
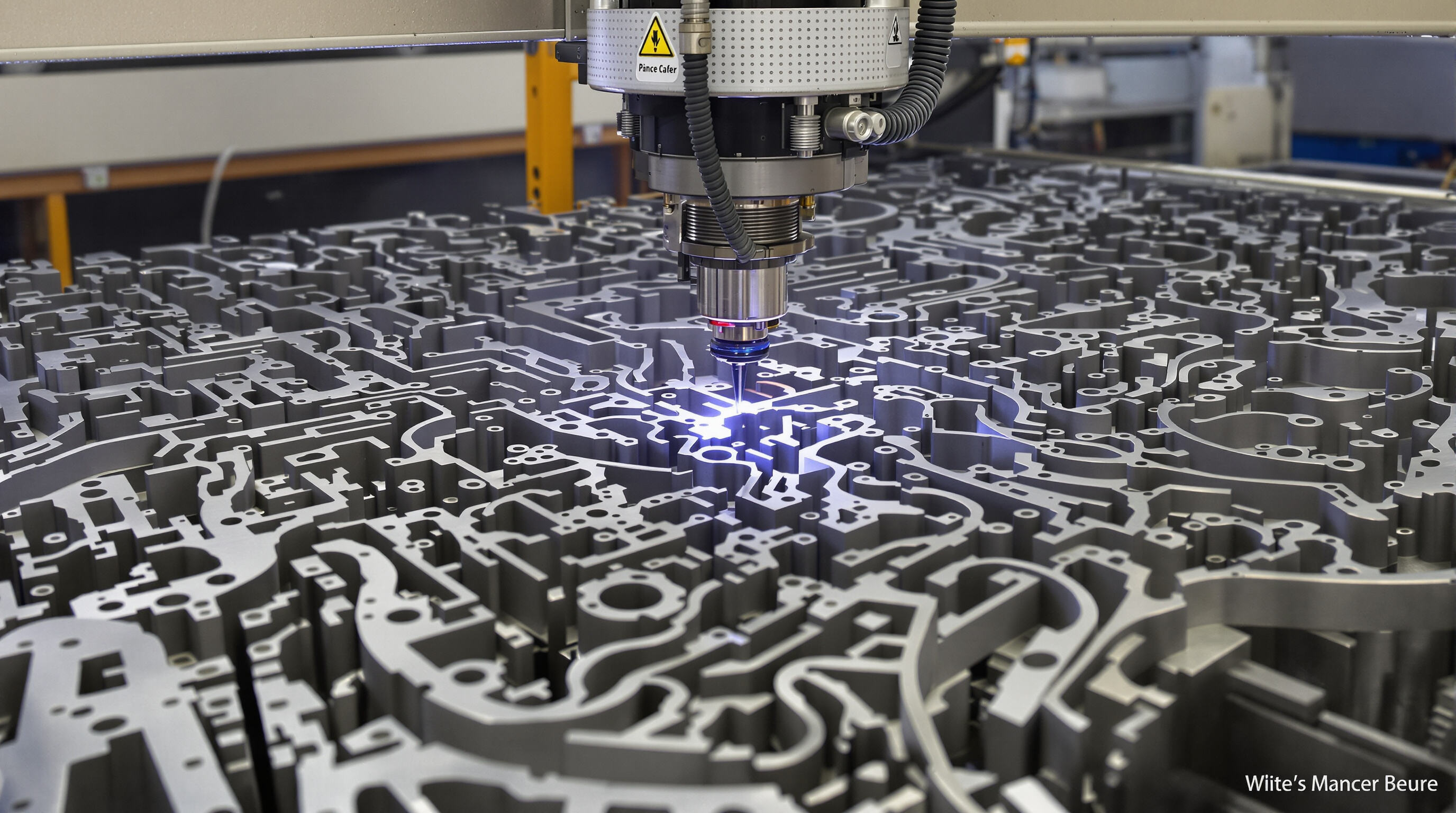
دقت و صحت بینظیر در شکلدهی فلز پیچیده
تحملات برش لیزری فلز برای قطعات با دقت بالا
مدرن دستگاههای برش لیزری فلزی دستیابی به تحمل زیر ۵۰ میکرون (IntechOpen 2023)، که نیازهای سختگیرانهترین استانداردها را برای محرکهای هوانوردی و قطعات دستگاههای پزشکی برطرف میکند. این دقت از سیستمهای موقعیتیابی حلقه بسته و ماژولهای جبران حرارتی ناشی میشود که دقت را در طول چرخههای تولید ۲۴ ساعته حفظ میکنند.
