
Vertaansa vailla oleva tarkkuus ja tarkkuus monimutkaisessa metallimuovauksessa
Toleranssit metallin laserleikkauksessa tarkan tarkkuuden komponenteissa
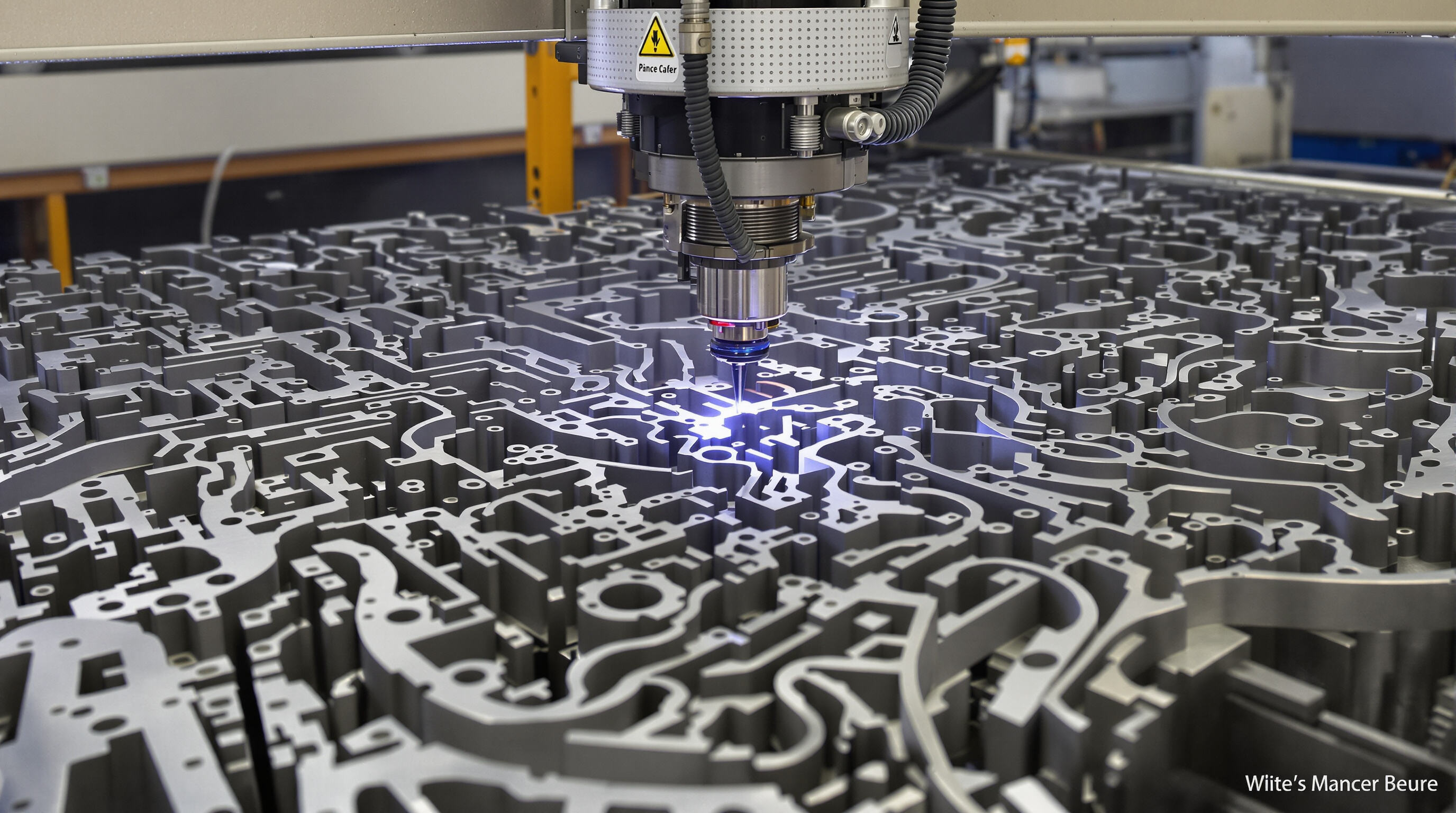
Moderni metallilaserleikkaukiskoneita saavuttaa alle 50 mikronin toleranssit (IntechOpen 2023), täyttäen tiukimmat vaatimukset lentävien toimilaitteiden ja lääkinnällisten laitteiden osille. Tämä tarkkuus perustuu suljettuun asennonohjausjärjestelmään ja lämpötilakompensaatiomoduleihin, jotka ylläpitävät tarkkuutta 24/7 tuotantosykleissä.
