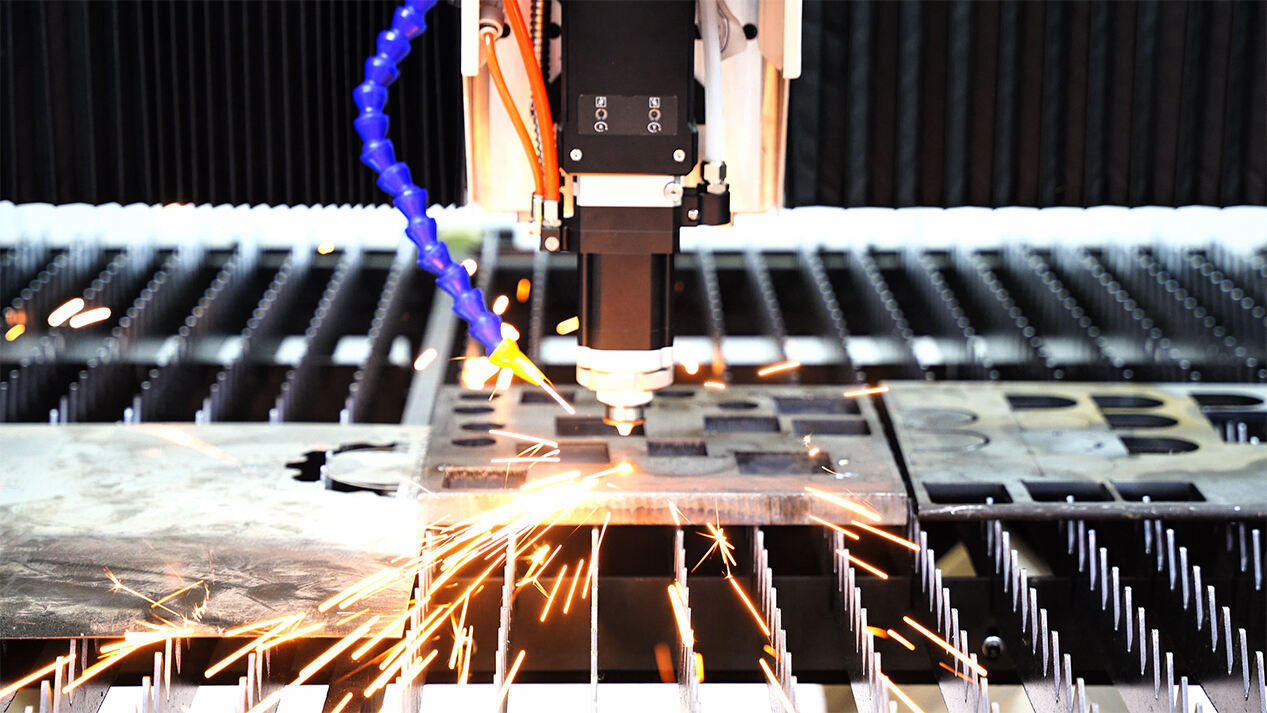
Páratlan pontosság és reprodukálhatóság a fémszerkezetek gyártásában
A magas minőségű és pontos fókuszú fénysugár lehetővé teszi a pontosságot Fémgyártás
A szálas lézeres vágógépek mikronos pontosságot érnek el párhuzamos fénysugarakkal, amelyek tízszer jobban fókuszálhatók, mint a CO2 lézerek. Ez az intenzív energia lehetővé teszi a pontos fémvágást 0,1 mm-nél keskenyebb vágási hézagokkal, így a gyártók állandóan ±0,05 mm-es tűréseket tarthatnak be – kritikus fontosságú ez az űripari és orvostechnikai alkatrészek esetében, ahol 1:1 méretpontosság szükséges (2024-es Laser Technology Institute tanulmány).