کیفیت لبه عالی و توانایی های نزدیک به هم
سیستم های لیزری فیبری بدون نیاز به پرداخت مجدد، مقادیر زبری لبه را در زیر Ra 1.6 µm تولید می کنند که برای سیل های محکم در تجهیزات پردازش شیمیایی ضروری است. طول موج متمرکز 1070 نانومتری اجازه می دهد تا عرض شیار کمتر از 0.15 میلی متر باشد، به گونه ای که طراحان می توانند هندسه های پیچیده را 37% فشرده تر از گزینه های برش با پلاسما قرار دهند.
چگونه پردازش بدون تماس باعث کاهش تغییر شکل مواد می شود
برخلاف پانچ مکانیکی که نیرویی بین 12 تا 18 کیلونیوتن/سانتی متر مربع ایجاد می کند، برش لیزری هیچ فشاری از ابزار به وجود نمی آورد. این امر باعث حذف تابیدگی در ورق های فولاد ضد زنگ با ضخامت کمتر از 3 میلی متر، تشکیل گوشه های نوک تیز روی قطعات شیلدینگ EMI از جنس مس و ترک های ریز در پرچم های هوافضایی آلومینیومی تمپر شده می شود.
مقایسه برش لیزری با روش های مکانیکی از نظر دقت
| پارامتر | برش لیزر فایبری | پانچ مکانیکی |
|---|---|---|
| دقت موقعیت | ±0.02 میلیمتر | ±0.1 میلیمتر |
| انحراف زاویه لبه | 0.5° | 2–3° |
| تکرارپذیری (10 هزار برش) | 99.98% | 98.4% |
| تأثیر سایش ابزار | هیچ | +0.05 میلیمتر/قالب |
فرآیند غیرتماسی دقت یکنواخت را در طول 100000 ساعت کاری و بیشتر حفظ میکند، برخلاف سیستمهای مکانیکی که نیاز به تنظیمهای هفتگی قالب دارند.
فعالسازی هندسههای پیچیده و انعطافپذیری در طراحی با ماشینهای برش لیزری فلزی
اشکال پیچیده و طرحهای ظریف با استفاده از تکنولوژی لیزر امکانپذیر شدهاند
دستگاههای برش لیزری باعث تغییر در نحوهی رویکرد تولیدکنندگان به کار با فلز شدهاند، چرا که میتوانند اشکالی را ایجاد کنند که ابزارهای معمولی قادر به تولید آنها نیستند. روشهای سنتی برش به دلیل اندازهی سریهای برشی محدود هستند، اما لیزر فیبری میتواند فلزاتی با ضخامت ۰/۱ تا ۴۰ میلیمتر را با برشهای بسیار نازکی به عرض گاهی ۰/۱ میلیمتر پردازش کند. سطح دقت قابل دستیابی، کاربردهای گوناگونی را فراهم میکند. به عنوان مثال، سوراخهای بسیار کوچک زیر نیم میلیمتری که برای محافظت دستگاههای الکترونیکی عالی هستند. قطعات خودرو به منحنیهای بسیار صافی با انحراف بسیار کم نیاز دارند، همچنین این قلابهای زیبا در هواپیماها که از یک ورق بزرگ برش داده میشوند، به جای اینکه از قطعات جداگانه ساخته شوند. در زمینه نرمافزارهای طراحی و تولید به کمک کامپیوتر، مهندسان اکنون میتوانند به راحتی طرحهای سهبعدی پیچیده خود را به دستورالعملهایی تبدیل کنند که دستگاهها واقعاً قادر به فهمیدن آن هستند. این به معنای آن است که آنچه در کارخانه ساخته میشود دقیقاً همانند آنچه در مرحله طراحی روی کاغذ کشیده شده است.