Erinomainen reunojen laatu ja tarkat toleranssit
Kuitulaserijärjestelmät tuottavat reunoille karheusarvot alle Ra 1,6 µm ilman tarvetta jälkikäsittelylle – tämä on kriittistä kemiallisessa prosessointilaitteessa käytettävien tiiviisten liitosten kannalta. Kapea 1070 nm aallonpituus mahdollistaa leikkausviistojen leveyden alle 0,15 mm, mikä antaa suunnittelijoiden sijoittaa monimutkaisempia geometrioita 37 % tiiviimmin kuin plasmaleikatuilla vaihtoehdoilla.
Miten kosketukseton käsittely vähentää materiaalin muodonmuutosta
Toisin kuin mekaaninen rei'itys, joka aiheuttaa 12–18 kN/cm² voimaa, laserleikkaus ei käytä lainkaan työkaluvoimaa. Tämä poistaa vääntymisen <3 mm ruostumattomissa teräslevyissä, rauta muodostumisen kuparisten EMI-suojakomponenttien reunoille ja mikrosärkyjen syntymisen karkaistusta alumiinista valmistetuissa lentokoneiden kiinnikkeissä.
Laserleikkauksen ja mekaanisten menetelmien vertailu tarkkuudessa
| Parametri | Fiber-laserleikkaus | Mekaaninen rei'itys |
|---|---|---|
| Asennon tarkkuus | ±0,02 mm | ±0.1 mm |
| Reunakulman poikkeama | 0.5° | 2–3° |
| Toistotarkkuus (10 000 leikkausta) | 99.98% | 98.4% |
| Työkalun kulumisen vaikutus | Ei mitään | +0,05 mm/vaellaji |
Ei-kosketusprosessi säilyttää tarkan tarkkuuden yli 100 000 käyttötunnin ajan, toisin kuin mekaaniset järjestelmät, joiden vaellajien säätöä tarvitaan viikoittain.
Monimutkaisten geometrioiden ja suunnittelujoustavuuden mahdollistaminen metallin laserleikkauskoneilla
Laserleikkaukseen perustuvalla teknologialla toteutetut monimutkaiset muodot ja tarkat suunnitteluratkaisut
Laserleikkauskoneet ovat muuttaneet valmistajien tapaa lähestyä metallinkäsittelyä, sillä niillä voidaan tehdä muotoja, joita tavalliset työkalut eivät yksinkertaisesti pysty toteuttaa. Perinteiset leikkausmenetelmät ovat rajoittuneet leikkausterien fyysisen koon mukaan, mutta kuitulaserit voivat käsitellä metalleja, joiden paksuus vaihtelee 0,1–40 mm, ja leikkaukset voivat olla äärimmäisen ohuita, jopa 0,1 mm:n levyisiä. Saavutettava tarkkuus avaa lukuisia sovellusmahdollisuuksia. Esimerkiksi alle puolen millimetrin kokoiset reiät soveltuvat erinomaisesti elektroniikkalaitteiden suojaukseen. Autojen osiin tarvitaan sulavia kaaria lähes olemattomalla poikkeamalla, ja lisäksi lentokoneissa käytetään näitä hienoja kiinnikkeitä, jotka leikataan yhdestä suuresta levystä erillisten osien sijaan. Tietokoneavusteisen suunnittelun ja valmistuksen ohjelmistojen osalta insinöörit huomaavat nykyään helpommaksi ottaa monimutkaiset 3D-suunnitelmansa ja muuttaa ne koneiden ymmärtämiksi ohjeiksi. Tämä tarkoittaa sitä, että tehtaalla valmistettu tuote näyttää tarkasti samalta kuin alkuperäinen paperille piirretty versio suunnitteluvaiheessa.
