
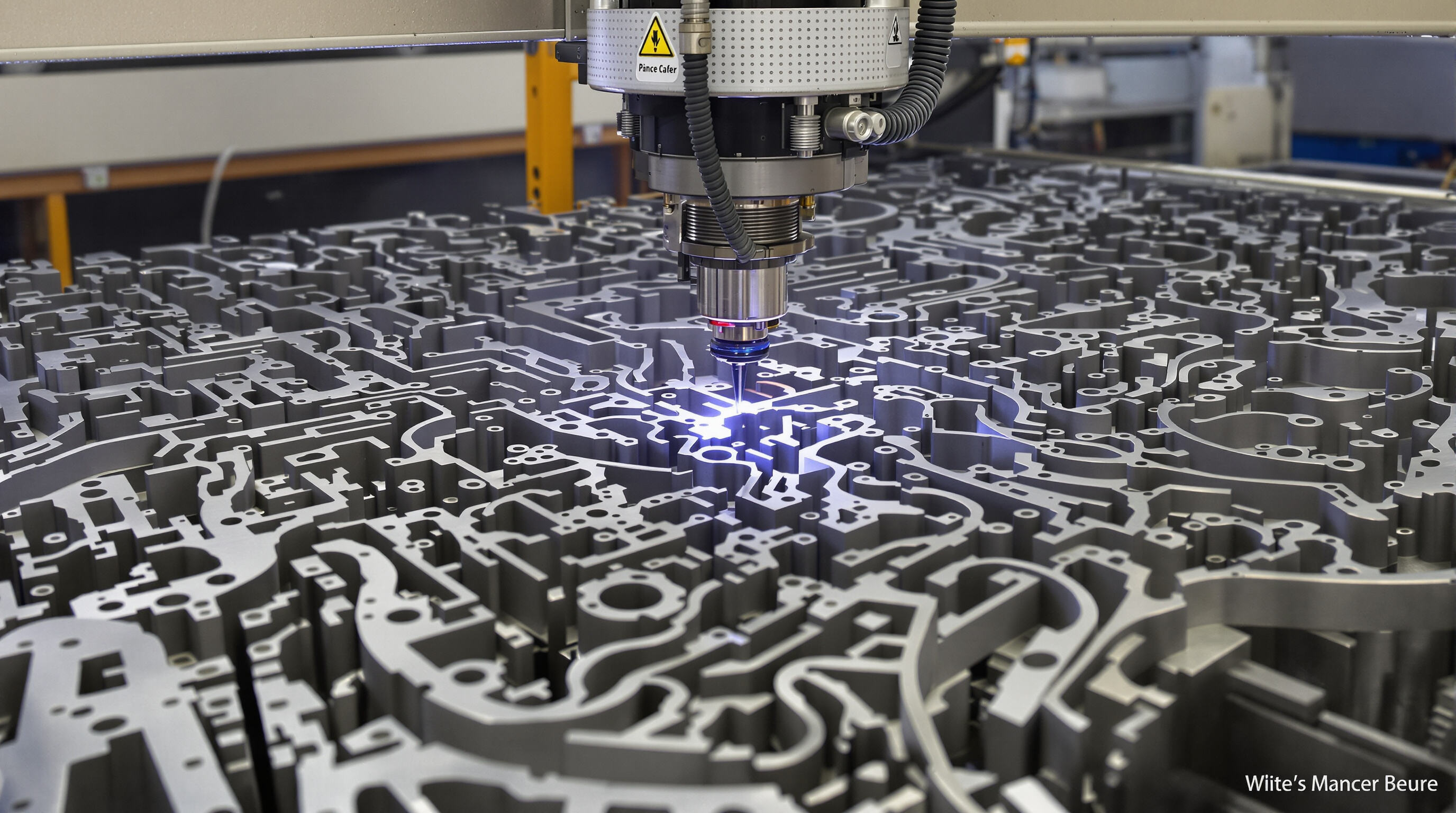
जटिल धातु आकार देने में अद्वितीय सटीकता और सहीता
उच्च-सटीक घटकों के लिए धातु लेजर कटिंग में सहनशीलता
आधुनिक मेटल लेजर कटिंग मशीनें उप-50 माइक्रोन सहनशीलता प्राप्त करें (इंटेकओपन 2023), एयरोस्पेस एक्चुएटर और मेडिकल डिवाइस घटकों की सबसे कठोर आवश्यकताओं को पूरा करते हुए। यह सटीकता क्लोज़-लूप पोजिशनिंग सिस्टम और थर्मल कॉम्पेंसेशन मॉड्यूल से उत्पन्न होती है जो 24/7 उत्पादन चक्र के दौरान सटीकता बनाए रखते हैं।
श्रेष्ठ किनारे की गुणवत्ता और निकट सहनशीलता क्षमताएं
फाइबर लेजर सिस्टम द्वितीयक फिनिशिंग के बिना Ra 1.6 µm से कम किनारे की खुरदरापन मान उत्पन्न करते हैं - रासायनिक प्रसंस्करण उपकरणों में हरमेटिक सील के लिए महत्वपूर्ण। संकेंद्रित 1070 nm तरंगदैर्ध्य 0.15 मिमी से कम कर्फ चौड़ाई की अनुमति देता है, डिज़ाइनरों को प्लाज्मा-कट विकल्पों की तुलना में 37% अधिक निकटता से जटिल ज्यामिति को समायोजित करने की अनुमति देता है।
गैर-संपर्क प्रसंस्करण कैसे कम करता है सामग्री विकृति
मैकेनिकल पंचिंग के विपरीत जो 12–18 kN/cm² बल लगाती है, लेजर कटिंग शून्य उपकरण दबाव लगाती है। इससे <3mm स्टेनलेस स्टील की चादरों में विरूपण, तांबे के ईएमआई शिल्डिंग घटकों पर बर्र का निर्माण और टेम्पर्ड एल्यूमीनियम एयरोस्पेस ब्रैकेट में सूक्ष्म दरारें दूर हो जाती हैं।
सटीकता में लेजर कटिंग बनाम मैकेनिकल विधियों की तुलना
| पैरामीटर | फाइबर लेजर काटने | मैकेनिकल पंचिंग |
|---|---|---|
| स्थिति सटीकता | ±0.02 मिमी | ±0.1 मिमी |
| किनारे के कोण का विचलन | 0.5° | 2–3° |
| पुनरावृत्ति (10k कट) | 99.98% | 98.4% |
| उपकरण पहनने का प्रभाव | कोई नहीं | +0.05 mm/डाई |
गैर-संपर्क प्रक्रिया 100,000+ संचालन घंटों तक लगातार सटीकता बनाए रखती है, साप्ताहिक डाई समायोजन की आवश्यकता वाली मैकेनिकल प्रणालियों के विपरीत।
लेजर कटिंग मशीनों के साथ धातु में जटिल ज्यामितियों और डिज़ाइन लचीलेपन को सक्षम करना
लेजर तकनीक के माध्यम से जटिल आकृतियों और विस्तृत डिज़ाइनों को बनाना संभव
