
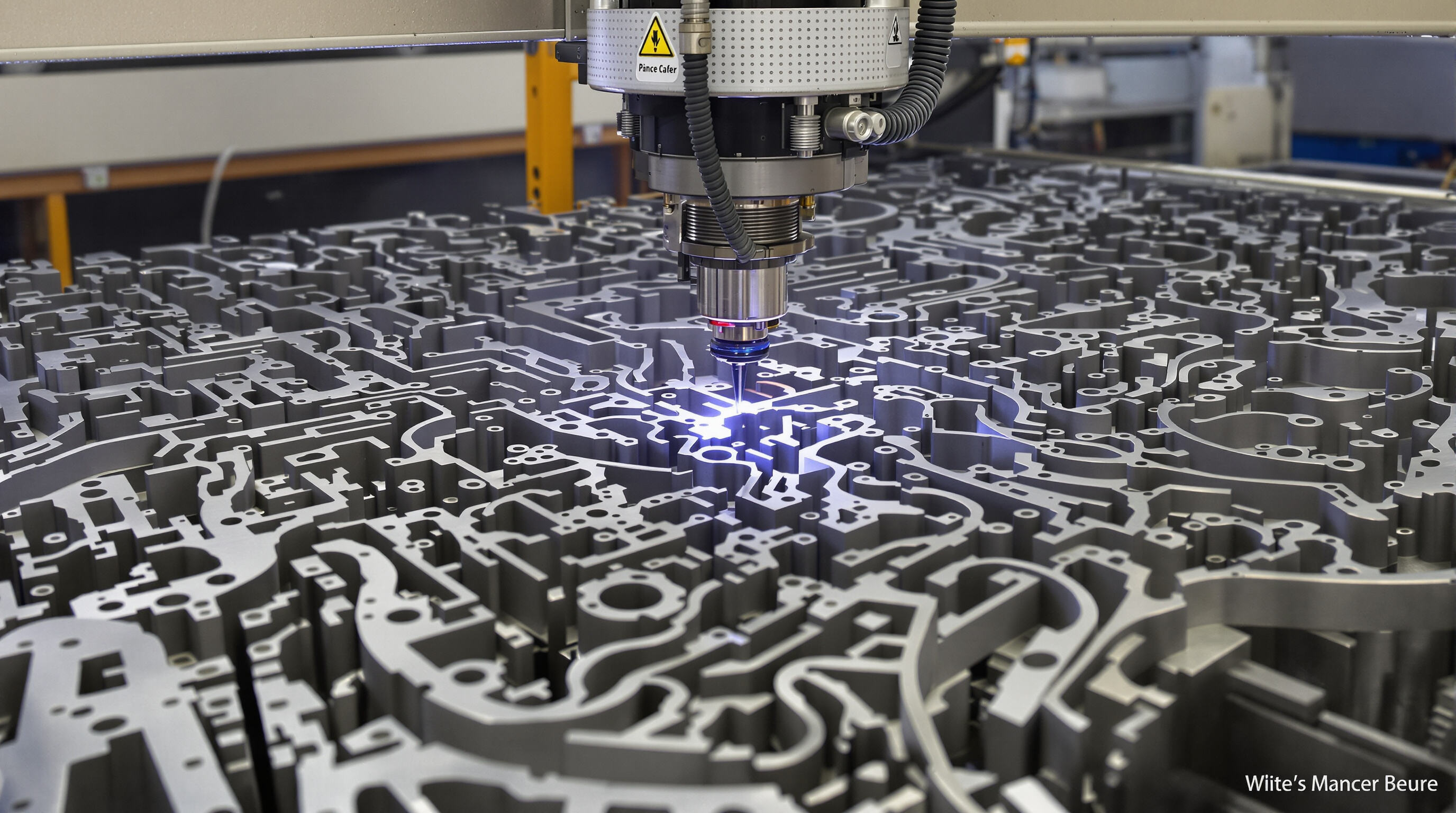
Աննախադեպ ճշգրտություն և ճշգրտություն բարդ մետաղական ձևավորման մեջ
Լազերային կտրման հարմարավետությունը բարձր ճշգրտությամբ բաղադրիչների համար
Մոդեռն մետալապատրաստիչ ablative կոտրող մաքինաներ հասնել ենթա-50 միկրոն հարմարավետության (IntechOpen 2023), բավարարելով ավիատիզմի ակտուատորների և բժշկական սարքերի բաղադրիչների խիստ պահանջներին: Այս ճշգրտությունը առաջանում է փակ օղակի դիրքորոշման համակարգերից և ջերմային հատուկ մոդուլներից, որոնք պահպանում են ճշգրտությունը 24/7 արտադրական ցիկլերի ընթացքում
Գերազանց եզրի որակ և ճշգրիտ հարմարեցման հնարավորություններ
Մանրաթելային լազերային համակարգերը ապահովում են եզրի խորդության ցուցանիշներ Ra 1.6 մկմ-ից ցածր՝ առանց լրացուցիչ վերջավորման, ինչը կարևոր է քիմիական մշակման սարքավորումներում հերմետիկ փակումների համար: Կենտրոնացված 1070 նմ ալիքի երկարությունը թույլ է տալիս ապահովել ավելի քան 0.15 մմ լայնությամբ կտրումներ, ինչը նախագծողներին թույլ է տալիս 37%-ով ավելի խտացնել բարդ երկրաչափություններ, քան պլազմայով կտրման հնարավորությունները:
Ոչ հպվող մշակման միջոցով նյութի դեֆորմացիայի նվազեցումը
Լազերային կտրումը հակառակ մեխանիկական փորատման, որն ապահովում է 12–18 կՆ/սմ² ուժ, չի կիրառում գործիքային ճնշում: Սա բացառում է պողպատե թիթեղների ճկումը <3 մմ, պղնձե ԷՄԳ պաշտպանության բաղադրիչների կորզումը և կոշտացրած ալյումինե ավիացիոն պարանոցների միկրոճեղանքները:
Լազերային կտրման և մեխանիկական մեթոդների համեմատումը ճշգրտության տեսանկյունից
| Պարամետր | Ֆայբեր լեզերի կտրում | Մեխանիկական փորատում |
|---|---|---|
| Positional accuracy | ±0.02 մմ | ±0.1 մմ |
| Եզրի անկյունային շեղում | 0.5° | 2–3° |
| Կրկնելիություն (10 հազար կտրում) | 99.98% | 98.4% |