Szoros tűrések elérése állandó pontossággal és hatékonysággal a fémvágás során
Az automatizált szálas lézeres rendszerek rozsdamentes acélt és alumíniumlemezeket dolgoznak fel akár 25 mm vastagságig, miközben 99,8% ismételhetőséget biztosítanak 10 000 feletti cikluson keresztül. A plazmavágással ellentétben, amely 0,3–1,2 mm eltérést okoz, a szálas lézerek akár 30 méter per perc sebességnél is kevesebb, mint 0,1 mm-es eltérést tartanak fenn, csökkentve az anyagpazarlást a mechanikus módszerekhez képest akár 19%-kal.
Kiváló szélminőség és csökkentett utómunka-igény
A kontaktusmentes eljárás Ra 1,6 µm felületminőséget eredményez – ami megfelel a finom csiszolásnak –, így a másodlagos köszörülést az alkalmazások 83%-ában el lehet hagyni. Egy 2023-as lemezalkatrész-gyártási felmérés szerint a szálas lézert használók az előnyomásos rendszerekhez képest óránként 42 perccel csökkentették az utómunka-időt egy 8 órás műszakon belül.
Minimális hőhatású zóna (HAZ) – a anyag integritásának megőrzése
A szálas lézerek 0,25 mm-nél kisebb hőhatású zónákat (HAZ) hoznak létre 3 mm-es lágyacélnál, ami 76%-kal keskenyebb, mint a plazma alternatíváké. Ez a pontosság megakadályozza az alakváltozást érzékeny anyagoknál, például 0,5 mm-es rézlemezeknél, és a szakítószilárdságot az eredeti érték 2%-án belül tartja – elengedhetetlen az autóipari és védelmi alkalmazásokban használt teherhordó alkatrészeknél.
Állandó, ismételhető eredmények nagy sorozatgyártásban
A szálas lézeres vágógépek páratlan konzisztenciát biztosítanak nagy léptékű gyártási műveletekhez, kielégítve a magas minőségi követelmények ismételhetőségének kritikus igényét nagy volumenű termelési környezetekben.
Stabil teljesítmény biztosítja az állandó minőséget nagy sorozatgyártásban
A speciális hűtési rendszerek és az adaptív optika ±0,1 mm-es pozícionálási pontosságot biztosítanak a folyamatos üzemben. A fogyóelektródák vagy gáztükrök hiánya miatt a szálalapú lézerek több mint 100 000 vágási órán át fenntartják a sugár intenzitását (iparági szabvány 2023), így garantálva az egységes minőséget az elsőtől az ezeredik alkatrészig – ellentétben a plazma-rendszerekkel, amelyek teljesítménye a fúvóka elhasználódásával csökken.
A vágási paraméterek nagyobb mértékű szabályozása javítja az ismételhetőséget
A működtetők teljesítményt, impulzusfrekvenciát és gáznyomást tizedmásodperces pontossággal finomhangolhatnak – különösen fontos például az autóipari lemezstamping alkalmazásoknál. Az integrált szenzorok automatikusan beállítják a paramétereket a változó vastagságokhoz, csökkentve az anyagveszteséget 12–18%-kal a CO2-lézerekhez képest (Fabrication Tech Journal 2024).

Hosszú távú megbízhatóság Szállemez vágás Gépek
A modern szálas lézerrendszerek 98,5%-os üzemidőt érnek el az autógyártásban a szilárdtest kialakítás és a minimális karbantartás miatt. Ez a megbízhatóság 40%-kal csökkenti az üzemkiesést a hagyományos módszerekhez képest, lehetővé téve a folyamatos termelést és határidőre történő szállítást a magas igénybevételű gyártási ütemtervekben.
Ezek a képességek a szálas lézerszeletelést a nagy volumenű, precíziós gyártás alapjává teszik, ahol akár a legkisebb eltérés is zavarhatja az egész ellátási láncot.