लेजर कटिंग मशीनों ने निर्माताओं के धातु कार्य करने के तरीके को बदल दिया है क्योंकि वे आकृतियों को बना सकती हैं जिन्हें सामान्य उपकरण कभी नहीं बना सकते। पारंपरिक कटिंग विधियाँ वास्तविक कटिंग बिट्स के आकार द्वारा सीमित होती हैं, लेकिन फाइबर लेज़र 0.1 से 40 मिमी मोटाई तक की धातुओं को अत्यंत पतली कट में संभाल सकते हैं, जो कभी-कभी 0.1 मिमी चौड़ाई के बराबर हो सकती है। संभावित विस्तार के स्तर से सभी प्रकार के अनुप्रयोग खुल जाते हैं। उदाहरण के लिए, आधा मिलीमीटर से छोटे छेद इलेक्ट्रॉनिक उपकरणों के लिए शील्डिंग के लिए बहुत अच्छे काम आते हैं। कार के हिस्सों को लगभग कोई विचलन के बिना चिकने घुमाव की आवश्यकता होती है, साथ ही हवाई जहाजों में उपयोग किए जाने वाले ये शानदार ब्रैकेट हैं जो अलग-अलग टुकड़ों के बजाय एक बड़ी शीट से काटे जाते हैं। कंप्यूटर सहायता प्राप्त डिज़ाइन और निर्माण सॉफ़्टवेयर के मामले में, इंजीनियरों को अब अपने जटिल 3 डी डिज़ाइनों को मशीनों द्वारा समझी जाने वाली अनुदेशों में बदलना बहुत आसान लगता है। इसका मतलब है कि जो कुछ भी कारखाने में बनाया जाता है वह डिज़ाइन चरण में कागज पर बनाए गए चित्र के बिल्कुल अनुरूप होता है।
लेजर कटिंग में जटिल ज्यामितियों के अनुकूलन हेतु डिज़ाइन पर विचार
जटिल भागों के लिए लेजर कटिंग दक्षता अधिकतम करने के लिए:
| गुणनखंड | डिज़ाइन पर प्रभाव | अप्टिमाइज़ेशन रणनीति |
|---|---|---|
| खाली चौड़ाई (0.1–0.3 मिमी) | एक दूसरे से जुड़े भागों के क्लियरेंस को प्रभावित करता है | सीएडी मॉडल में समायोजित करें |
| ऊष्मा प्रभावित क्षेत्र | पतली धातुओं (<1 मिमी) में विरूपण का खतरा | शक्ति/गति अनुपात समायोजित करें |
| आंतरिक कोने की त्रिज्या | न्यूनतम 0.2× पदार्थ की मोटाई | एडॉप्टिव कॉर्नरिंग एल्गोरिदम का उपयोग करें |
सघन नेस्टिंग और उच्च उपज दक्षता के माध्यम से न्यूनतम सामग्री अपशिष्ट
उन्नत नेस्टिंग सॉफ़्टवेयर भागों की व्यवस्था को अनुकूलित करके सामग्री के उपयोग को 92–98% तक बढ़ा देता है। उदाहरण के लिए, 1500×3000 मिमी शीट से 100 स्टेनलेस स्टील HVAC घटकों को काटने पर प्लाज्मा काटने की तुलना में 35% कचरा कम हो जाता है। निरंतर काटने के मोड और स्वचालित शीट अवशेष ट्रैकिंग उच्च मात्रा में उत्पादन चलाने में उपज में और सुधार करते हैं।
