
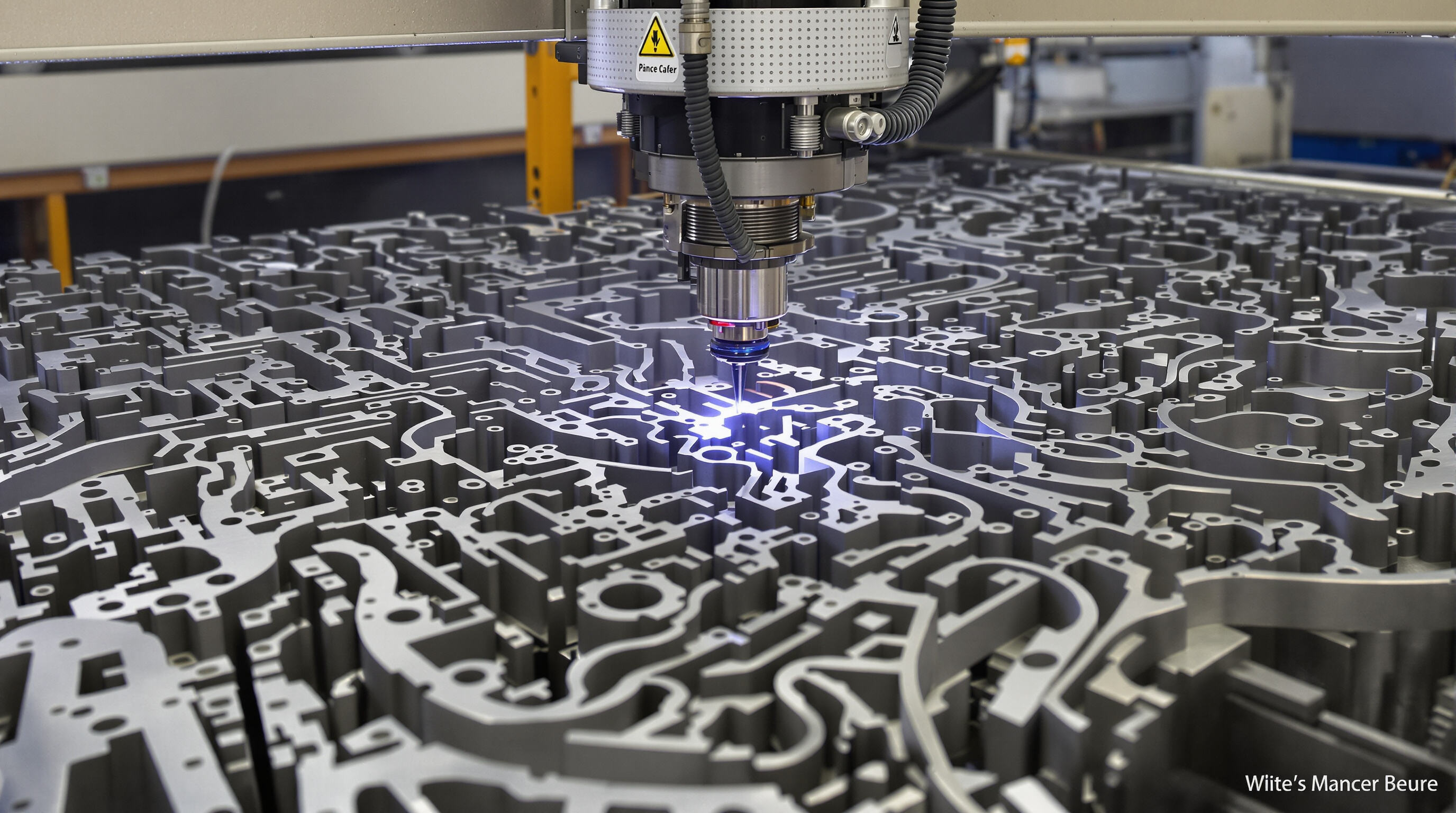
複雑な金属加工における卓越した精度と正確さ
高精度部品における金属レーザー切断の公差
モダン 金属レーザー切断機 サブ50マイクロンの公差(IntechOpen 2023)を実現し、航空宇宙アクチュエーターや医療機器部品の最も厳しい要求を満たします。この精度は、クローズドループ位置決めシステムと24時間365日稼働にわたる精度を維持する熱補償モジュールによるものです。
優れたエッジ品質と狭公差加工能力
ファイバーレーザー装置は、二次仕上げなしでRa 1.6 µm未満のエッジ粗さを実現します。これは化学プロセス装置における密閉シールに不可欠です。集中された1070 nmの波長により、0.15 mm以下の切断幅(ケルフ)を可能にし、設計者がプラズマ切断による代替手法よりも37%高密度に複雑な形状をネストできるようにします。
非接触加工が材料変形を抑える仕組み
機械的パンチングでは12~18 kN/cm²の力を加えるのに対し、レーザー切断では工具による圧力がかかりません。これにより、3mm以下のステンレス鋼板の反り、銅製EMIシールド部品のバリ発生、強化アルミニウム航空機ブラケットの微細亀裂を防止します。
レーザー切断と機械的加工方法の精度比較
| パラメータ | ファイバーレーザー切断 | 機械的パンチング |
|---|---|---|
| 位置 正確性 | ±0.02mm | ±0.1 mm |
| エッジ角度のずれ | 0.5° | 2–3° |
| 再現性(10,000回切断) | 99.98% | 98.4% |
| 工具摩耗の影響 | なし | +0.05 mm/ダイス |
非接触プロセスにより、メカニカルシステムとは異なり、毎週のダイス調整を必要とすることなく100,000時間以上の運転時間において一貫した精度を維持します。
金属レーザー切断機による複雑な形状と設計の柔軟性を実現
レーザー技術により可能となる複雑な形状と詳細なデザイン
レーザー切断機は、製造業者が金属加工を扱う方法を変えてしまいました。なぜなら、通常の工具では不可能な形状を作り出すことができるからです。伝統的な切断方法は、実際のカッティングビットのサイズによって制限されますが、ファイバーレーザーは0.1mmから40mmの厚さの金属を、場合によっては0.1mm幅という非常に細い切断線で加工できます。これにより可能な詳細な加工レベルは、さまざまな応用分野を開拓しています。例えば、半ミリ未満の小さな穴は、電子機器のシールドに最適です。自動車部品にはほぼ歪みのない滑らかな曲線が必要とされますが、それらは問題なく実現できます。また、航空機で使われる装飾的なブラケットなどは、複数の個別部品の代わりに一枚の大きなシートから切り出すことが可能です。コンピュータ支援設計(CAD)およびコンピュータ支援製造(CAM)ソフトウェアに関しては、エンジニアが複雑な3D設計図を機械が理解できる命令に変換するのが以前よりはるかに容易になっています。これにより、工場の現場で製造される製品は、設計段階で紙に描かれた通りのものになるのです。
レーザー切断における複雑な幾何学形状の最適化を考慮した設計