نکات طراحی برای بهینهسازی هندسههای پیچیده در برش لیزری
برای به حداکثر رساندن کارایی برش لیزری در قطعات پیچیده:
| فاکتور | تأثیر روی طراحی | استراتژی بهینهسازی |
|---|---|---|
| عرض شیار (0.1–0.3 میلیمتر) | بر روی شکاف قطعات قفلی تأثیر میگذارد | در مدلهای CAD جبران کنید |
| منطقه تحت تأثیر حرارت | خطر تابیدگی در فلزات نازک (<1 میلیمتر) | تنظیم نسبت توان/سرعت |
| شعاع گوشههای داخلی | حداقل 0.2× ضخامت متریال | استفاده از الگوریتمهای گوشهگیری خودکار |
حداقل ضایعات متریال از طریق چیدمان محکم و بازدهی بالا
نرمافزار پیشرفته چیدمان، استفاده از متریال را با بهینهسازی قطعات به میزان 92 تا 98 درصد افزایش میدهد. به عنوان مثال، برش 100 عدد قطعه HVAC از فولاد ضد زنگ از یک ورق 1500×3000 میلیمتری، در مقایسه با برش پلاسما، 35 درصد کاهش ضایعات را به همراه میآورد. حالتهای برش مداوم و ردیابی خودکار مانده ورق نیز باعث افزایش بازدهی در تولید حجم بالا میشود.
اتوماسیون CNC و ویژگیهای هوشمند در ماشینهای برش لیزری فلزات مدرن
ادغام کنترل CNC در گردش کار ماشینهای برش لیزری فلزات
امروزه تجهیزات برش لیزری فلز میتوانند به دقت تکرارپذیری حدود 0.1 میلیمتر دست یابند، این امر بیشتر به دلیل سیستمهای CNC پیشرفته است که با نام کنترل عددی کامپیوتری (Computer Numerical Control) شناخته میشوند. عامل اصلی در کیفیت بالای این ماشینها چیست؟ این ماشینها بهصورت همزمان سه عامل اصلی را کنترل میکنند: میزان توان خروجی لیزر، محل حرکت آن روی ماده مورد نظر و نرخ جریان گاز کمکی. برنامهنویسان میتوانند صدها تنظیم مختلف را تغییر دهند، این امر به کارخانهها این امکان را میدهد تا حتی در تولید اشکال بسیار پیچیده بدون وقفه کار کنند. وقتی تولیدکنندگان شروع به یکپارچهکردن فناوریهای صنعت 4.0 در عملیات خود میکنند، بهبود دیگری نیز حاصل میشود. ماشینها در واقع در حین کار بر اساس اطلاعاتی که از سنسورها درباره ماده برش دریافت میکنند، خود را تنظیم میکنند. همچنین زمان راهاندازی دیگر به اندازه قبل طول نمیکشد. برخی از کارگاهها گزارش دادهاند که زمان آمادهسازی خود را در مقایسه با روشهای قدیمی دستی از چند سال پیش تا حدود یکسوم کاهش دادهاند.