आधुनिक धातु लेजर काटने वाली मशीनों में सीएनसी स्वचालन और स्मार्ट सुविधाएँ
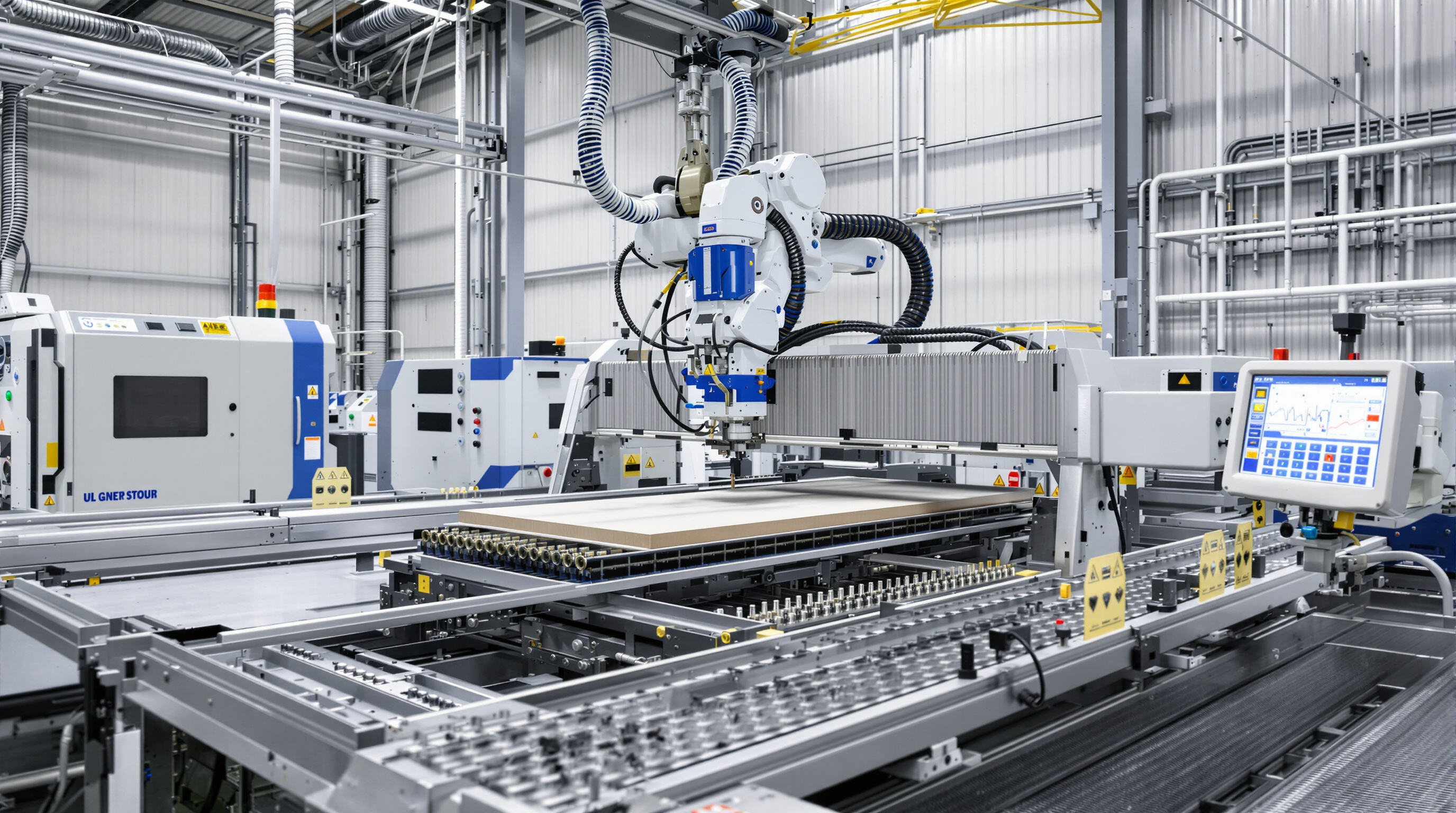
धातु लेजर काटने वाली मशीन कार्यप्रवाह में सीएनसी नियंत्रण का एकीकरण
आज के धातु लेजर काटने वाले उपकरण सीएनसी (कंप्यूटर न्यूमेरिकल कंट्रोल) के कारण लगभग 0.1 मिमी पुनरावृत्ति तक पहुंच सकते हैं। ये मशीनें अपने काम में इतनी अच्छी क्यों हैं? ये एक साथ तीन मुख्य चीजों को नियंत्रित करती हैं: लेजर द्वारा कितनी शक्ति उत्पन्न की जाती है, सामग्री पर कहां तक चलाया जाता है, और सहायक गैस की प्रवाह दर। प्रोग्रामर सैकड़ों विभिन्न सेटिंग्स को समायोजित कर सकते हैं, जिसका अर्थ है कि कारखाने लगातार चल सकते हैं भले ही बहुत जटिल आकृतियां बनाई जा रही हों। जब निर्माता अपने संचालन में उद्योग 4.0 की तकनीकों को शामिल करना शुरू करते हैं, तो उन्हें एक अतिरिक्त बढ़त मिलती है। मशीनें वास्तव में स्वयं को समायोजित करती हैं जब वे काम कर रही होती हैं, आधार पर जो सेंसर उन्हें काटी जा रही सामग्री के बारे में बताते हैं। सेटअप में पहले की तुलना में अब लगभग एक तिहाई समय कम लगता है। कुछ दुकानों ने तो अपनी तैयारी के समय में लगभग एक तिहाई की कमी की बात कही है, जो कुछ साल पहले के पारंपरिक मैनुअल सेटअप की तुलना में है।
रोबोटिक्स और निरंतर संचालन के माध्यम से स्वचालन और उत्पादकता में वृद्धि
रोबोटिक लोडिंग सिस्टम और मल्टी-टेबल वर्कफ़्लो के संयोजन से ऑटोमोटिव शीट मेटल एप्लिकेशन में 40% तक उत्पादकता में वृद्धि होती है। केंद्रीकृत HMI इंटरफ़ेस के माध्यम से एक ऑपरेटर एक समय में छह मशीनों का संचालन कर सकता है और AI-ऑप्टिमाइज़्ड नेस्टिंग के माध्यम से 93% सामग्री उपयोगिता प्राप्त कर सकता है।
सटीकता और प्रक्रिया निगरानी में सुधार करने वाली स्मार्ट विशेषताएँ
बीम गुणवत्ता सेंसर 10 घंटे के चलने के दौरान <0.9 mm·mrad स्थिरता बनाए रखते हैं, जबकि थर्मल कंपेंसेशन एल्गोरिदम लेंस के तापन प्रभावों को रोकते हैं (±0.05 mm विचलन)। भविष्यवाणी रखरखाव प्रणालियाँ विफलता से 48 घंटे पहले नोजल पहने की भविष्यवाणी करती हैं, जिससे अनियोजित बंद होने को कम किया जाता है।
