funktionen zur Steigerung von Präzision und Prozessüberwachung
- Ausgleich der hohen Anfangskosten durch langfristige Rendite der Automatisierung
- Optimierung wesentlicher Parameter für hochwertige Laserschneidergebnisse
-
Kritische Anwendungen in der Automobil- und Luftfahrtindustrie
- Rolle von Metall-Laserschneidmaschinen bei der komplexen Metallbearbeitung in der Luftfahrt- und Automobilindustrie
- Fallstudie: Laser-geschnittene Strukturkomponenten in Luftfahrt-Systemen
- Unterstützung der Automobil-Leichtbauweise durch präzise Blechbearbeitung
- Trend: Steigende Verbreitung von ultra-hohen Leistungs-Faserlaserschneidmaschinen
-
FAQ
- Welche Toleranzen lassen sich mit modernen Metall-Laserschneidmaschinen erreichen?
- Wie vergleicht sich das Laserschneiden mit dem mechanischen Stanzen in Bezug auf Präzision?
- Welche Vorteile bietet das Laserschneiden bei komplexen Geometrien?
- Welche Rolle spielt Automatisierung in modernen Laserschneidsystemen?
- Wie profitieren Automobil- und Luftfahrtindustrie vom Laserschneiden?