Összetett és finom tervezési elemek előrehaladott kezelése
Komplex geometriák kompatibilitása a precíziós fémszeletelésben
A szálas lézerszeletelő gépek összetett alakzatokat dolgoznak fel a CAD/CAM szoftverek és mozgásirányító rendszerek zökkenőmentes integrálásán keresztül. A gyártók ±0,05 mm pontosságot tartanak fenn összetett kontúrok szeletelésekor repülőgépipari konzolokon és váltódoboz-alkatrészeknél, amelyek 99,8%-os első próbálkozásra sikeres vágási arányt érnek el a 2023-as precíziós mérnöki irányelvek szerint.
Vékony és érzékeny anyagok szeletelése torzítás nélkül
0,3 mm-nél kisebb fókuszátmérővel a szálaszerek tisztán vágják a 0,1 mm-es rozsdamentes acél szelemlapokat és a 0,6 mm-es alumíniumfóliákat majdnem zéró hődeformálódással. Egy 2022-es anyagtudományi tanulmány szerint a CO₂-rendszerekhez képest 83%-kal kevesebb szélcurl keletkezett 0,5 mm-es titánlemezek feldolgozásakor.
Esettanulmány: Repülési alkatrészek gyártása szálas lézerekkel
Egy vezető repülőipari beszállító 99,9%-os méretpontosságot ért el a turbinapenge hűtőnyílásainak mintázatában, miután áttért a szálas lézerekre. A kontaktmentes eljárás megszüntette az eszközhordást, amely korábban 0,8%-os selejtarányt okozott nikkelötvözet alkatrészeknél.
Trend: Növekvő igény az orvosi eszközök gyártásában lévő bonyolult tervekre
Az orvosi eszközök iparágában éves összehasonlításban 34%-os növekedés figyelhető meg a lézerrel vágott mikrofluidikus csatornák és sebészeti hálóminták iránt (2024-es Orvosi Tervezési Jelentés). A szálas lézerek jelenleg rendszeresen állítanak elő 50 mikronos elemeket nitinol stentekben – ez kritikus képesség, mivel a cardiovascularis implantátumok 78%-a testreszabott geometriát igényel.
Csökkentett anyagterhelés és tisztább vágásfelületek
Kisebb anyagterhelés a kapcsolatmentes, lokalizált energiaalkalmazás miatt
A szálas lézerek csak egy pontosan meghatározott 0,1—0,3 mm-es zónára juttatnak energiát (Journal of Materials Processing Technology, 2023), ezzel kiküszöbölve a mechanikai torzításokat, amelyek a fizikai érintkezésből adódnak. Ez a lokalizált energia-bevitel akár 40%-kal csökkenti a maradékfeszültséget a plazmavágáshoz képest, így megőrzi a szerkezeti integritást érzékeny ötvözeteknél, például repülőgépipari alumíniumnál.
Javult vágási minőség tisztább élekkel és minimális salakkal
A fókuszált nyaláb olyan felületi érdességet eredményez, amely alacsonyabb, mint Ra 3,2 µm, így gyakran nem szükséges utómunka. Egy 2023-as elemzés szerint 92%-os csökkenés tapasztalható a salak képződésében a CO2-rendszerekhez képest, lehetővé téve azonnali szerelést az orvosi berendezések gyártásában, és 30—50%-kal csökkentve az utómegmunkálási időt.
Hőkezelési előnyök a plazmavágással szemben
| Gyár | Fiber lézer | Plazma |
|---|---|---|
| Hőhatásövezet | 0,1—0,5 mm | 1,2—2,5 mm |
| Csúcshőmérséklet | 1 500 °C | 25 000 °C |
| Torzulási Kockázat | Alacsony | Magas |
A szálas lézerek 1/15-ed részére alacsonyabb hőmérsékleten működnek, mint a plazmaívek, így megakadályozzák a torzulást 2 mm-nél vékonyabb anyagoknál – lehetővé téve a 0,3 mm-es réz csapok pontos vágását anélkül, hogy elveszítenék síkságukat.