स्वचालन से लंबे समय तक ROI के साथ उच्च प्रारंभिक लागत का संतुलन
जबकि एडवांस्ड मेटल लेजर कटिंग मशीनों को यांत्रिक विकल्पों की तुलना में 20-30% अधिक प्रारंभिक निवेश की आवश्यकता होती है, फिर भी उनके ऊर्जा-कुशल फाइबर लेजर (CO₂ मॉडल के लिए 7 kW की तुलना में 3.5 kW औसत खपत) और कम श्रम लागत में-बीच की मात्रा वाले निर्माताओं के लिए 18-26 महीनों के भीतर ROI प्रदान करते हैं।
उच्च-गुणवत्ता वाले लेजर काटने के परिणामों के लिए प्रमुख पैरामीटर का अनुकूलन
धातु लेजर काटने वाली मशीनों का सर्वोत्तम प्रदर्शन तब होता है जब ऑपरेटर लेजर पावर, काटने की गति और सहायक गैस के चयन जैसे तीन परस्पर निर्भर चरों के बीच संतुलन बनाए रखते हैं।
लेजर पावर, काटने की गति और सहायक गैस का चयन
अधिकांश आधुनिक कटिंग सिस्टम लगभग 1 से 20 किलोवाट की शक्ति सीमा में काम करते हैं। जब मोटी सामग्री के साथ काम कर रहे होते हैं, तो अधिक शक्ति का मतलब है तेज़ कटौती, हालांकि इसके साथ अच्छे ताप नियंत्रण की आवश्यकता होती है। आदर्श कटिंग गति आमतौर पर 5 से 50 मीटर प्रति मिनट के बीच होती है। यह अधिक ताप से सामग्री को विकृत होने से रोकते हुए चीजों को कुशलतापूर्वक रखने में मदद करता है। विभिन्न धातुओं के लिए, ऑपरेटर विशिष्ट सहायक गैसों पर निर्भर करते हैं। कार्बन स्टील की कटौती के लिए ऑक्सीजन अच्छी तरह से काम करता है, जबकि स्टेनलेस स्टील अनुप्रयोगों के लिए नाइट्रोजन अधिक उपयुक्त है। ये गैसें प्रक्रिया के दौरान अवांछित ऑक्सीकरण को रोकने में मदद करती हैं। लेकिन सावधान रहें यदि गैस का दबाव सही नहीं है। यहां तक कि छोटी गलतियां भी महत्वपूर्ण समस्याओं का कारण बन सकती हैं, विशेष रूप से पतली सामग्री के साथ, जहां सेटिंग्स में थोड़ी सी भी गलती के कारण किनारे की सटीकता में लगभग 30% की कमी आ सकती है।
कट एक्यूरेसी पर बीम क्वालिटी और फोकल स्पॉट साइज़ का प्रभाव
उन्नत फाइबर लेजरों में बीम गुणवत्ता (M² ≤ 1.1) ऊर्जा वितरण निर्धारित करती है, जिसमें सघन फोकस स्थल (0.1–0.3 मिमी) जटिल विशेषताओं को सक्षम करते हैं। 2024 की प्रेसिज़न मैन्युफैक्चरिंग रिपोर्ट में पाया गया कि एयरोस्पेस घटकों में ±0.05 मिमी फोकल डेप्थ स्थिरता बनाए रखने वाले लेज़र्स प्रथम पास में 98% उत्पादन दक्षता प्रदान करते हैं।