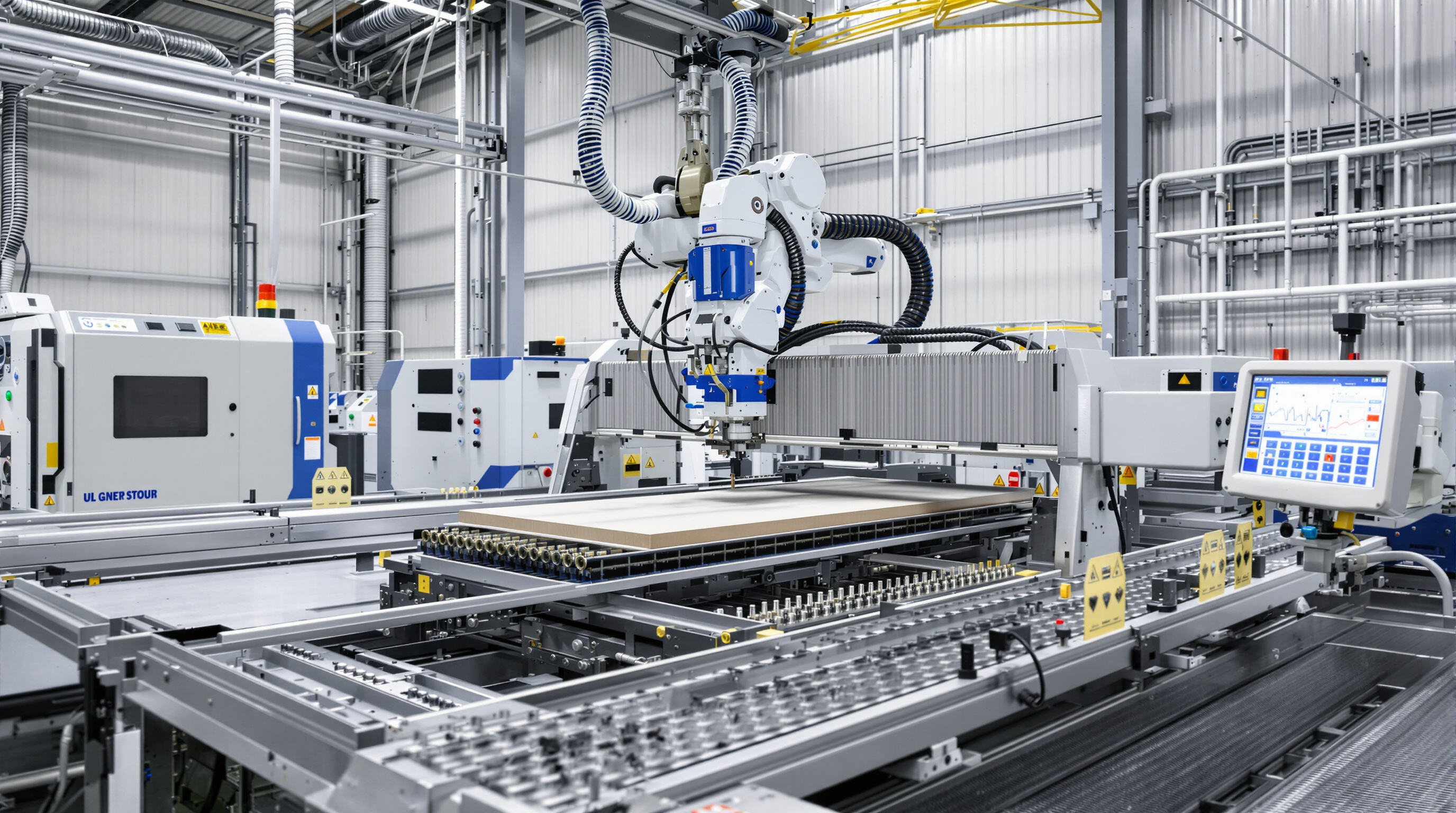
اتوماسیون و افزایش بهرهوری از طریق رباتیک و عملیات مداوم
سیستمهای بارگذاری رباتیک همراه با جریانهای کاری چندصفحهای، بهرهوری را در کاربردهای ورقکاری خودرو تا 40٪ افزایش میدهند. یک اپراتور تنها میتواند از طریق رابطهای HMI متمرکز بهطور همزمان شش دستگاه را مدیریت کند و با استفاده از قرارگیری بهینهشده توسط هوش مصنوعی به بهرهبرداری 93٪ از مواد دست یابد.
