
Კომპლექსური ლითონის ფორმირების უმაღლესი სიზუსტე და სიზუსტე
Ლითონის ლაზერული ჭრის დაშვებები მაღალი სიზუსტის კომპონენტებისთვის
Მოდერნული მეტალურგიული ლაზერული დაჭრივი მანქანები მიაღწიეთ ქვემოთ 50 მიკრონის დაშვებებს (IntechOpen 2023), დააკმაყოფილეთ აეროკოსმოსური აქტიუატორებისა და სამედიცინო მოწყობილობების კომპონენტების ყველაზე მკაცრი მოთხოვნები. ეს სიზუსტე განპირობებულია დახურული ციკლის პოზიციონირების სისტემებით და თერმული კომპენსაციის მოდულებით, რომლებიც შეინარჩუნებენ სიზუსტეს 24/7 წარმოების ციკლების განმავლობაში.
Საუკეთესო კიდის ხარისხი და მჭიდრო დაშვების შესაძლებლობები
Fiber ლაზერული სისტემები ქმნიან კიდის ხრჩობის მნიშვნელობებს Ra 1.6 µm-ზე ნაკლებს მეორეული დასრულების გარეშე - მნიშვნელოვანია ჰერმეტული დანადგარებისთვის ქიმიური დამუშავების მოწყობილობებში. კონცენტრირებულმა 1070 ნმ ტალღის სიგრძემ შესაძლო გახადა ხვრელის სიგანე 0.15 მმ-ზე ნაკლები, რამაც დიზაინერებს შესაძლებლობა მისცა კომპლექსური გეომეტრიების განთავსება 37%-ით უფრო მჭიდროდ, ვიდრე პლაზმის ჭრის ალტერნატივებით.
Როგორ შემცირდება მასალის დეფორმაცია არაკონტაქტური დამუშავებით
Მექანიკური გახვრეტისგან განსხვავებით, რომელიც ახდენს 12–18 კნ/სმ² ძალის მოქმედებას, ლაზერული ჭრის აპლიკაცია არ იწვევს საჭრის დატვირთვას. ეს ამოწყვეტ დეფორმაციას <3 მმ გულდანი ფოლადის ფურცლებში, საშუალებას აძლევს თავიდან აიცილოთ საშრობის წარმოქმნა სპილენძის EMI დამცავი კომპონენტებზე და მიკროტრიქმები მაგნიუმის აეროსივრცითი საყრდენებში.
Ზუსტი ლაზერული ჭრის შედარება მექანიკურ მეთოდებთან
| Პარამეტრი | Ბოჭკოვანი ლაზერული ჭრა | Მექანიკური გახვრეტა |
|---|---|---|
| Პოზიციური სწორება | ±0.02 მმ | ±0,1 მმ |
| Კიდის კუთხის გადახრა | 0.5° | 2–3° |
| Ხელმეორეობა (10 ათასი ჭრის რაოდენობით) | 99.98% | 98.4% |
| Საჭრის ცვეთის ზემოქმედება | Არანაირი | +0.05 მმ/დიე |
Კონტაქტის გარეშე პროცესი უზრუნველყოფს მუდმივ სიზუსტეს 100,000+ სამუშაო საათის განმავლობაში, განსხვავებით მექანიკური სისტემებისგან, რომლებიც საჭიროებენ კვირაში ერთხელ დაჭრის კორექტირებას.
Მეტალის ლაზერული ჭრის მანქანების გამოყენებით რთული გეომეტრიის და დიზაინის მოწყობის შესაძლებლობა
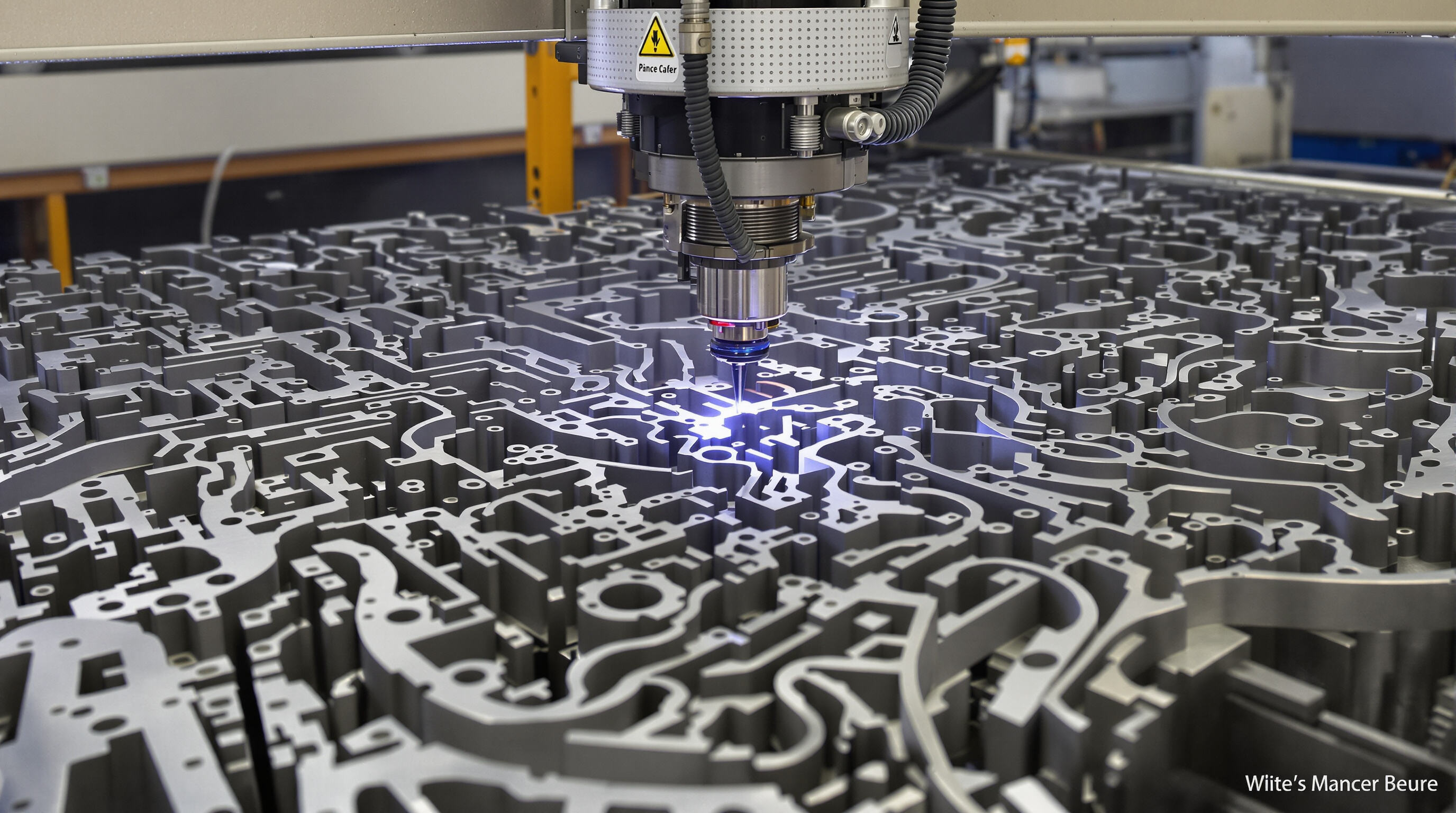
Ლაზერული ტექნოლოგიის საშუალებით შესაძლებელია კომპლექსური ფორმებისა და დეტალური დიზაინების გაკეთება