सामग्री की मोटाई और प्रकार: जटिल आकार देने के लिए पैरामीटर को अनुकूलित करना
जब 15 मिमी से मोटे स्टेनलेस स्टील के साथ काम किया जाता है, तो लेजर सिस्टम को एल्यूमीनियम की समान मोटाई की तुलना में लगभग 40 प्रतिशत अधिक शक्ति की आवश्यकता होती है। तांबे के मिश्र धातुएं एक अलग ही चुनौती प्रस्तुत करते हैं क्योंकि वे लेजर बीम को परावर्तित करने की प्रवृत्ति रखते हैं, इसलिए अधिकांश ऑपरेटर निरंतर मोड के बजाय पल्सड कटिंग मोड में स्विच कर जाते हैं। 6 मिमी से पतली टाइटेनियम की शीट के लिए, कटिंग के दौरान आर्गन गैस शील्डिंग के साथ लगभग 25 मीटर प्रति मिनट की रफ़्तार सबसे अच्छी कार्य करती है। कई दुकानों ने पाया है कि अनुकूलनीय पैरामीटर डेटाबेस में निवेश करने से बहुत अधिक लाभ होता है। ये सिस्टम परीक्षण कटौती में बर्बाद होने वाली सामग्री को लगभग दो तिहाई तक कम कर देते हैं, जो काफी बचत है। इसी समय, वे काफी निकटता वाली सहनशीलता भी बनाए रखते हैं, एक ही उत्पादन चक्र में विभिन्न सामग्रियों के बीच स्विच करने पर भी स्थिति में त्रुटियों को धनात्मक या ऋणात्मक 0.1 मिमी के भीतर रखते हैं।
ऑटोमोबाइल और एरोस्पेस उद्योगों में महत्वपूर्ण अनुप्रयोग
एयरोस्पेस और ऑटोमोटिव क्षेत्रों में जटिल धातु आकृतियों के लिए धातु लेजर कटिंग मशीनों की भूमिका
धातुओं के लिए लेजर कटिंग मशीनें ±0.05 मिमी के लगभग सहनशीलता तक पहुंच सकती हैं, जो एयरोस्पेस ईंधन नोजल या कारों के लिए ट्रांसमिशन घटक बनाने जैसे भाग बनाने में काफी आवश्यक होती है। प्लाज्मा कटिंग विधियों की तुलना में, ये लेजर सिस्टम आमतौर पर एयरोस्पेस उद्योग में कठोर AS9100 मानकों को पूरा करने के लिए लगभग 15 से 25 प्रतिशत बेहतर आयामी सटीकता प्रदान करते हैं। ऑटोमोटिव क्षेत्र में, लेजरों के साथ अल्ट्रा हाई स्ट्रेंथ स्टील (UHSS) को काटने से वाहन के वजन में लगभग 19 प्रतिशत की कमी आती है, बिना क्रैश सुरक्षा प्रदर्शन के बलिदान के। इस तरह की सटीकता दोनों उद्योगों में बहुत अंतर लाती है, जहां भी छोटे सुधारों का बहुत महत्व होता है।