複雑な部品のレーザー切断効率を最大化するために:
| 要素 | 設計への影響 | 最適化戦略 |
|---|---|---|
| 切断幅(0.1~0.3 mm) | 嵌め合い部のクリアランスに影響を与える | CADモデルで補正する |
| 熱影響部 | 薄い金属(<1 mm)では反りのリスクがある | 出力/速度の比率を調整する |
| 内角のラジアス | 材料厚みの0.2×を最低値とする | アダプティブコーナリングアルゴリズムを使用 |
高密度部品配置と高収率効率により最小限の材料廃棄
高度なネスティングソフトウェアにより、部品の配置を最適化することで材料利用率を92~98%に向上させます。例えば、1500×3000mmのシートから100個のステンレス鋼HVAC部品を切断する場合、プラズマ切断と比較してスクラップを35%削減します。連続切断モードや自動シート残材追跡機能により、大量生産における収率をさらに向上させます。
最新の金属レーザー切断機におけるCNCオートメーションとスマート機能
金属レーザー切断機のワークフローにおけるCNC制御の統合
今日の金属レーザー切断機は、皆さんご存知のコンピュータ数値制御(CNC)システムのおかげで、繰り返し精度が約0.1mmに達成できます。これらの機械が仕事に非常に適している理由は何かというと、レーザー出力の強さ、材料上でどのように移動するか、そして補助ガスの流量の3つを同時に制御することができるからです。プログラマーが調整可能な設定は数百種類あり、複雑な形状であっても工場が24時間365日稼働できるようになります。製造業者がIndustry 4.0テクノロジーを自社の運用に導入すると、更なる向上が見られます。センサーが材料の切断状況について伝える情報をもとに、機械自体が作業中に自動調整を行います。セットアップにかかる時間も以前より大幅に短縮されています。いくつかの工場では、数年前の従来の手動セットアップと比較して、準備時間をほぼ3分の1に短縮したと報告しています。
ロボティクスと連続運転による自動化と生産性の向上
ロボットによるローディングシステムとマルチテーブルワークフローを組み合わせることで、自動車用薄板金属加工の生産性を40%向上させます。1人のオペレーターが中央に配置されたHMIインターフェースを通じて6台の機械を同時に管理し、AI最適化ネスティングにより93%の材料利用率を実現します。
精度とプロセスモニタリングを向上させるスマート機能
ビーム品質センサーにより、10時間の連続運転中でも0.9 mm・mrad未満の安定性を維持し、熱補償アルゴリズムによりレンズの熱影響(±0.05 mmドリフト)を打ち消します。予知保全システムは、ノズルの摩耗を故障の48時間前に予測するため、予期せぬ停止時間を最小限に抑えることができます。
自動化による初期コストの高さと長期的な投資収益のバランス
高能率金属レーザー切断機は、機械式の代替機種と比較して初期投資が20~30%高額となるものの、エネルギー効率に優れたファイバーレーザー(平均消費電力3.5 kW、CO₂モデルの7 kWと比較)や労務費の削減により、中規模生産メーカーでは18~26か月で投資回収が可能です。