| Ձևափոփոխման ազդեցություն | Անմիջակայք | +0.05 մմ/փող |
Ոչ հպվող գործընթացը պահպանում է հաստատուն ճշգրտություն 100,000+ ժամ շահագործման ընթացքում, ի տարբերություն մեխանիկական համակարգերի, որոնց ամենշաբաթյա փողերի կարգավորում է պետք:
Բարդ երկրաչափությունների և նախագծային ճկունության հնարավորություն տրամադրող մետաղե լազերային կտրման մեքենաներ
Լազերային տեխնոլոգիայի շնորհիվ հնարավոր է բարդ ձևերի և նուրբ դիզայնների ստեղծում
Լազերային կտրող մեքենաները փոխել են արտադրողների մետաղական աշխատանքների մոտեցումը, քանի որ դրանք կարող են ստեղծել ձևեր, որոնք սովորական գործիքներով հնարավոր չէ իրականացնել: Ավանդական կտրման մեթոդները սահմանափակված են իրական կտրիչ մասերի չափերով, սակայն մանրաթելային լազերները կարող են մշակել մետաղներ 0.1-ից մինչև 40 մմ հաստությամբ՝ ապահովելով շատ բարակ կտրումներ, երբեմն նույնիսկ 0.1 մմ լայնությամբ: Հնարավոր մանրամասների մակարդակը բացում է տարբեր կիրառությունների հնարավորություններ: Օրինակ, կես միլիմետրից փոքր անցքերը հիանալի են էլեկտրոնային սարքերի էկրանավորման համար: Ավտոմեքենայի մասերին անհրաժեշտ են հարթ կորեր՝ գրեթե առանց շեղումների, ինչպես նաև ինքնաթիռներում օգտագործվող հարմարավետ տակդիրներ, որոնք կտրվում են մեկ մեծ թիթեղից առանձին մասերի փոխարեն: Ծրագրավորման և արտադրության համակարգչային ծրագրերի դեպքում ճարտարագետները հիմա շատ ավելի հեշտ են գտնում իրենց բարդ եռաչափ նախագծերը վերածել մեքենաների կողմից ըմբռնվող հրահանգների: Սա նշանակում է, որ արտադրամասում ստացված արտադրանքը ճիշտ նույնն է, ինչ նախագծման փուլում թղթի վրա նկարվածը:
Նախագծման համար կարևոր հանգամանքներ լազերային կտրման բարդ երկրաչափությունների օպտիմալացման համար
Բարդ մասերի համար լազերային կտրման արդյունավետությունը առավելագույնի հասցնելու համար.
