
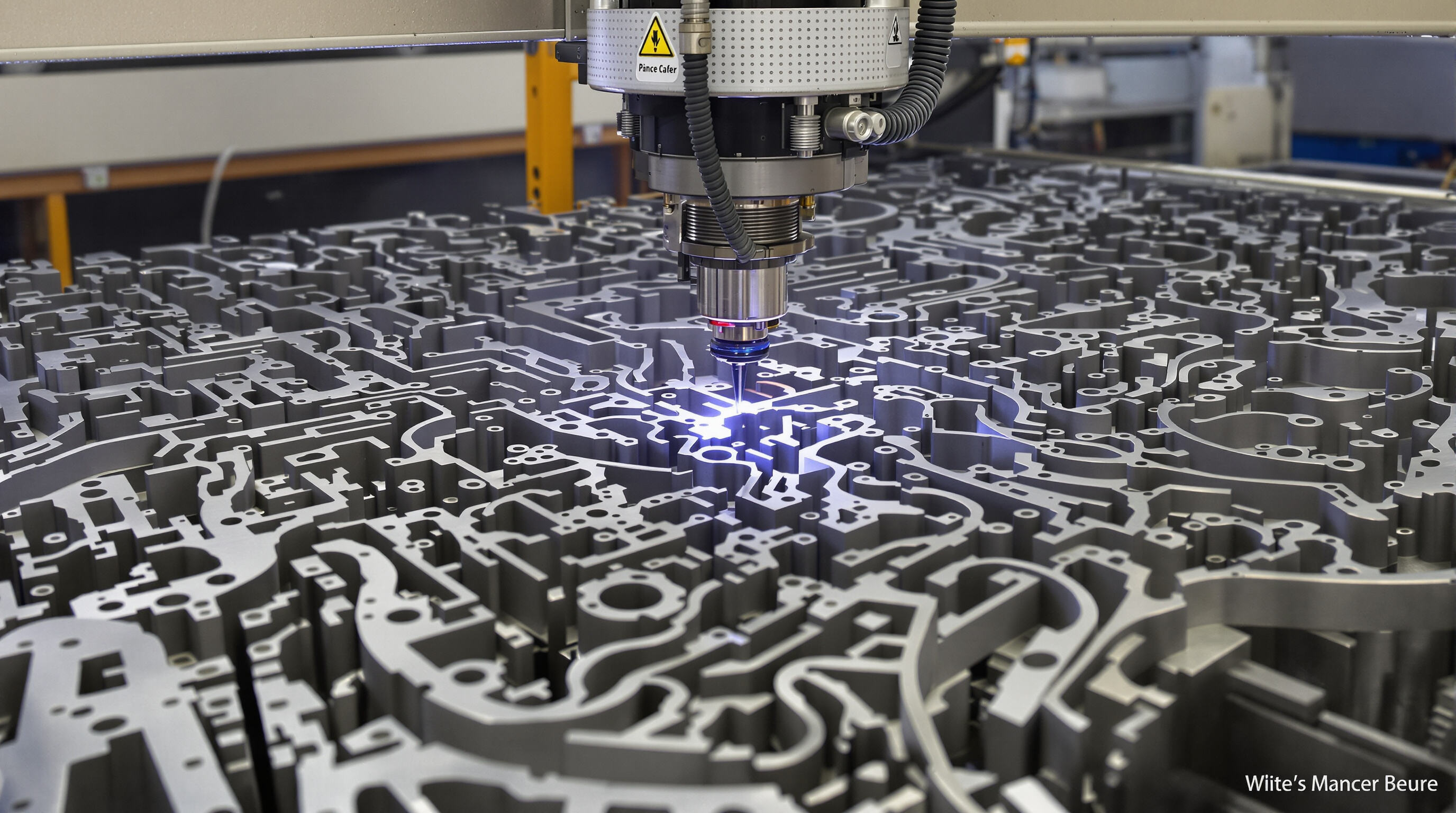
Páratlan pontosság és helyesség összetett fémformázásban
Tűrések fém lézervágásnál nagy pontosságú alkatrészekhez
Modern fémes lázervágó gépek elérhető 50 mikron alatti tűrés (IntechOpen 2023), amely kielégíti a légiközlekedési aktuátorok és orvostechnikai alkatrészek legszigorúbb követelményeit. Ezt a pontosságot a zárt hurkos pozicionáló rendszerek és hőmérséklet-kompenzációs modulok biztosítják, amelyek a 24/7-es termelési ciklusok során is fenntartják az állandó pontosságot.