ویژگیهای هوشمند افزایش دهنده دقت و نظارت بر فرآیند
حسگرهای کیفیت پرتو، ثبات <0.9 mm·mrad را در طول 10 ساعت کار مداوم حفظ میکنند، در حالی که الگوریتمهای جبران حرارتی اثرات گرمایش لنز را خنثی میکنند (نویز ±0.05 mm). سیستمهای نگهداری پیشبینانه، سایش نازل را 48 ساعت قبل از خرابی پیشبینی میکنند و بدین ترتیب حداقلکردن توقفهای غیربرنامهریزیشده.
تعادل میان هزینه اولیه بالا و بازگشت سرمایه درازمدت از طریق اتوماسیون
اگرچه ماشینهای برش لیزری فلزات پیشرفته نیازمند سرمایهگذاری اولیه 20 تا 30٪ بیشتر از گزینههای مکانیکی هستند، اما لیزرهای فیبری با کارایی انرژی (مصرف متوسط 3.5 کیلووات در مقایسه با 7 کیلووات برای مدلهای CO₂) و کاهش هزینههای کار انسانی، بازگشت سرمایه را در میان تولیدکنندگان با حجم متوسط در عرض 18 تا 26 ماه فراهم میکنند.
بهینهسازی پارامترهای کلیدی برای دستیابی به نتایج برش لیزری با کیفیت بالا
دستگاههای برش لیزری فلز زمانی به حداکثر عملکرد دست مییابند که اپراتورها سه متغیر وابسته به هم را تعادل کنند: توان لیزر، سرعت برش و انتخاب گاز کمکی.
توان لیزر، سرعت برش و انتخاب گاز کمکی
اکثر سیستمهای برش مدرن در محدودهای حدود ۱ تا ۲۰ کیلووات کار میکنند. هنگام کار با مواد ضخیمتر، داشتن توان بیشتر به معنی برشهای سریعتر است، هرچند این امر نیازمند کنترل بسیار خوبی از گرما میباشد. سرعت ایدهآل برش معمولاً در محدودهای بین ۵ تا ۵۰ متر در دقیقه قرار دارد. این موضوع به حفظ بهرهوری مناسب بدون تغییر شکل بیش از حد ماده به دلیل گرما کمک میکند. برای فلزات مختلف، اپراتورها به گازهای کمکی خاصی متکی هستند. اکسیژن برای برش فولاد کربنی عملکرد خوبی دارد، در حالی که نیتروژن برای کاربردهای فولاد زنگنزن مناسبتر است. این گازها در جلوگیری از اکسیداسیون ناخواسته در حین فرآیند کمک میکنند. اما مراقب باشید اگر فشار گاز مناسب نباشد. حتی اشتباهات کوچک در این زمینه میتواند منجر به مشکلات جدی شود، به خصوص در مورد مواد نازکتر که دقت لبه ممکن است حدود ۳۰ درصد کاهش یابد اگر تنظیمات کمی خارج از محدوده مناسب باشند.
تأثیر کیفیت پرتو و اندازه لکه کانونی بر دقت برش
کیفیت پرتو (M² ≤ 1.1 در لیزرهای فیبری پیشرفته) تعیینکننده توزیع انرژی است، با لکههای کانونی کوچکتر (0.1–0.3 میلیمتر) که امکان ایجاد ویژگیهای پیچیده را فراهم میکنند. گزارش سال 2024 ساخت دقیق دریافت که لیزرهایی که ثبات عمق کانونی ±0.05 میلیمتری را حفظ میکنند، در قطعات هوانوردی 98٪ بازدهی اولیه تولید میکنند.