Suunnittelunäkökohdat laserleikkausta varten monimutkaisiin geometrioita optimoitaessa
Lisätäksesi laserleikkuun tehokkuutta monimutkaisiin osiin:
| Tehta | Vaikutus suunnitteluun | Optimointistrategia |
|---|---|---|
| Leikkausleveys (0,1–0,3 mm) | Vaikuttaa osien väliin lukkiutumiseen | Korjaa CAD-malleissa |
| Lämpövaikutusalue | Rikkoutumisriski ohuissa (<1 mm) metalleissa | Säädä teho/nopeus-suhteita |
| Sisäisten kulmien säteet | Vähintään 0,2× materiaalin paksuus | Käytä adaptiivisia mutkahtamisalgoritmeja |
Minimoi materiaalihukka tiukalla lajittelulla ja korkealla hyötysuhteella
Edistynyt lajottamisohjelmisto parantaa materiaalien käyttöä 92–98 %:iin osien sijoittelun optimoinnin kautta. Esimerkiksi 100 ruostumattoman teräksen ilmanvaihtokomponentin leikkaamisessa 1500×3000 mm levystä hukkaa vähenee 35 % verrattuna plasmaleikkaukseen. Jatkuvat leikkaustilat ja automaattinen levyn jäännöksen seuranta parantavat hyötysuhdetta suurissa tuotantosarjoissa.
CNC-automatisointi ja älykkäät toiminnot modernissa metallin laserleikkuukoneessa
CNC-ohjauksen integrointi metallin laserleikkuukoneiden työnkulkuun
Nykyiset metallin laserleikkauskoneet pystyvät saavuttamaan noin 0,1 mm:n toistotarkkuuden ansiosta niille moderneille CNC-järjestelmille, joista me kaikki tunnemme tietokoneohjatun valmistuksen. Mikä tekee näistä koneista niin hyviä työssään? Ne hallitsevat kolmea pääasiaa yhtä aikaa: kuinka paljon tehoa laser tuottaa, minne se liikkuu materiaalin yli ja avustavaksi kaasuvirran nopeuden. Ohjelmoijilla on satoja eri asetuksia, joita voidaan säätää, mikä tarkoittaa, että tehtaat voivat toimia jatkuvasti, vaikka valmistettaessa olisi erittäin monimutkaisia muotoja. Kun valmistajat alkavat integroida Industry 4.0 -teknologioita toimintaansa, he saavat toisen lisähyödyn. koneet itse asiassa säätävät itseään työskennellessään sen mukaan, mitä anturit kertovat leikattavasta materiaalista. Asennusaika ei myöskään kestä läheskään yhtä kauan kuin ennen. Jotkut liikkeet raportoivat leikanneensa valmisteluaikaa lähes kolmanneksella verrattuna vanhoihin manuaalisiin asennuksiin muutama vuosi sitten.