केस स्टडी: एयरोस्पेस सिस्टम में लेजर-कट संरचनात्मक घटक
हाल ही में एक एयरोस्पेस परियोजना में 6 किलोवाट फाइबर लेजर काटने वाली मशीनों का उपयोग टाइटेनियम के विंग रिब्स को 0.1 मिमी की दीवार मोटाई के साथ बनाने के लिए किया गया। गैर-तापीय प्रक्रिया में पतले खंड की सामग्री में विरूपण को समाप्त कर दिया गया, 12,000 घटकों में 99.8% आयामी सटीकता प्राप्त की गई। इस अनुप्रयोग से कन्वेंशनल मशीन किए गए भागों की तुलना में 40% तक असेंबली समय कम हुआ।
प्रिसिज़न शीट मेटल फैब्रिकेशन के माध्यम से ऑटोमोटिव लाइटवेटिंग का समर्थन
लेजर काटने से एल्यूमीनियम और उन्नत कॉम्पोजिट में जटिल 3डी आकृतियों को सुगमता प्रदान करना, जो ईवी बैटरी एनक्लोज़र और चेसिस घटकों के लिए महत्वपूर्ण है। ऑटोमोटिव निर्माताओं ने एआई-ऑप्टिमाइज़्ड नेस्टिंग पैटर्न के माध्यम से 22% सामग्री बचत की सूचना दी, जबकि उच्च मात्रा वाले उत्पादन रन में <0.2 मिमी स्थिति सटीकता बनाए रखी।
प्रवृत्ति: अल्ट्रा-हाई पावर फाइबर लेजर काटने वाली मशीनों के उपयोग में वृद्धि
ऑटोमोटिव क्षेत्र अब 25 मिमी मोटी बोरॉन स्टील को 1.8 मीटर/मिनट की गति से काटने के लिए 30 किलोवाट फाइबर लेजर का उपयोग करता है—पिछले सिस्टम की तुलना में 300% उत्पादकता वृद्धि। एयरोस्पेस आपूर्तिकर्ता टर्बाइन घटकों के लिए ऊष्मा-संवेदनशील निकल मिश्र धातुओं की प्रक्रिया करते समय ±0.02 मिमी सटीकता बनाए रखने के लिए डुअल-लेजर विन्यास अपना रहे हैं।
अपनाने को प्रेरित करने वाले प्रमुख लाभ:
- सटीकता में वृद्धि : 2019–2024 में कटिंग सटीकता में 8% वार्षिक सुधार
- सामग्री की लचीलापन : 30+ धातुओं के ग्रेड के लिए एकल-मशीन क्षमता
- ऊर्जा दक्षता : सीओ₂ लेजर की तुलना में 40% कम ऊर्जा खपत
यह तकनीकी एकीकरण लेजर कटिंग को अगली पीढ़ी के परिवहन निर्माण के लिए आधारभूत प्रक्रिया के रूप में स्थापित कर रहा है, जिसमें 73% टियर 1 आपूर्तिकर्ता अब लेजर-आधारित धातु आकार देने की कार्य प्रणाली को मानक के रूप में अपना रहे हैं।
सामान्य प्रश्न
आधुनिक धातु लेजर कटिंग के साथ प्राप्त होने वाली सहनशीलता क्या है?