高品質レーザー切断結果のための主要パラメーターの最適化
金属レーザー切断機は、オペレーターがレーザー出力、切断速度、補助ガスの選定という3つの相互依存する変数をバランスさせる際に最高性能を発揮します。
レーザー出力、切断速度、補助ガスの選定
最新の切断システムの多くは、約1~20キロワットの範囲で動作します。より厚い素材を扱う際には、高出力が高速切断を可能にしますが、その分、優れた熱管理能力が必要になります。理想的な切断速度は通常、1分間に5~50メートルの間で推移します。これにより、材料が過度な熱で変形するのを防ぎつつ、効率を維持することができます。異なる金属には、特定のアシストガスが必要です。酸素は炭素鋼の切断に適していますが、窒素はステンレス鋼の用途に最適です。これらのガスは、プロセス中に望ましくない酸化反応を防ぐのに役立ちます。ただし、ガス圧が適切でない場合に注意が必要です。特に薄い素材では、僅かな設定ミスによっても、エッジの精度が約30%低下するなど、大きな問題が生じることがあります。
ビーム品質と焦点スポットサイズが切断精度に与える影響
ビーム品質(先進ファイバーレーザーではM² ≤ 1.1)はエネルギー分布を決定し、狭い焦点スポット(0.1~0.3 mm)により複雑な形状加工が可能になります。2024年の精密加工レポートによると、±0.05 mmの焦点深度の一貫性を維持するレーザーは、航空宇宙部品で98%のファーストパス生産良品率を実現しています。
材料の厚さおよび種類:複雑な形状加工のためのパラメーターの調整
ステンレス鋼を15mmより厚く加工する場合、レーザーシステムはアルミニウムの同程度の厚さと比較して約40%高い出力が必要です。銅合金はレーザー光を反射しやすいため、別の課題が生じます。そのため、多くのオペレーターは連続発振モードの代わりにパルス切断モードを使用します。6mm未満のチタンシートの場合、切断時にアルゴンガスによるシールドを併用して、約毎分25メートルの速度で運転するのが最も効果的です。多くの工場では、適応型パラメーターデータベースへの投資が非常に有益であることが分かっています。このようなシステムにより、テストカットによる材料の無駄を約3分の2に抑えることができ、これは非常に大きな節約になります。同時に、同じ生産ロット内で異なる素材を切り替える場合でも、位置誤差を±0.1mm以内に維持するなど、非常に狭い公差を維持することができます。
自動車および航空宇宙産業における重要なアプリケーション
航空宇宙および自動車業界における複雑な金属加工における金属レーザー切断機の役割
金属用レーザー切断機は±0.05mm程度の公差まで到達可能であり、航空宇宙用燃料ノズルや自動車用トランスミッション部品などの製造においてはほぼ必須の精度です。プラズマ切断方式と比較して、これらのレーザー方式は通常、寸法精度において15〜25%優れており、航空宇宙業界における厳しいAS9100規格を満たすために製造業者が求められる性能です。自動車分野においては、超高張力鋼(UHSS)をレーザーで切断することで、衝突安全性を犠牲にすることなく車両重量を約19%削減することが可能です。このような高精度は、どちらの業界においても小さな改善が大きな差を生む世界において、非常に重要です。