ضخامت و نوع ماده: تنظیم پارامترها برای شکلدهی پیچیده
هنگام کار با فولاد زنگنزن با ضخامت بیش از 15 میلیمتر، سیستمهای لیزری به حدود 40 درصد توان بیشتری نسبت به ضخامتهای مشابه آلومینیوم نیاز دارند. آلیاژهای مس چالش دیگری بههمراه دارند، زیرا تمایل دارند پرتو لیزر را منعکس کنند، بنابراین بیشتر اپراتورها به حالتهای برش پالسی به جای حالتهای پیوسته سویچ میکنند. برای ورقهای تیتانیوم با ضخامت کمتر از 6 میلیمتر، کار در حدود 25 متر در دقیقه بهترین نتیجه را با استفاده از گاز محافظ آرگون در حین برش فراهم میکند. بسیاری از کارگاهها دریافتهاند که سرمایهگذاری در پایگاههای داده پارامتری تطبیقی، بازدهی بسیار خوبی دارد. این سیستمها موجب کاهش دو سومی ضایعات ناشی از برشهای آزمایشی میشوند که صرفهجویی بزرگی محسوب میشود. در عین حال، این سیستمها همچنین دقت بالایی را حفظ میکنند و خطاها را در محدوده یکدهم میلیمتر (مثبت و منفی 0.1 میلیمتر) حتی در زمان تغییر بین مواد مختلف در یک سری تولید حفظ میکنند.
کاربردهای حیاتی در صنایع خودرو و هوانوردی
نقش ماشینهای برش لیزری فلز در شکلدهی پیچیده فلزات برای بخشهای هوافضا و خودرو
دستگاههای برش لیزری برای فلزات میتوانند دقتی در حدود ±0.05 میلیمتری را تضمین کنند که در تولید قطعاتی مانند نازلهای سوخت هواپیما یا اجزای جعبه دنده خودرو بسیار ضروری است. در مقایسه با روشهای برش پلاسما، این سیستمهای لیزری معمولاً دقت ابعادی 15 تا 25 درصد بهتری ارائه میدهند که برای تولیدکنندگانی که باید استانداردهای سختگیرانه AS9100 صنعت هوانوردی را رعایت کنند، امری حیاتی است. از سوی دیگر در صنعت خودرو، برش فولادهای فوقالعاده سفت (UHSS) با استفاده از لیزر به کاهش وزن خودرو تا حدود 19 درصد بدون قربانی کردن عملکرد ایمنی در برخورد کمک میکند. این سطح از دقت در هر دو صنعت تفاوت ایجاد میکند، زیرا حتی بهبودهای کوچک هم اهمیت زیادی دارند.
مطالعه موردی: اجزای سازهای برشخورده با لیزر در سیستمهای هوایی
در یک پروژه هوافضای اخیر، از دستگاههای برش لیزری فیبری ۶ کیلوواتی برای تولید دندههای بال تیتانیومی با ضخامت دیواره ۰٫۱ میلیمتری استفاده شد. این فرآیند غیرترمی باعث حذف تابیدگی در مواد با بخشهای نازک شد و دقت ابعادی ۹۹٫۸٪ را در میان ۱۲۰۰۰ قطعه تولیدی به دست آورد. این کاربرد زمان مونتاژ را نسبت به قطعات ماشینکاری شده معمولی ۴۰٪ کاهش داد.
پشتیبانی از سبکسازی خودرو از طریق ساخت دقیق ورقهای فلزی
برش لیزری امکان ایجاد اشکال سهبعدی پیچیده در آلومینیوم و کامپوزیتهای پیشرفته را فراهم میکند که برای جعبههای باتری خودروهای برقی و اجزای شاسی بحرانی است. سازندگان خودرو ۲۲٪ صرفهجویی در مصرف مواد را از طریق الگوهای قرارگیری بهینهشده با هوش مصنوعی گزارش کردهاند، در حالی که دقت موقعیتی کمتر از ۰٫۲ میلیمتر در تولید انبوه حفظ شده است.
روند: افزایش استفاده از دستگاههای برش لیزری فیبری با توان بسیار بالا
بخش خودرو اکنون از لیزر فیبری 30 کیلوواتی برای برش فولاد بورون با ضخامت 25 میلیمتر با سرعت 1.8 متر بر دقیقه استفاده میکند که به معنی بهبود 300% در بهرهوری نسبت به سیستمهای قبلی است. تأمینکنندگان هوانوردی از پیکربندیهای لیزر دوگانه برای حفظ دقت ±0.02 میلیمتری در پردازش آلیاژهای نیکل حساس به گرما برای قطعات توربین استفاده میکنند.