Kiemelkedő élminőség és szűk tűréselvárások
A szálas lézeres rendszerek olyan élérdességi értékeket biztosítanak, amelyek Ra 1,6 µm alatt vannak másodlagos befejezés nélkül – ez kritikus a hermetikus tömítésekhez a vegyipari berendezésekben. A koncentrált 1070 nm-es hullámhossz lehetővé teszi a vágási rés szélességének csökkentését 0,15 mm alá, így a tervezők 37%-kal sűrűbben tudják elhelyezni az összetett geometriákat, mint plazmavágás esetén.
A kontaktus nélküli feldolgozás hogyan csökkenti az anyagdeformációt
Ellentétben a mechanikus lyukasztással, amely 12–18 kN/cm² erőt juttat, a lézervágás nem alkalmaz szerszámnymomást. Ez megszünteti a <3 mm-es rozsdamentes acéllemezek hajlását, a réz EMI árnyékoló alkatrészek éleinek képződését, valamint a megerősített alumínium repülőipari tartók mikrotöréseit.
Lézervágás és mechanikus módszerek összehasonlítása pontosság szempontjából
| Paraméter | Szállemez vágás | Mechanikus lyukasztás |
|---|---|---|
| Helymeghatározás | ±0.02 mm | ±0.1 mm |
| Élszögeltérés | 0.5° | 2–3° |
| Ismételhetőség (10ezer vágás) | 99.98% | 98.4% |
| Az eszközhátrány hatása | Nincs | +0,05 mm/nappal |
A kontaktus nélküli folyamat állandó pontosságot biztosít 100000+ üzemóra alatt, a hetente szükséges bélyegállításokat igénylő mechanikai rendszerekkel ellentétben.
Összetett geometriák és tervezési rugalmasság elérhetősége lézeres fémvágó gépekkel
Lézertechnológia által lehetővé tett összetett alakzatok és részletgazdag tervek
A lézeres vágógépek megváltoztatták, ahogy a gyártók a fémfeldolgozáshoz közelítenek, mivel olyan formákat tudnak létrehozni, amelyeket a hagyományos eszközök egyszerűen nem tudnak. A hagyományos vágási módszerek az élének méretétől függenek, míg a szálas lézerek 0,1 és 40 mm vastagságú fémeket tudnak kezelni, rendkívül vékony vágásokkal, amelyek néha mindössze 0,1 mm szélesek. A lehetséges részletesség számos alkalmazási területet nyit meg. Például fél milliméternél kisebb lyukak kiválóan alkalmasak elektronikus eszközök árnyékolására. Az autóalkatrészekhez sima ívek szükségesek, amelyeknél a hiba szinte nulla, valamint vannak ezek a különleges konzolok a repülőgépekben, amelyeket egyetlen nagy lemezből vágnak ki különálló darabok helyett. A számítógéppel segített tervezési és gyártási szoftverek terén az mérnökök számára sokkal könnyebb manapság a komplex 3D-s terveket gépek által értelmezhető utasításokká alakítani. Ez azt jelenti, hogy az, amit a gyártósor gyárt, pontosan olyan, mint amit a tervezési szakaszban a rajzlapon lerajzoltak.
Összetett geometriák lézerszabásnál történő optimalizálásának tervezési szempontjai
A lézerszabás hatékonyságának növelése összetett alkatrészeknél:
| Gyár | A tervezésre gyakorolt hatás | Optimalizálási Stratégia |
|---|---|---|
| Vágási rés szélessége (0,1–0,3 mm) | Hatással van az egymásba kapcsolódó alkatrészek illesztésére | Kompensálás szükséges a CAD modellekben |
| Hőhatásövezet | Vékony (<1 mm) fémeknél fennáll a deformáció kockázata | Teljesítmény/sebesség arány beállítása |
| Belső saroklevelek | Minimum 0,2× anyagvastagság | Adaptív kanyarodási algoritmusok használata |
Minimális anyagveszteség szoros beágyazás és magas kihozatali hatékonyság révén
A fejlett beágyazó szoftver 92–98%-os anyagkihasználást biztosít alkatrészek elhelyezkedésének optimalizálásával. Például 100 rozsdamentes acélból készült HVAC-alkatrész vágása 1500×3000 mm-es lemezből 35%-kal csökkenti a hulladékot a plazmavágáshoz képest. A folyamatos vágási módok és az automatikus lemezmaradék-nyilvántartás tovább javítja a kihozatalt nagy mennyiségű termelés során.