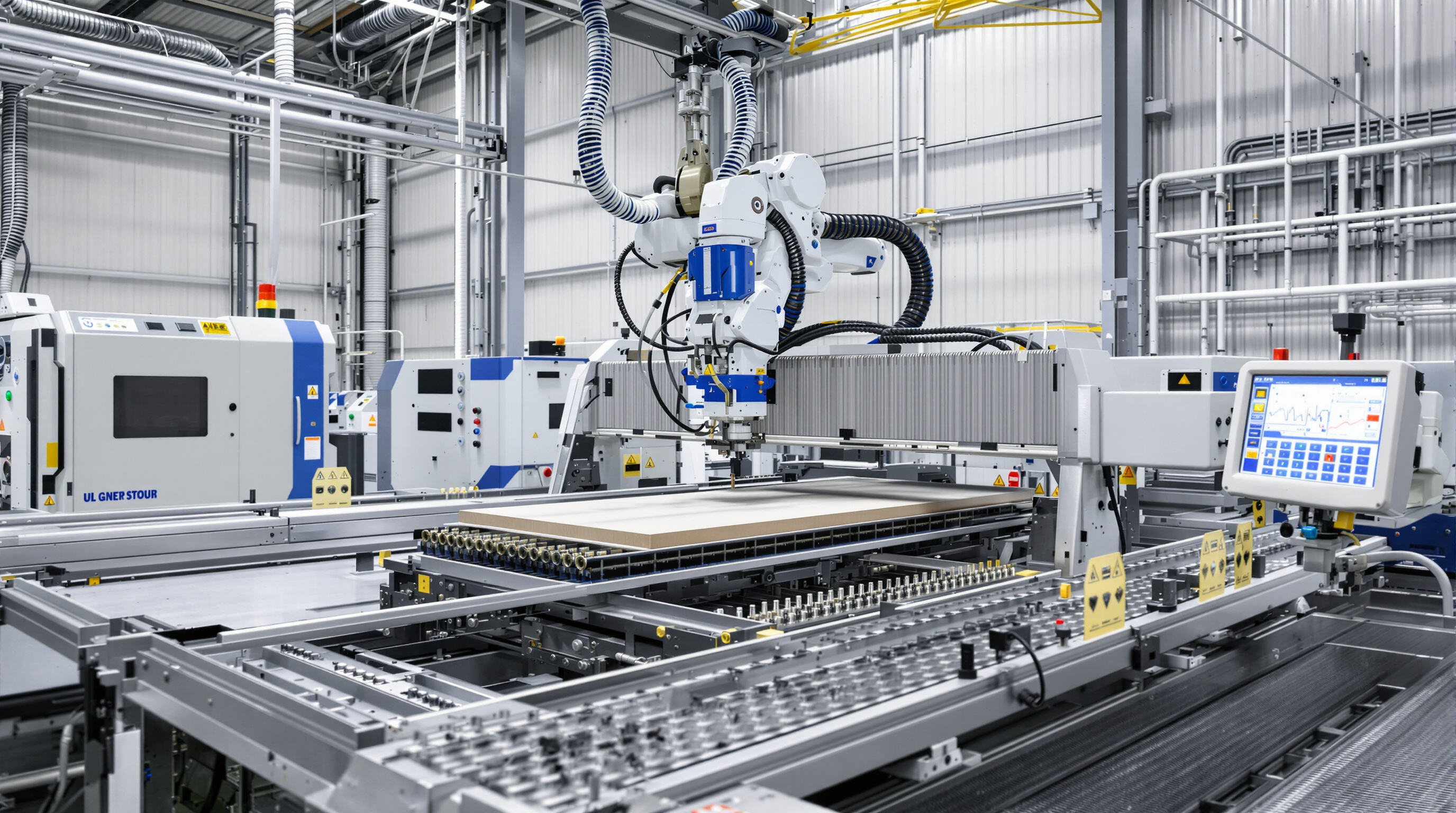
Automaatio ja tuottavuuden parannukset robotiikan ja jatkuvan toiminnan kautta
Robottijärjestelmät, jotka on yhdistetty monipöytätyöskentelyyn, parantavat tuottavuutta 40 % automotiivin levyosien valmistuksessa. Yksi käyttäjä voi hallita kuutta konetta samanaikaisesti keskittämällä HMI-rajapintoja käyttäen ja saavuttamalla 93 %:n materiaalihyödyn AI-optimoidun laakeroinnin kautta.