ケーススタディ:航空宇宙システムにおけるレーザー切断構造部品
最近の航空宇宙プロジェクトでは、6 kWファイバーレーザー切断機を使用して、0.1 mmの肉厚を持つチタン製の翼リブを製造しました。この非熱プロセスにより、薄肉材での歪みが解消され、12,000個の部品にわたって99.8%の寸法精度を達成しました。この応用により、従来の切削加工部品と比較して40%の組立時間短縮が実現しました。
高精度の板金加工による自動車軽量化の支援
レーザー切断は、EV用バッテリー収容ケースやシャシ部品に不可欠な、アルミニウムや高機能複合材における複雑な3D形状の形成を可能にします。自動車メーカー各社は、AI最適化によるネスティングパターンにより22%の材料コスト削減を実現しつつ、大量生産においても0.2 mm以下の位置精度を維持しています。
トレンド:超高出力ファイバーレーザー切断機の採用が拡大
自動車業界では、現在30kWのファイバーレーザーが採用され、1.8m/分の速度で25mm厚のホウ素鋼を切断できるようになりました。これは以前のシステムと比べて生産性が300%向上しています。航空宇宙業界のサプライヤーは、熱に敏感なニッケル合金を用いたタービン部品の加工において±0.02mmの精度を維持するために、デュアルレーザー構成を導入しています。
導入を推進する主な利点:
- 精密加工の向上 :切断精度が年間8%ずつ向上(2019年~2024年)
- 材料の柔軟性 :30種類以上の金属グレードを1台の機械で加工可能
- エネルギー効率 :CO₂レーザーと比較して40%の消費電力削減
この技術の統合により、レーザー切断は次世代輸送機器製造の基盤工程としての地位を確立しています。Tier 1サプライヤーの73%が現在、レーザーによる金属加工プロセスを標準化しています。
よくある質問
最新の金属レーザー切断ではどの程度の公差が達成可能ですか?
最新の金属レーザー切断機は50ミクロン以下の公差を達成でき、航空宇宙や医療機器などの高精度が求められる業界での要求に対応することが可能です。
レーザー切断と機械的パンチングは、精度においてどのように比較されますか?
レーザー切断は、一般的に機械的パンチング(±0.1 mm)と比較して、位置精度(±0.02 mm)および反復精度に優れており、工具摩耗による影響もありません。
レーザー切断が複雑な形状に適しているのはなぜですか?
レーザー切断は非常に薄い切断や複雑なデザインが可能であり、これは従来の機械的加工方法では困難です。ファイバーレーザーにより、さまざまな材料厚さにも対応できます。
現代のレーザー切断システムにおける自動化の役割は何ですか?
CNC制御およびロボットによる自動ローディングシステムにより、レーザー切断機の生産性および精度が向上し、素材の有効利用とセットアップ時間の短縮が可能になります。
レーザー切断は自動車および航空宇宙分野にどのような利点を提供しますか?
レーザー切断機の精度と柔軟性は、航空宇宙および自動車産業において複雑な部品を製造する上で重要であり、より高い寸法精度と材料の節約を実現します。