CNC-automatizálás és intelligens funkciók modern fémlézervágógépekben
CNC-vezérlés integrálása fémlézervágógépek munkafolyamataiba
A mai fém lézeres vágóberendezések körülbelül 0,1 mm ismétlési pontosságot érnek el a számunkra ismert CNC-vezérléseknek köszönhetően, amelyek Computer Numerical Control (Számítógépes Numerikus Vezérlés) rövidítései. Mi teszi ezeket a gépeket ilyen jóvá a munkájukban? Egyszerre három fő dolgot szabályoznak: a lézer által kibocsátott teljesítményt, a mozgás helyzetét a munkadarab felett, valamint a segédgáz áramlási sebességét. A programozók számos beállítást finomhangolhatnak, ami azt jelenti, hogy a gyárak akár megszakítás nélkül is üzemelhetnek még összetett alakzatok gyártása esetén is. Amikor a gyártók elkezdik az ipar 4.0 technológiáit integrálni a műveleteikbe, további előnyt kapnak. A gépek valójában a szenzorok által közvetített informciók alapján képesek működés közben önmagukat beállítani a vágott anyaghoz. A beállítási idő sem igényel már majdnem annyi időt sem, mint korábban. Egyes üzemek jelentik, hogy a felkészülési időt akár harmadával is csökkentették az előző évek hagyományos, manuális beállítási módszereihez képest.
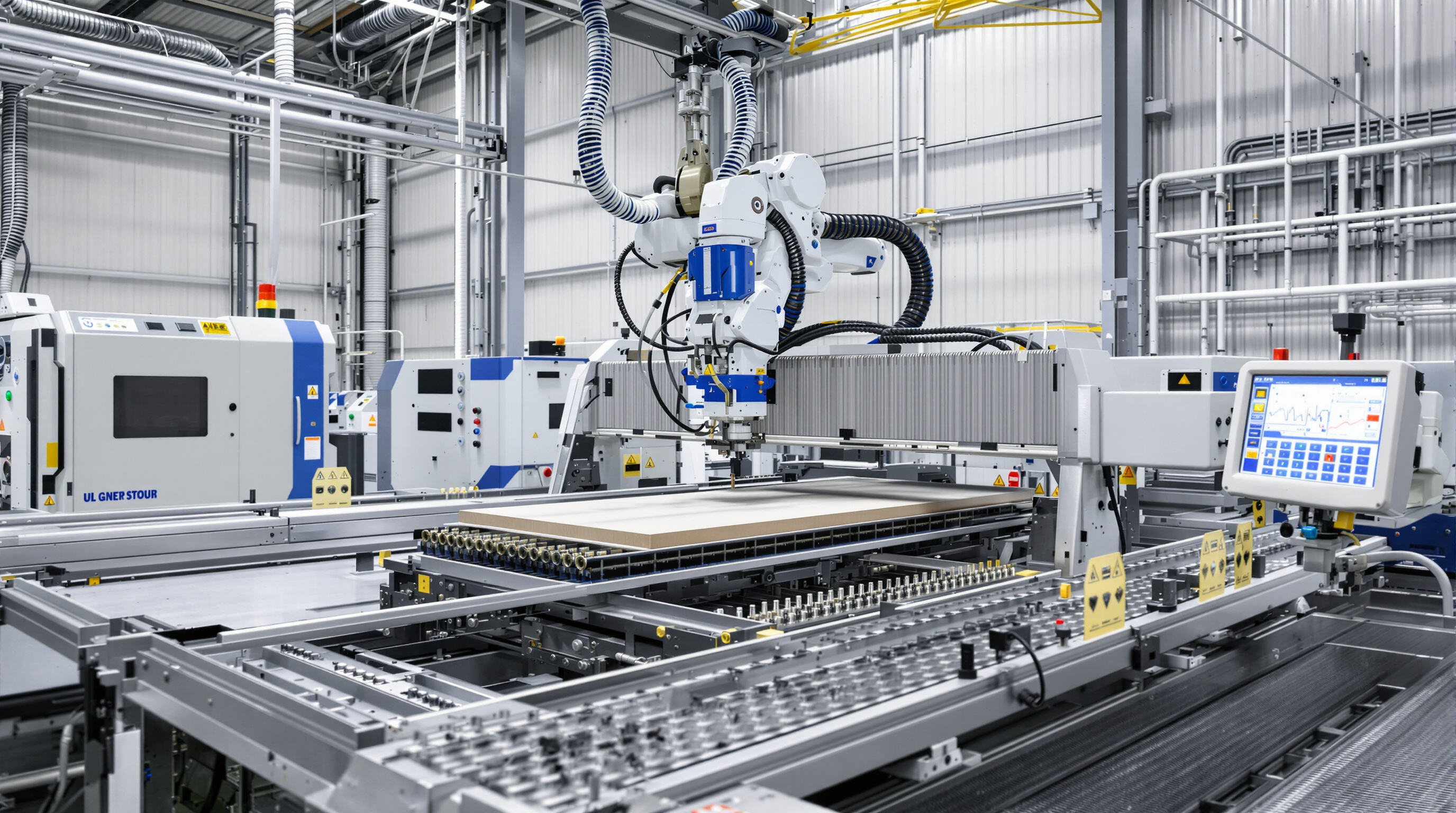
Automatizálás és termelékenység növelése robotok és folyamatos üzem használatával
A robotizált betöltőrendszerek többasztalas folyamatokkal párosítva 40%-kal növelik az autóipari lemezalkatrészek gyártásának termelékenységét. Egyetlen kezelő egyszerre kezelhet hat gépet központosított HMI felületeken keresztül, miközben az AI-optimalizált beágyazás révén 93%-os anyagkihasználást ér el.
Okos funkciók, amelyek növelik a pontosságot és a folyamatfigyelést