आधुनिक धातु लेजर कटिंग मशीनें उप-50 माइक्रॉन सहनशीलता प्राप्त कर सकती हैं, जो एयरोस्पेस और मेडिकल डिवाइस जैसे उद्योगों में आवश्यक उच्च सटीकता को पूरा करती हैं।
लेजर कटिंग और मैकेनिकल पंचिंग में सटीकता की तुलना कैसे होती है?
लेजर कटिंग में सामान्यतः स्थिति सटीकता बेहतर होती है (±0.02 मिमी बनाम मैकेनिकल पंचिंग के लिए ±0.1 मिमी) और पुनरावृत्ति, मैकेनिकल विधियों में देखे गए उपकरण पहनने के प्रभाव के बिना।
जटिल ज्यामिति के लिए लेजर कटिंग क्यों लाभदायक है?
लेजर कटिंग में बेहद पतली कटिंग और जटिल डिजाइन संभव हैं, जिन्हें पारंपरिक मैकेनिकल विधियों के साथ प्राप्त करना मुश्किल है। फाइबर लेजर्स के माध्यम से यह संभव होता है, जो सामग्री की मोटाई की एक विस्तृत श्रृंखला को संभाल सकते हैं।
आधुनिक लेजर कटिंग सिस्टम में स्वचालन की क्या भूमिका है?
सीएनसी नियंत्रण और रोबोटिक लोडिंग सिस्टम लेजर कटिंग मशीनों की उत्पादकता और सटीकता में सुधार करते हैं, जिससे सामग्री का बेहतर उपयोग होता है और सेटअप समय कम हो जाता है।
ऑटोमोटिव और एयरोस्पेस क्षेत्रों के लिए लेजर कटिंग कैसे लाभदायक है?
एयरोस्पेस और ऑटोमोटिव उद्योगों में जटिल भागों के निर्माण के लिए लेजर कटिंग मशीनों की सटीकता और लचीलेपन की आवश्यकता होती है, जो बेहतर आयामी सटीकता और सामग्री बचत प्रदान करती हैं।
विषय सूची
- जटिल धातु आकार देने में अद्वितीय सटीकता और सहीता
- लेजर कटिंग मशीनों के साथ धातु में जटिल ज्यामितियों और डिज़ाइन लचीलेपन को सक्षम करना
- आधुनिक धातु लेजर काटने वाली मशीनों में सीएनसी स्वचालन और स्मार्ट सुविधाएँ
- उच्च-गुणवत्ता वाले लेजर काटने के परिणामों के लिए प्रमुख पैरामीटर का अनुकूलन
- ऑटोमोबाइल और एरोस्पेस उद्योगों में महत्वपूर्ण अनुप्रयोग
-
सामान्य प्रश्न
- आधुनिक धातु लेजर कटिंग के साथ प्राप्त होने वाली सहनशीलता क्या है?
- लेजर कटिंग और मैकेनिकल पंचिंग में सटीकता की तुलना कैसे होती है?
- जटिल ज्यामिति के लिए लेजर कटिंग क्यों लाभदायक है?
- आधुनिक लेजर कटिंग सिस्टम में स्वचालन की क्या भूमिका है?
- ऑटोमोटिव और एयरोस्पेस क्षेत्रों के लिए लेजर कटिंग कैसे लाभदायक है?