مزایای کلیدی که استفاده از این فناوری را تسریع کردهاند:
- مقیاسپذیری دقت : بهبود 8% در دقت برش سالانه (2019 تا 2024)
- انعطافپذیری مواد : توانایی پردازش بیش از 30 نوع فلز با یک دستگاه
- بهرهوری انرژی : کاهش 40% در مصرف انرژی نسبت به لیزرهای CO₂
این همگرایی فناوری، برش لیزری را به یک فرآیند اساسی برای تولید نسل بعدی حملونقل تبدیل کرده است، بهطوریکه 73% از تأمینکنندگان دسته اول اکنون فرآیندهای شکلدهی فلزات مبتنی بر لیزر را استاندارد کردهاند.
سوالات متداول
حد تحمل قابل دستیابی با دستگاههای برش لیزری فلزات مدرن چقدر است؟
دستگاههای برش لیزری فلزات مدرن میتوانند به دقتی در حد زیر 50 میکرون دست یابند، که این امر امکان تولید قطعات با دقت بالا را در صنایعی مانند هوانوردی و دستگاههای پزشکی فراهم میکند.
برش لیزری از نظر دقت در مقایسه با برش مکانیکی چگونه است؟
برش لیزری بهطور کلی دقت موقعیتی بهتری ارائه میدهد (±0.02 میلیمتر در مقایسه با ±0.1 میلیمتر برای برش مکانیکی) و تکرارپذیری بالاتری دارد، بدون اینکه تحت تأثیر سایش ابزار قرار گیرد که در روشهای مکانیکی دیده میشود.
چه عواملی باعث میشوند برش لیزری در مورد هندسههای پیچیده مزیت داشته باشد؟
برش لیزری امکان ایجاد برشهای بسیار نازک و طرحهای پیچیده را فراهم میکند که با روشهای مکانیکی سنتی دستیابی به آن دشوار است. این امکان توسط لیزر فیبری که میتواند ضخامتهای مختلفی از مواد را پوشش دهد، تسهیل میشود.
اتوماسیون در سیستمهای مدرن برش لیزری چه نقشی ایفا میکند؟
کنترلهای CNC و سیستمهای رباتیک بارگذاری، بهرهوری و دقت ماشینهای برش لیزری را افزایش میدهند و این امکان را فراهم میکنند که استفاده از مواد بهینهتر شود و زمانهای راهاندازی کاهش یابد.
برش لیزری چگونه به بخشهای خودرویی و هوافضا کمک میکند؟
دقت و انعطافپذیری ماشینهای برش لیزری برای تولید قطعات پیچیده در صنایع هوافضا و خودروسازی بسیار حیاتی است، این فناوری دقت ابعادی بهتر و صرفهجویی در مصرف مواد را فراهم میکند.
فهرست مطالب
- دقت و صحت بینظیر در شکلدهی فلز پیچیده
- فعالسازی هندسههای پیچیده و انعطافپذیری در طراحی با ماشینهای برش لیزری فلزی
- اتوماسیون CNC و ویژگیهای هوشمند در ماشینهای برش لیزری فلزات مدرن
- بهینهسازی پارامترهای کلیدی برای دستیابی به نتایج برش لیزری با کیفیت بالا
- کاربردهای حیاتی در صنایع خودرو و هوانوردی
-
سوالات متداول
- حد تحمل قابل دستیابی با دستگاههای برش لیزری فلزات مدرن چقدر است؟
- برش لیزری از نظر دقت در مقایسه با برش مکانیکی چگونه است؟
- چه عواملی باعث میشوند برش لیزری در مورد هندسههای پیچیده مزیت داشته باشد؟
- اتوماسیون در سیستمهای مدرن برش لیزری چه نقشی ایفا میکند؟
- برش لیزری چگونه به بخشهای خودرویی و هوافضا کمک میکند؟