Energiatagadas és hosszú távú költségjavak
Energiahatékony Lézeres Vágás Csökkenti az Üzemi Költségeket
A modern szálas lézeres vágóberendezések akár 35%-kal kevesebb energiát fogyasztanak, mint a CO2-lézerek, miközben hasonló sebességet biztosítanak (LaserTech Intézet, 2023). Ez az energiahatékonyság csökkenti az áramköltségeket a nagy kapacitású műhelyekben, miközben az automatizálás optimalizálja az anyagfelhasználást és minimalizálja a selejtet.
Alacsonyabb Fogyasztás CO2-Lézerekhez és Plazmarendszerekhez Képest
A szálas lézerek 30–50%-kal alacsonyabb elektromos teljesítményfelvétellel működnek, mint a CO2-rendszerek vékony fémek esetén. A plazma-alternatívák hasonló feladatokhoz 2–3-szor több energiát igényelnek az ipari energiafogyasztási adatok szerint. A nem érintkező eljárás továbbá elkerüli a mechanikus anyagmozgatásból eredő pluszenergia-igényt.
Az Automatizált Szálas Lézeres Vágórendszerek Fenntarthatósági Előnyei
Az integrált automatizálás növeli a fenntarthatóságot a következők révén:
- Előrejelző karbantartási algoritmusok, amelyek csökkentik a felesleges energiafogyasztást
- Okos elrendezési szoftver, amely minimalizálja az alapanyag-felhasználást
- LED-alapú munkaterületi világítás, amely 80%-kal kevesebb energiát fogyaszt, mint a halogén megoldások
Magas kezdeti költség vs. hosszú távú megtérülés fémmegmunkálás esetén
Bár a szálas lézeres gépek beszerzési ára 20–40%-kal magasabb, mint a plazma rendszereké, 25 000 órás élettartamuk több évre terjedő megtakarítást eredményez. A felhasználók általában 18–32 hónon belül megtérülnek a befektetésüknek az energiahatékonyságból és a termelékenységnövekedésből származó nyereség révén, ahogyan azt a 2023-as fémmegmunkálási megtérülési tanulmányok is mutatják.
Gyakran Ismételt Kérdések
Milyen pontossági képességekkel rendelkeznek a szálas lézeres vágógépek?
A szálas lézeres vágógépek mikrométeres pontosságot érhetnek el 0,1 mm-nél keskenyebb vágásszelvénnyel, és ±0,05 mm-es tűréshatárt tartanak fenn, ami kritikus fontosságú az űrrepülési és orvostechnikai alkatrészek esetében.
Hogyan csökkenti a szálas lézeres vágás az anyagpazarlást?
A szálas lézerek kevesebb, mint 0,1 mm-es eltérést tartanak fenn, ami anyagpazarlást csökkent akár 19%-kal a mechanikus módszerekhez képest.
Milyen előnyei vannak a szálas lézeres vágásnak a plazmavágással szemben?
A szálas lézerek keskenyebb hőhatású zónával rendelkeznek, alacsonyabb torzulási kockázattal és kevesebb energiát fogyasztanak. Emellett jobb élsimaságot biztosítanak, minimális utómunkálati igénnyel.
Mennyire energiatudatosak a szálas lézeres vágórendszerek más módszerekhez képest?
A szálas lézerek akár 35%-kal kevesebb energiát fogyasztanak, mint a CO2-lézerek, és vékony fémek esetén 30–50%-kal alacsonyabb elektromos teljesítményfelvétellel működnek más módszerekhez képest.
Tartalomjegyzék
- Páratlan pontosság és reprodukálhatóság a fémszerkezetek gyártásában
- Állandó, ismételhető eredmények nagy sorozatgyártásban
- Összetett és finom tervezési elemek előrehaladott kezelése
- Csökkentett anyagterhelés és tisztább vágásfelületek
- Energiatagadas és hosszú távú költségjavak
- Gyakran Ismételt Kérdések