Älykkäät ominaisuudet parantavat tarkkuutta ja prosessin valvontaa
Sädeominaisuudet pitävät <0,9 mm·mrad stabiilisuuden 10 tunnin ajon aikana, kun taas lämpötilakompensointialgoritmit vastustavat linssin lämmön vaikutuksia (±0,05 mm hukkaa). Ennakoiva huoltajärjestelmä ennustaa suuttimen kulumista 48 tuntia ennen vikaantumista, minimoimalla suunnittelemattoman seisokin.
Korkean alkuperäisen hinnan tasapainottaminen automaation tarjoamalla pitkän aikavälin ROI:lla
Vaikka edistyneet metallileikkaukseen käytettävät laserkoneet vaativat 20–30 % suurempaa alkupäästöä kuin mekaaniset vaihtoehdot, niiden energiatehokkaat kuitulaserit (3,5 kW:n keskikulutus vs. 7 kW CO₂-malleille) ja pienemmät työvoimakustannukset tuovat ROI:n 18–26 kuukauden sisällä keskisuuruille valmistajille.
Avainten parametrien optimointi korkealaatuisiin laserleikkaustuloksiin
Metallin laserleikkauskoneet saavuttavat parhaan suorituskyvyn, kun käyttäjät tasapainottavat kolmea keskenään riippuvaa muuttujaa: laserin tehoa, leikkausnopeutta ja apukaasun valintaa.
Laserin teho, leikkausnopeus ja apukaasun valinta
Useimmat modernit leikkausjärjestelmät toimivat noin 1–20 kilowatin teholla. Kun käsitellään paksumpia materiaaleja, suurempi teho tarkoittaa nopeampaa leikkausta, vaikka siinä on haittapuolena tarve hyvälle lämmön hallinnalle. Tämä auttaa pitämään prosessin tehokkaana ilman, että materiaali vääntyy liikaa lämmön vaikutuksesta. Eri metallien kohdalla käyttäjät luottavat tiettyihin apukaasuihin. Happi sopii hyvin hiiliteräksen leikkaamiseen, kun taas typpeä käytetään ruostumattoman teräksen leikkaamiseen. Nämä kaasut estävät haluttoman hapettumisen leikkausprosessin aikana. On kuitenkin syytä olla tarkkana kaasupaineen kanssa. Jo pienikin virhe tässä voi johtaa merkittäviin ongelmiin, erityisesti ohuiden materiaalien kohdalla, joissa reunaustarkkuus voi heiketä jopa 30 %, kun asetukset poikkeavat vain vähänkään.
Säteen laadun ja polttopisteen koon vaikutus leikkaustarkkuuteen
Säteen laatu (M² ≤ 1,1 edistetyissä kuitulaserissa) määrittää energian jakautumista, ja tiukemmat polttopistekoot (0,1–0,3 mm) mahdollistavat monimutkaisten yksityiskohtien toteuttamisen. Vuoden 2024 Precision Manufacturing -raportin mukaan laserit, jotka ylläpitävät ±0,05 mm:n polttopistesyvyyden tarkkuutta, tuottavat 98 %:n ensitavoitteen hyötyosuuden ilmailukomponenteissa.
Materiaalin paksuus ja tyyppi: Parametrien mukauttaminen monimutkaiseen muotoiluun
Kun ruostumattomasta teräksestä työstetään yli 15 mm paksuja levyjä, laserjärjestelmille tarvitaan noin 40 prosenttia enemmän tehoa verrattuna samanpaksuiseen alumiiniin. Kupariseokset tuottavat taas oman haasteensa, koska ne heijastavat usein lasersäteilyä, jolloin suurin osa käyttäjistä siirtyy käyttämään pulssileikkausta sen sijaan, että käyttäisi jatkuvaa leikkausta. Kun käsitellään 6 mm:tä ohuempia titaanilevyjä, nopeus noin 25 metriä minuutissa toimii parhaiten, kun leikkausta suojataan argonilla. Monet teollisuuslaitokset ovat huomanneet, että sijoittamalla adaptiivisiin parametritietokantoihin saadaan huomattavia säästöjä. Nämä järjestelmät vähentävät testileikkauksista aiheutuvaa hukkaa noin kaksi kolmasosaa, mikä tarkoittaa valtavia säästöjä. Samalla ne pitävät toleranssit hyvin tiukkoina, ja sijaintivirheet pysyvät ±0,1 mm:n sisällä, vaikka vaihdettaisiin eri materiaaleja saman valmistuserän aikana.