A sugártulajdonság-érzékelők 10 órás folyamatos üzem alatt is <0,9 mm·mrad stabilitást biztosítanak, miközben a hőmérséklet-kompenzációs algoritmusok ellensúlyozzák a lencse túlmelegedésének hatásait (±0,05 mm elcsúszás). Az előrejelző karbantartási rendszerek képesek a fúvóka kopását 48 órával a meghibásodás előtt felismerni, csökkentve a tervezetlen leállások előfordulását.
A magas kezdeti költség és a hosszú távú megtérülés kiegyensúlyozása az automatizálás révén
Bár a korszerű fém lézeres vágógépek 20–30%-kal magasabb kezdeti beruházást igényelnek mechanikus alternatíváikhoz képest, az energiatakarékos szálas lézerek (3,5 kW átlagos fogyasztás CO₂ modellekhez képest 7 kW helyett) és a csökkentett munkaerőköltségek révén a közepes mennyiséget gyártó vállalatoknál a megtérülési idő 18–26 hónap között alakul.
A lézersugaras vágási eredmények minőségének optimalizálása kulcsparaméterek révén
A fémek lézersugaras vágógépei akkor érik el a legjobb teljesítményt, amikor a kezelők kiegyensúlyozzák a három egymástól függő változót: a lézer teljesítményét, a vágási sebességet és a segédgáz kiválasztását.
Lézer teljesítmény, vágási sebesség és segédgáz kiválasztás
A modern vágórendszerek általában 1 és 20 kilowatt között működnek. Vastagabb anyagok esetén a nagyobb teljesítmény gyorsabb vágást eredményez, bár ennek érdekében kiváló hőszabályozás szükséges. Az ideális vágási sebesség általában 5 és 50 méter percenként között van. Ez segít a hatékonyság fenntartásában, miközben a túlzott hőtől az anyag el nem torzul. Különböző fémekhez a kezelők speciális segédgázokat használnak. Az oxigén jól alkalmazható szénacél vágására, míg a nitrogén inkább rozsdamentes acél felhasználásokhoz ajánlott. Ezek a gázok megakadályozzák a nemkívánatos oxidációt a folyamat során. De figyelni kell a gáznyomásra is. Még apró hibák is komoly problémákat okozhatnak, különösen vékonyabb anyagok esetén, ahol a beállítási hibák akár 30%-os csökkenést okozhatnak az él pontosságában.