| Факտոր | Ազդեցությունը դիզայնի վրա | Օպտիմալացման ռազմավարություն |
|---|---|---|
| Kerf լայնություն (0.1–0.3 մմ) | Ազդում է միմյանց մեջ մտնող մասերի հեռավորության վրա | Հատուկ փոփոխություններ կատարել CAD մոդելներում |
| Ջերմային Ազդեցության Գոտի | Վտանգը թիկունքի մետաղների մոտ թերթային մետաղների մոտ (<1 մմ) | Կարգավորել հզորություն/արագություն հարաբերակցությունը |
| Ներքին անկյունային շառավիղներ | Նվազագույն 0.2× նյութի հաստություն | Օգտագործել հարմարական շրջադարձի ալգորիթմներ |
Նյութի նվազագույն թափոններ խիտ կոմպոնովկայի և բարձր եկամտաբերության արդյունավետությամբ
Ծրագրային ապահովման բարդ կոմպոնովկան ավելացնում է նյութի օգտագործումը մինչև 92–98%՝ մասերի տեղադրումն օպտիմալացնելով: Օրինակ՝ 1500×3000 մմ թիթեղից 100 հատ ստենդական պողպատե տաքացման համակարգի բաղադրիչների կտրումը նվազեցնում է թափոնները 35%-ով համեմատած պլազմայով կտրելու հետ: Անընդհատ կտրման ռեժիմներն ու թիթեղի մնացորդների ինքնաշխատ հետևումը բարելավում են ելքը մեծ ծավալով արտադրողական շարքերում:
CNC ավտոմատացում և խելացի հնարավորություններ ժամանակակից մետաղական լազերային կտրման մեքենաներում
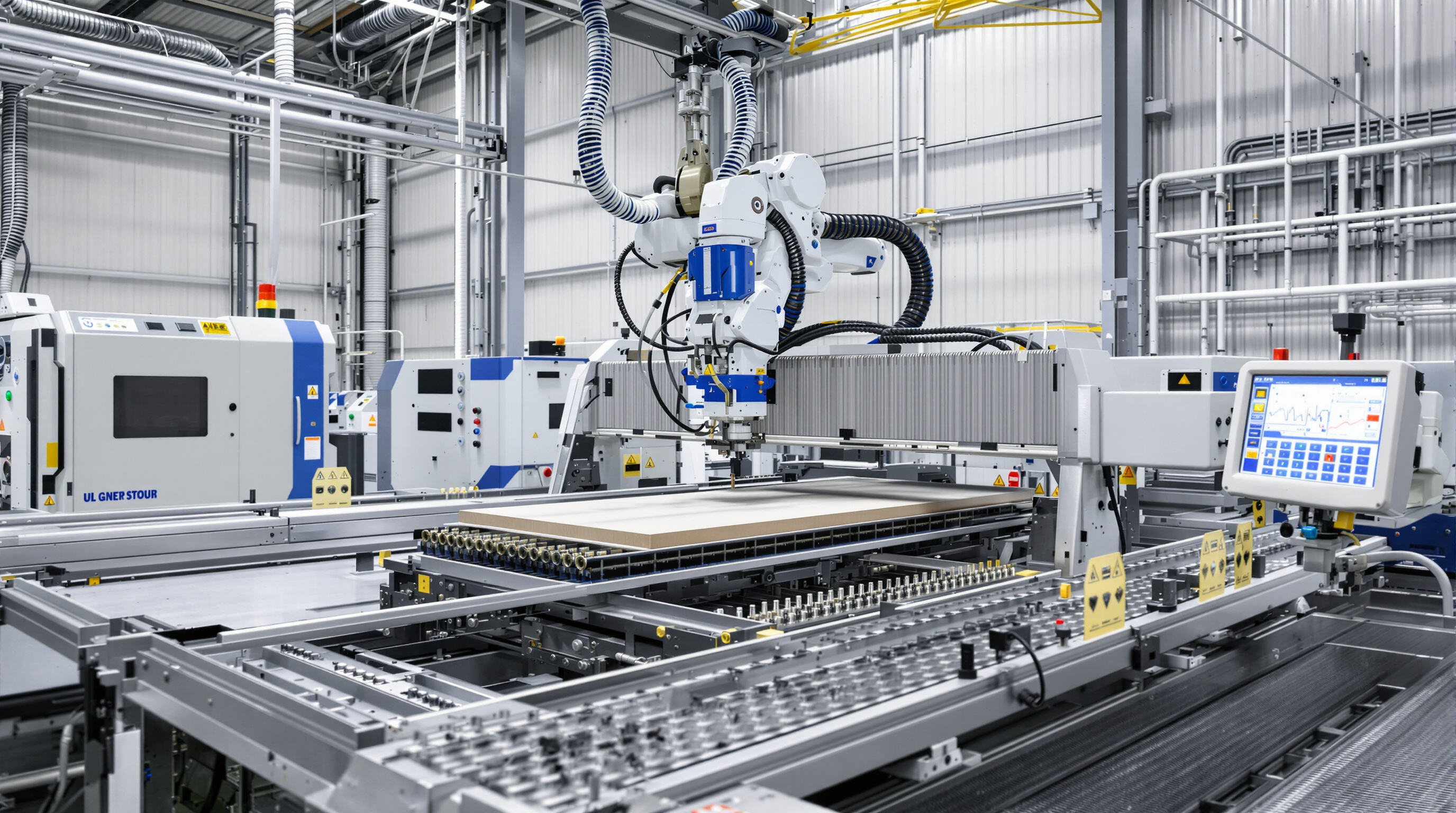
CNC կառավարման ինտեգրումը մետաղական լազերային կտրման մեքենաների աշխատանքային գործընթացներում
Այսօրվա մետաղական լազերային կտրման սարքերը շնորհիվ հասնում են մոտ 0,1 մմ կրկնելիության` համակարգչային թվային ղեկավարման այդ հիանալի CNC համակարգերի շնորհիվ, որոնք բոլորս էլ ճանաչում ենք: Ինչն է այդ մեքենաներին դարձնում այդքան լավ իրենց աշխատանքում: Դրանք միաժամանակ վերահսկում են երեք հիմնական բան. լազերի կողմից արտադրվող հզորությունը, նյութի վրայով տեղաշարժվելու տեղը և օժանդակ գազի հոսքի արագությունը: Ծրագրավորողները կարող են կարգավորել հարյուրավոր տարբեր կարգավորումներ, ինչը նշանակում է, որ գործարանները կարող են անընդհատ աշխատել նույնիսկ շատ բարդ ձևեր ստեղծելիս: Երբ արտադրողները սկսում են ինտեգրել Industry 4.0 տեխնոլոգիաները իրենց գործողությունների մեջ, նրանք ստանում են ևս մեկ առավելություն: Մեքենաները իրականում ինքնուրույն կարգավորում են իրենց աշխատանքի ընթացքում նյութի մասին սենսորներից ստացված տեղեկատվության հիման վրա, որը կտրվում է: Կարգավորումը էլ այդքան երկար չի տևում: Որոշ խանութներ հաղորդում են, որ նվազեցրել են իրենց նախապատրաստման ժամանակը մոտ մեկ երրորդով համեմատաբար հին ձեռքով կատարվող կարգավորումների հետ մի քանի տարի առաջ:
Ռոբոտների և անընդհատ աշխատանքի միջոցով ավտոմատացում և արտադրողականության աճ
Ռոբոտիկ բեռնման համակարգերը, զուգահեռ աշխատելով բազմաթիվ սեղանների հետ, ավտոմոբիլային թիթեղների կիրառման դեպքում արտադրողականությունը մեծացնում են 40%-ով: Կենտրոնացված HMI ինտերֆեյսների միջոցով մեկ օպերատոր կարող է միաժամանակ կառավարել վեց մեքենաներ, իսկ AI-ի օպտիմալացված տեղադրման շնորհիվ նյութի օգտագործումը կազմում է 93%:
Խելացի հնարավորություններ, որոնք բարելավում են ճշգրտությունը և գործընթացի վերահսկումը
Ճառագայթի որակի սենսորները պահպանում են <0.9 մմ·մրադ կայունությունը 10-ժամյա աշխատանքի ընթացքում, իսկ ջերմային հատուկ հաշվարկման ալգորիթմները հատակի տաքացման ազդեցությունը փոխհատուցում են (±0.05 մմ շեղում): Նախօրոք կանխատեսվող պահպանման համակարգերը կանխում են փողի մաշվածությունը անջատումից 48 ժամ առաջ, նվազագույնի հասցնելով անպլանավոր դադարները:
Բարձր սկզբնական ծախսերի և ավտոմատացման երկարաժամկետ ROI-ի միջև հավասարակշռություն
Չնայած առաջադեմ մետաղական լազերային կտրման մեքենաները մեխանիկական համարժեքների համեմատ 20-30% ավելի բարձր նախնական ներդրում են պահանջում, դրանց էներգաարդյունավետ մանրաթելային լազերները (3.5 կՎտ միջին սպառումը CO₂ մոդելների 7 կՎտ-ի դեմ) և նվազած աշխատանքի արժեքը միջին ծավալով արտադրողների համար ROI-ն բերում է 18-26 ամիսների ընթացքում:
Հիմնարար պարամետրերի օպտիմալացում բարձր որակի լազերային կտրման արդյունքների համար
Մետաղական լազերային կտրման մեքենաները ցուցաբերում են առավելագույն արդյունավետություն, երբ օպերատորները հավասարակշռում են երեք փոխկախյալ փոփոխականները՝ լազերային հզորությունը, կտրման արագությունը և օժանդակ գազի ընտրությունը:
Լազերային հզորություն, կտրման արագություն և օժանդակ գազի ընտրություն