Kriittiset sovellukset autoteollisuudessa ja ilmailuteollisuudessa
Metallilaserleikkauskoneiden rooli monimutkaisessa metallimuovauksessa ilmailu- ja autoteollisuudessa
Laserleikkauskoneet metalleille pystyvät saavuttamaan tarkkuuden ±0,05 mm:n tarkkuudella, mikä on käytännössä välttämätöntä esimerkiksi ilmailun polttoainesuuttimien tai autojen vaihdelaatikoiden valmistuksessa. Plasmaleikkausmenetelmiin verrattuna nämä laserjärjestelmät tarjoavat yleensä 15–25 prosenttia paremman mittatarkkuuden, mikä on tärkeää valmistajille, jotka pyrkivät täyttämään ilmailualan tiukat AS9100 -standardit. Autoalalla erittäin kovaa terästä (UHSS) leikattaessa laserilla voidaan vähentää ajoneuvon painoa noin 19 prosenttia tekemättä samalla kompromisseja kolariturvallisuuden suhteen. Tällainen tarkkuus ratkaisee molemmilla aloilla, joilla jopa pientenkin parannusten merkitys on suuri.
Tapaus: Laserleikatut kantavat komponentit ilmailujärjestelmissä
Viime aikoina ilmailuprojektissa käytettiin 6 kW:n kuitulaserleikkuukoneita titaanisiiven kylkirankojen valmistukseen, joiden seinämänpaksuus oli 0,1 mm. Ei-termiinen prosessi poisti kiertymän ohutlevyisiin materiaaleihin, saavuttaen 99,8 %:n mittatarkkuuden yli 12 000 komponentin valmistuksessa. Tämä sovellus vähensi kokoonpanoajan 40 %:lla verrattuna perinteisiin koneistettuihin osiin.
Tukitaan automotiva-alan kevennyksiä tarkalla levyn työstötekniikalla
Laserleikkaus mahdollistaa monimutkaisten 3D-muotojen valmistamisen alumiinista ja edistetyistä komposiittemateriaaleista, jotka ovat kriittisiä sähköautojen akkukoteloille ja alustakomponenteille. Autoteollisuusraporttien mukaan materiaalisäästöä on 22 % tekoälyoptimoituja leikkausjärjestelmiä käytettäessä, samalla säilyttäen alle 0,2 mm:n sijaintitarkkuuden suurissa tuotantoerissä.
Trendi: Erittäin suuren tehon kuitulaserleikkuukoneiden käytön lisääntyminen
Autoteollisuus käyttää nyt 30 kW:n kuitulaserit boronteräksen leikkaamiseen 25 mm paksuudella nopeudella 1,8 m/min, mikä on 300 %:n tuotantotehokkuuden parannus edellisiin järjestelmiin verrattuna. Ilmailuteollisuuden toimittajat hyödyntävät kaksinkertaisia laserikonfiguraatioita ylläpitääkseen ±0,02 mm:n tarkkuutta lämpöherkien nikkeli-seosten käsittelyssä turbiinikomponentteihin.
Keskeiset edut, jotka lisäävät hyväksymistä:
- Tarkan mittasuhteen säilyttäminen : Leikkauksen tarkkuudessa 8 %:n vuosittainen parannus (2019–2024)
- Materiaalin joustavuus : Yhden koneen käyttömahdollisuus yli 30 metallilaadussa
- Energiatehokkuus : 40 %:n vähennys sähkönhkulutuksessa verrattuna CO₂-lasereihin
Tämä teknologian yhdistyminen asettaa laserleikkauksen perustavaksi prosessiksi seuraavan sukupolven kuljetusten valmistuksessa, jossa 73 %:a ensimmäisen tason toimittajista käyttää nyt laajasti laserpohjaisia metallinmuokkaustyökaluja.