A nyalábminőség és a fókuszpont méretének hatása a vágási pontosságra
A nyalábminőség (M² ≤ 1,1 fejlett szálas lézerekben) határozza meg az energiaeloszlást, és a kisebb fókuszpontok (0,1–0,3 mm) lehetővé teszik az összetett részletek megvalósítását. A 2024-es Precíziós Gyártási Jelentés megállapította, hogy azok a lézerek, amelyek ±0,05 mm-es fókuszmélység-állandóságot biztosítanak, 98% első körös kimenetelű gyártást eredményeznek repülőgépipari alkatrészek esetén.
Anyagvastagság és típus: Paraméterek testreszabása összetett formázáshoz
Amikor 15 mm-nél vastagabb rozsdamentes acéllal dolgoznak, a lézeres rendszerek körülbelül 40 százalékkal nagyobb teljesítményt igényelnek az ehhez hasonló vastagságú alumíniumhoz képest. A rézötvözetek teljesen más kihívást jelentenek, mivel hajlamosak visszaverni a lézersugarat, ezért a legtöbb üzemeltető inkább impulzusos vágási módra vált át a folyamatos vágás helyett. 6 mm-nél vékonyabb titánlemezek esetén körülbelül 25 méter/perces sebesség bizonyul a legjobbnak, különösen akkor, ha argon gázas védőatmoszférával kombinálják a vágást. Sok üzem már rájött, hogy az adaptív paraméter-adatbázisokba való befektetés megtérül. Ezek a rendszerek körülbelül kétharmadával csökkentik a kísérleti vágásokból származó hulladékos anyagmennyiséget, ami hatalmas megtakarítást jelent. Ugyanakkor ezek a rendszerek meglehetősen szűk tűrések tartását is lehetővé teszik, és a pozicionálási hibákat is ±0,1 mm-en belül tartják még akkor is, amikor ugyanazon gyártási sorozatban különböző anyagok között váltanak.
Kritikus alkalmazások az autó- és repülőipari szektorképben
Fém Lézervágó Gépek Szerepe Összetett Fémformázásban a Légiközlekedési és Autóipari Szektorokban
A fémekhez használt lézeres vágógépek ±0,05 mm-es tűrésértéket érnek el, ami szinte elengedhetetlen a repülőgép-üzemanyag-szórók vagy autóátviteli alkatrészek gyártásánál. A plazmavágással szemben ezek a lézeres rendszerek általában 15–25 százalékkal pontosabb méretmeghatározást biztosítanak, ami gyártók számára nélkülözhetetlen a repülőipari AS9100 szabványok betartásához. Az autóiparban az ultra magas szilárdságú acél (UHSS) lézeres vágása a jármű tömegét körülbelül 19 százalékkal csökkenti anélkül, hogy a baleseti biztonsági teljesítmény romlana. Ez a pontosság mindkét iparágban döntő jelentőségű, ahol a kis mértékű javulás is sokat számít.
Esettanulmány: Lézerrel vágott tartószerkezeti alkatrészek repülőgép-berendezésekben
Egy nemrégiben megvalósult repülőgépipari projekt 6 kW-os szálas lézeres vágógépeket használt 0,1 mm-es falvastagságú titánból készült szárnyborda gyártásához. A nem termikus folyamat megszüntette a vékonyfalú anyagok torzulását, így 99,8%-os méretpontosság érhető el 12 000 alkatrész esetében. Ez az alkalmazás 40%-kal csökkentette az összesítési időt a hagyományosan megmunkált alkatrészekhez képest.
Automotív könnyűsúlyú kialakítás támogatása precíziós lemezalkatrész-gyártással
A lézervágás lehetővé teszi az összetett 3D-s formák kialakítását alumíniumból és korszerű kompozitokból, amelyek kritikusak az EV-akkumulátor házakhoz és alvázalkatrészekhez. Az autógyártók 22%-os anyagtakarékosságot jelentettek AI-optimalizált elhelyezési minták alkalmazásával, miközben <0,2 mm-es pozíciópontosság érhető el nagy sorozatszámú gyártási folyamatok során.