Ժամանակակից մետաղակտիչ համակարգերի մեծ մասը աշխատում է 1-ից մինչև 20 կիլովատտ հզորության սահմաններում: Երբ գործ ունենք ավելի հաստ նյութերի հետ, ավելի մեծ հզորությունը նշանակում է ավելի արագ կտրում, սակայն այդ դեպքում անհրաժեշտ է շատ լավ ջերմային վերահսկում: Իդեալական կտրման արագությունը սովորաբար տատանվում է 5-ից մինչև 50 մետր րոպեում: Սա թույլ է տալիս պահպանել արդյունավետությունը առանց նյութի մեծ դեֆորմացիայի ջերմությունից: Տարբեր մետաղների համար օպերատորները հիմնվում են օգնական գազերի վրա: Ածխածնային պողպատի կտրման համար լավ արդյունք է տալիս թթվածինը, իսկ շագանակագույն պողպատի համար ավելի հարմար է ազոտը: Այդ գազերը կանխում են ավելորդ օքսիդացումը գործընթացի ընթացքում: Բայց նաև հետևեք գազի ճնշմանը: Նույնիսկ փոքր սխալերը կարող են հանգեցնել խորանկատ խնդիրների, հատկապես բարակ նյութերի դեպքում, որտեղ կտրման եզրի ճշգրտությունը կարող է նվազել մոտ 30%-ով, երբ կարգավորումները մի փոքր շեղված են:
Ճառագայթի որակի և կենտրոնական կետի չափի ազդեցությունը կտրման ճշգրտության վրա
Ճառագայթի որակը (M² ≤ 1.1 ավելի հարավային մանրաթելային լազերներում) որոշում է էներգիայի բաշխումը, իսկ ավելի խիտ կենտրոնական կետերը (0.1–0.3 մմ) թույլ են տալիս ստանալ բարդ ձևավորումներ: Ըստ 2024 թվականի ճշգրիտ արտադրության զեկույցի՝ այն լազերները, որոնք պահպանում են ±0.05 մմ կենտրոնական խորության հաստատունությունը, աերոտիեզերական բաղադրիչների դեպքում առաջին փորձից 98% արդյունք են ապահովում
Նյութի հաստությունը և տեսակը՝ բարդ ձևավորման համար պարամետրերի ճշգրտում
Աշխատելով 15 մմ-ից հաստ չժանգոտվող պողպատի հետ, լազերային համակարգերին անհրաժեշտ է մոտ 40 տոկոսով ավելի շատ հզորություն ալյումինի նման հաստության դեպքում առկա հզորությունից: Պղնձի համաձուլվածքները մեկ այլ մարտահրավեր են, քանի որ դրանք միտմամբ արտացոլում են լազերային ճառագայթը, այդ իսկ պատճառով շահագործողների մեծամասնությունը անընդհատ ռեժիմներից անցնում է վերադրված կտրման ռեժիմների: 6 մմ-ից բարակ տիտանե թիթեղների դեպքում ամենալավ արդյունքը ստացվում է արգոն գազով պաշտպանության դեպքում 25 մետր/րոպե արագությամբ աշխատելու դեպքում: Շատ արտադրողներ համոզվել են, որ ադապտիվ պարամետրերի տվյալների բազայի մեջ ներդրումները շատ շուտ են վերադառնում: Այդ համակարգերը փորձնական կտրումներից առաջացած թափոնները կրճատում են մոտ երկու երրորդով, ինչը մեծ տնտեսություն է: Նույն ժամանակահատվածում այդ համակարգերը պահպանում են նաև շատ ճշգրիտ հանդուրժողականություններ, դիրքային սխալերը պահելով 0,1 մմ-ի սահմաններում, նույնիսկ միևնույն արտադրական շարքի ընթացքում նյութերը փոխելու դեպքում:
Կրիտիկական կիրառություններ ավտոմոբիլային և ավիացիոն արդյունաբերություններում
Մետաղական լազերային կտրող մեքենաների դերը բարդ մետաղական ձևավորման գործում ավիատիեզերական և ավտոմոբիլային ոլորտներում
Լազերային կտրող մեքենաները մետաղների համար կարող են հասնել ±0.05 մմ ճշգրտության, որը գրեթե անհրաժեշտ է ավիատիեզերական վառելիքի անոթների կամ ավտոմեքենաների փոխանցման մասերի արտադրության ժամանակ: Պլազմային կտրման մեթոդների համեմատ, այս լազերային համակարգերը սովորաբար առաջարկում են 15-25 տոկոսով ավելի լավ չափական ճշգրտություն, ինչը արտադրողներին անհրաժեշտ է ավիատիեզերական արդյունաբերության AS9100 ստանդարտներին համապատասխանելու համար: Ավտոմոբիլային ոլորտում լազերներով կտրելով վերաստիճանի բարձր ամրության պողպատը (UHSS) օգնում է մեքենայի քաշը 19 տոկոսով կրճատել անվտանգության ցուցանիշները վատացնելու առանց: Այս տեսակի ճշգրտությունը մեծ տարբերություն է առաջացնում երկու ոլորտներում էլ, որտեղ նույնիսկ փոքր բարելավումները մեծ նշանակություն ունեն:
Ուսումնասիրություն. Լազերով կտրված կոնստրուկտիվ մասեր ավիատիեզերական համակարգերում
Վերջերս կիրառված աերոտիեզերական նախագծում 6 կՎտ մանրաթելային լազերային մեքենաներ էին օգտագործվում տիտանե թիկունքային փորձարկումների արտադրության համար 0.1 մմ պատի հաստությամբ: Ոչ ջերմային գործընթացը վերացրեց թույլ հատվածքների մեջ ճկվածքը, հասնելով 99.8% չափական ճշտության 12,000 բաղադրիչների վրա:
Ավտոմոբիլային թեթևացման աջակցություն ճշգրիտ թիթեղյա մետաղի մշակման միջոցով
Լազերային կտրումը թույլ է տալիս կազմակերպել բարդ եռաչափ ձևեր ալյումինի և առաջադեմ կոմպոզիտների մեջ, որոնք կարևոր են EV մարտկոցային կողպերի և շասսիի բաղադրիչների համար: Ավտոմոբիլային արտադրողները հաղորդում են 22% նյութի խնայողություն AI-ով օպտիմալացված տեղադրման նախշերի շնորհիվ, մինչդեռ պահպանվում է <0.2 մմ դիրքային ճշտությունը բարձր ծավալով արտադրողական շարքերի ընթացքում:
Շրջանառություն՝ Արագ աճող հզոր բարձր հզորության մանրաթելային լազերային կտրման մեքենաների կիրառումը