UKK
Mikä on modernien metallilaserleikkauskoneiden saavutettavissa oleva toleranssi?
Modernit metallilaserleikkauskoneet voivat saavuttaa alle 50 mikronin toleranssin, mikä mahdollistaa lentävän tarkan leikkauksen tarpeen ilmailu- ja lääkintälaitealalla.
Miten laserleikkaus vertautuu mekaaniseen punchaamiseen tarkkuuden suhteen?
Laserleikkaus tarjoaa yleensä paremman sijainnin tarkkuuden (±0,02 mm verrattuna ±0,1 mm mekaaniseen punchaamiseen) ja toistettavuuden ilman työkalun kulumisvaikutusta, joka liittyy mekaanisiin menetelmiin.
Mikä tekee laserleikkauksesta edullisen monimutkaisiin geometrioihin?
Laserleikkaus mahdollistaa erittäin ohuiden leikkausten ja monimutkaisten suunnitelmien toteuttamisen, joiden saavuttaminen perinteisillä mekaanisilla menetelmillä on vaikeaa. Tätä helpottavat kuitulaserit, jotka pystyvät käsittelemään laajaa materiaalin paksuusalueita.
Mikä on automaation rooli nykyaikaisissa laserleikkausjärjestelmissä?
CNC-ohjaimet ja robottikuormitusjärjestelmät parantavat laserleikkauskoneiden tuotantoa ja tarkkuutta, mahdollistaen paremman materiaalinhallinnan ja asennusaikojen vähentämisen.
Miten laserleikkaus on hyödyllistä auto- ja ilmailualalla?
Laserleikkauskoneiden tarkkuus ja joustavuus ovat kriittisiä monimutkaisten osien valmistuksessa ilmailu- ja autoteollisuudessa, tarjoten paremman mittatarkkuuden ja materiaalisäästöjä.
Sisällys
- Vertaansa vailla oleva tarkkuus ja tarkkuus monimutkaisessa metallimuovauksessa
- Monimutkaisten geometrioiden ja suunnittelujoustavuuden mahdollistaminen metallin laserleikkauskoneilla
-
CNC-automatisointi ja älykkäät toiminnot modernissa metallin laserleikkuukoneessa
- CNC-ohjauksen integrointi metallin laserleikkuukoneiden työnkulkuun
- Automaatio ja tuottavuuden parannukset robotiikan ja jatkuvan toiminnan kautta
- Älykkäät ominaisuudet parantavat tarkkuutta ja prosessin valvontaa
- Korkean alkuperäisen hinnan tasapainottaminen automaation tarjoamalla pitkän aikavälin ROI:lla
- Avainten parametrien optimointi korkealaatuisiin laserleikkaustuloksiin
-
Kriittiset sovellukset autoteollisuudessa ja ilmailuteollisuudessa
- Metallilaserleikkauskoneiden rooli monimutkaisessa metallimuovauksessa ilmailu- ja autoteollisuudessa
- Tapaus: Laserleikatut kantavat komponentit ilmailujärjestelmissä
- Tukitaan automotiva-alan kevennyksiä tarkalla levyn työstötekniikalla
- Trendi: Erittäin suuren tehon kuitulaserleikkuukoneiden käytön lisääntyminen
-
UKK
- Mikä on modernien metallilaserleikkauskoneiden saavutettavissa oleva toleranssi?
- Miten laserleikkaus vertautuu mekaaniseen punchaamiseen tarkkuuden suhteen?
- Mikä tekee laserleikkauksesta edullisen monimutkaisiin geometrioihin?
- Mikä on automaation rooli nykyaikaisissa laserleikkausjärjestelmissä?
- Miten laserleikkaus on hyödyllistä auto- ja ilmailualalla?