Trend: Növekvő elterjedés az ultra magas teljesítményű szálas lézeres vágógépek között
Az autóipari szektor mára 30 kW-os szálas lézereket alkalmaz 25 mm-es boronacél vágására 1,8 m/perc sebességgel – ez 300%-os termelékenység-növekedést jelent az előző rendszerekhez képest. A légiipari beszállítók pedig kettős lézerelrendezéseket alkalmaznak, hogy ±0,02 mm-es pontosságot érjenek el a hőérzékeny nikkelötvözetek feldolgozásánál, amelyek a turbinalinkekhez készülnek.
A terjedést meghatározó kulcselőnyök:
- Pontosság skálázása : Éves 8%-os javulás a vágási pontosságban (2019–2024)
- Anyagtöbblettel : Egyetlen gép képes 30 féleféle fém megmunkálására
- Energiatakarékosság : 40%-os energiafogyasztás csökkenés a CO₂-lézerekhez képest
Ez a technológiai konvergencia a lézervágást a következő generációs közlekedési eszközök gyártásának alapfolyamatává teszi, a Tier 1 beszállítók 73%-a pedig mára szabványosította a lézeres fémmegmunkáló munkafolyamatokat.
GYIK
Milyen tűrések érhetők el modern fémlézervágással?
A modern fémlézervágó gépek akár 50 mikron alatti tűrések elérésére is képesek, biztosítva a légiközlekedési és az orvostechnikai iparágak számára szükséges nagy pontosságot.
A lézeres vágás hogyan viszonyul a mechanikus lyukasztáshoz pontosság szempontjából?
A lézeres vágás általában jobb pozicionálási pontosságot (±0,02 mm a mechanikus lyukasztás ±0,1 mm-jéhez képest) és ismételhetőséget kínál, miközben elkerüli a mechanikus módszerekben tapasztalható szerszámkopás hatásait.
Miért előnyös a lézeres vágás összetett geometriák esetén?
A lézeres vágás rendkívül vékony vágásokat és bonyolult mintázatokat tesz lehetővé, amelyeket hagyományos mechanikus módszerekkel nehezen lehetne elérni. Ezt a szálas lézerek teszik lehetővé, amelyek különböző anyagvastagságok kezelésére is alkalmasak.
Milyen szerepet játszik az automatizálás a modern lézeres vágórendszerekben?
A CNC-vezérlés és robotos betöltő rendszerek növelik a lézeres vágógépek termelékenységét és pontosságát, lehetővé téve a jobb anyagkihasználást és a beállítási idő csökkentését.
Milyen előnye van a lézeres vágásnak az autóipari és légiipari szektorokban?
A lézeres vágógépek pontossága és rugalmassága kritikus jelentőségű az űr- és gépjárműiparban használt összetett alkatrészek gyártásához, jobb méretpontosságot és anyagmegtakarítást biztosítva.
Tartalomjegyzék
- Páratlan pontosság és helyesség összetett fémformázásban
- Összetett geometriák és tervezési rugalmasság elérhetősége lézeres fémvágó gépekkel
-
CNC-automatizálás és intelligens funkciók modern fémlézervágógépekben
- CNC-vezérlés integrálása fémlézervágógépek munkafolyamataiba
- Automatizálás és termelékenység növelése robotok és folyamatos üzem használatával
- Okos funkciók, amelyek növelik a pontosságot és a folyamatfigyelést
- A magas kezdeti költség és a hosszú távú megtérülés kiegyensúlyozása az automatizálás révén
- A lézersugaras vágási eredmények minőségének optimalizálása kulcsparaméterek révén
-
Kritikus alkalmazások az autó- és repülőipari szektorképben
- Fém Lézervágó Gépek Szerepe Összetett Fémformázásban a Légiközlekedési és Autóipari Szektorokban
- Esettanulmány: Lézerrel vágott tartószerkezeti alkatrészek repülőgép-berendezésekben
- Automotív könnyűsúlyú kialakítás támogatása precíziós lemezalkatrész-gyártással
- Trend: Növekvő elterjedés az ultra magas teljesítményű szálas lézeres vágógépek között
-
GYIK
- Milyen tűrések érhetők el modern fémlézervágással?
- A lézeres vágás hogyan viszonyul a mechanikus lyukasztáshoz pontosság szempontjából?
- Miért előnyös a lézeres vágás összetett geometriák esetén?
- Milyen szerepet játszik az automatizálás a modern lézeres vágórendszerekben?
- Milyen előnye van a lézeres vágásnak az autóipari és légiipari szektorokban?