Ավտոմոբիլային ոլորտում այժմ օգտագործվում են 30 կՎտ մանրաթելային լազերներ 1,8 մ/րոպե արագությամբ 25 մմ հաստ բորոնային պողպատ կտրելու համար՝ նախորդ համակարգերի համեմատ արտադրողականությունը 300%-ով ավելացնելով: Ավիատիզորային մատակարարները ընդունում են երկկողմանի լազերային կառուցվածքներ ջերմային զգայուն նիկելային համաձուլվածքներ մշակելիս տուրբինային մասերի համար՝ պահպանելով ±0,02 մմ ճշգրտությունը:
Ընդունման գործոն հանդիսացող հիմնական առավելությունները.
- Ճշգրտության մասշտաբային աճ : Կտրման ճշգրտության տարեկան 8% բարելավում (2019–2024)
- Նյութերի առանցք : 30+ մետաղե աստիճանների համար մեկ մեքենայի հնարավորություն
- Էներգետիկ արդյունավետություն : Լազերների համեմատ էներգասպառումների 40% կրճատում CO₂-ի
Այս տեխնոլոգիական միասնությունը լազերային կտրումը հաջորդ սերնդի տրանսպորտային արտադրության հիմնարար գործընթաց է դարձնում, որի արդյունքում 73% առաջից մատակարարներ այժմ ստանդարտացված են լազերային մետաղե ձևավորման աշխատանքային հոսքերի վրա:
Հաճախ տրամադրվող հարցեր
Ի՞նչ թույլատվություններ է հնարավոր ստանալ ժամանակակից մետաղական լազերային կտրման միջոցով:
Ժամանակակից մետաղական լազերային կտրման մեքենաները կարողանում են հասնել ենթա 50 միկրոն թույլատվությունների, ինչը թույլ է տալիս հասնել ավիատիզորային և բժշկական սարքերի ինչպես նաև այլ ճյուղերի համար անհրաժեշտ բարձր ճշգրտության:
Ինչպե՞ս է լազերային կտրումը համեմատվում մեխանիկական թափանցման հետ ճշգրտության տեսանկյունից
Լազերային կտրումը սովորաբար ավելի լավ դիրքային ճշգրտություն է ապահովում (±0.02 մմ՝ մեխանիկական թափանցման ±0.1 մմ-ի դեմ) և կրկնելիություն, առանց մեխանիկական մեթոդներում տեսած գործիքի մաշվածության ազդեցության:
Ինչու՞ է լազերային կտրումը առավելագույն առավելություն տալիս բարդ երկրաչափությունների դեպքում
Լազերային կտրումը թույլ է տալիս անել ավելի բարակ կտրումներ և բարդ դիզայներ, որոնք դժվար է իրականացնել ավանդական մեխանիկական մեթոդներով: Սա հնարավոր է ֆիբրային լազերների շնորհիվ, որոնք կարողանում են մշակել նյութերի հաստության լայն տիրույթներ:
Ինչպիսի՞ դեր է խաղում ավտոմատացումը ժամանակակից լազերային կտրման համակարգերում
CNC վերահսկողությունը և ռոբոտական բեռնման համակարգերը բարելավում են լազերային կտրման մեքենաների արտադրողականությունն ու ճշգրտությունը, թույլատրելով նյութերի ավելի լավ օգտագործում և նվազեցնելով սեղմման ժամանակը:
Ինչպե՞ս է լազերային կտրումը օգտակար ավտոմոբիլային և աերոտիեզերական ոլորտների համար
Լազերային կտրման մեքենաների ճշգրտությունն ու ճկունությունը կարևոր են աերատիերական և ավտոմոբիլային արդյունաբերություններում բարդ մասերի արտադրման համար, ապահովելով լավ չափական ճշգրտություն և նյութերի խնայողություն։
Բովանդակության աղյուսակ
- Աննախադեպ ճշգրտություն և ճշգրտություն բարդ մետաղական ձևավորման մեջ
- Բարդ երկրաչափությունների և նախագծային ճկունության հնարավորություն տրամադրող մետաղե լազերային կտրման մեքենաներ
-
CNC ավտոմատացում և խելացի հնարավորություններ ժամանակակից մետաղական լազերային կտրման մեքենաներում
- CNC կառավարման ինտեգրումը մետաղական լազերային կտրման մեքենաների աշխատանքային գործընթացներում
- Ռոբոտների և անընդհատ աշխատանքի միջոցով ավտոմատացում և արտադրողականության աճ
- Խելացի հնարավորություններ, որոնք բարելավում են ճշգրտությունը և գործընթացի վերահսկումը
- Բարձր սկզբնական ծախսերի և ավտոմատացման երկարաժամկետ ROI-ի միջև հավասարակշռություն
- Հիմնարար պարամետրերի օպտիմալացում բարձր որակի լազերային կտրման արդյունքների համար
-
Կրիտիկական կիրառություններ ավտոմոբիլային և ավիացիոն արդյունաբերություններում
- Մետաղական լազերային կտրող մեքենաների դերը բարդ մետաղական ձևավորման գործում ավիատիեզերական և ավտոմոբիլային ոլորտներում
- Ուսումնասիրություն. Լազերով կտրված կոնստրուկտիվ մասեր ավիատիեզերական համակարգերում
- Ավտոմոբիլային թեթևացման աջակցություն ճշգրիտ թիթեղյա մետաղի մշակման միջոցով
- Շրջանառություն՝ Արագ աճող հզոր բարձր հզորության մանրաթելային լազերային կտրման մեքենաների կիրառումը
-
Հաճախ տրամադրվող հարցեր
- Ի՞նչ թույլատվություններ է հնարավոր ստանալ ժամանակակից մետաղական լազերային կտրման միջոցով:
- Ինչպե՞ս է լազերային կտրումը համեմատվում մեխանիկական թափանցման հետ ճշգրտության տեսանկյունից
- Ինչու՞ է լազերային կտրումը առավելագույն առավելություն տալիս բարդ երկրաչափությունների դեպքում
- Ինչպիսի՞ դեր է խաղում ավտոմատացումը ժամանակակից լազերային կտրման համակարգերում
- Ինչպե՞ս է լազերային կտրումը օգտակար ավտոմոբիլային և աերոտիեզերական ոլորտների համար