Ლაზერული მანქანების დაჭრის მეთოდმა შეცვალა მწარმოებლების მიდგომა ლითონის დამუშავების საქმეში, რადგან ისინი შეძლებენ ფორმების შექმნას, რომლებიც ჩვეულებრივი ხელსაწყოებით შეუძლებელია. ტრადიციული დაჭრის მეთოდები შეზღუდულია დაჭრის ბიტების ზომით, მაგრამ ბოჭკოვანი ლაზერები ამუშავებენ ლითონებს 0.1-დან 40 მმ-მდე სისქით ძალიან თხელი ხაზებით, ზოგჯერ მხოლოდ 0.1 მმ სიგანით. შესაძლებელი დეტალების დონე იხსნის სხვადასხვა გამოყენების შესაძლებლობებს. მაგალითად, ნახევარ მილიმეტრზე ნაკლები პატარა ხვრელები კარგად მუშაობს ელექტრონული მოწყობილობების დასაცავად. მანქანის ნაწილებს სჭირდებათ გლუვი მრუდები თითქმის არანაირი გადახრით, გარდა ამისა, თვითმფრინავებში გამოყენებული ბრწყინა ბრაკეტები ერთი დიდი ფურცლიდან იჭრება ცალ-ცალკე ნაწილების ნაცვლად. კომპიუტერული დიზაინისა და მწარმოების პროგრამული უზრუნველყოფის შესახებ ინჟინრები ახლა უფრო იოლად ახერხებენ რთული 3D დიზაინების გადაქცევას იმ ინსტრუქციებში, რომლებიც მანქანები ნამდვილად გაიგებენ. ეს ნიშნავს, რომ ის, რაც გაკეთდება საწარმოში, ზუსტად იმას ჰგავს, რაც დიზაინის სტადიაზე ქაღალდზე დახატული იყო.
Ლაზერული ჭრის რთული გეომეტრიების ოპტიმიზაციის დიზაინის განხილვა
Რთული ნაწილების ლაზერული ჭრის ეფექტუანობის მაქსიმალურად გასაუმჯობესებლად:
| Ფაქტორი | Დიზაინზე ზემოქმედება | Ოპტიმიზაციის სტრატეგია |
|---|---|---|
| Ნახვრის სიგანე (0.1–0.3 მმ) | Ზემოქმედებს ერთმანეთთან დაკავშირებული ნაწილების დაშორებაზე | Კომპენსაცია CAD მოდელებში |
| Სითბოს ზემოქმედების ზონა | Საფრთხე გადახრის შესახებ თხელ ლითონებში (<1 მმ) | Დაარეგულირეთ სიმძლავრის/სიჩქარის შეფარდენები |
| Შიდა კუთხის რადიუსები | Მინიმუმ 0,2× მასალის სისქე | Გამოიყენეთ ადაპტიური მოხვევის ალგორითმები |
Მინიმალური მასალის დანახარჯი მკაცრი განლაგებით და მაღალი გამოსავალის ეფექტურობით
Მაღალი დონის განლაგების პროგრამული უზრუნველყოფა მასალის გამოყენებას 92–98%-მდე ამაღლებს ნაწილების განლაგების ოპტიმიზებით. მაგალითად, 100 გამაგრებული ფოლადის HVAC კომპონენტის დაჭრისას 1500×3000 მმ ფურცლიდან, დანახარჯი 35%-ით ნაკლებია პლაზმის დაჭრის შედარებით. უწყვეტი დაჭრის რეჟიმები და ავტომატური ფურცლის ნარჩენების თვალყური კიდევ უფრო გააუმჯობესებს გამოსავალს მასობრივ წარმოების დროს.
CNC ავტომატიზაცია და ინტელექტუალური ფუნქციები თანამედროვე ლაზერულ მეტალდაჭრის მანქანებში
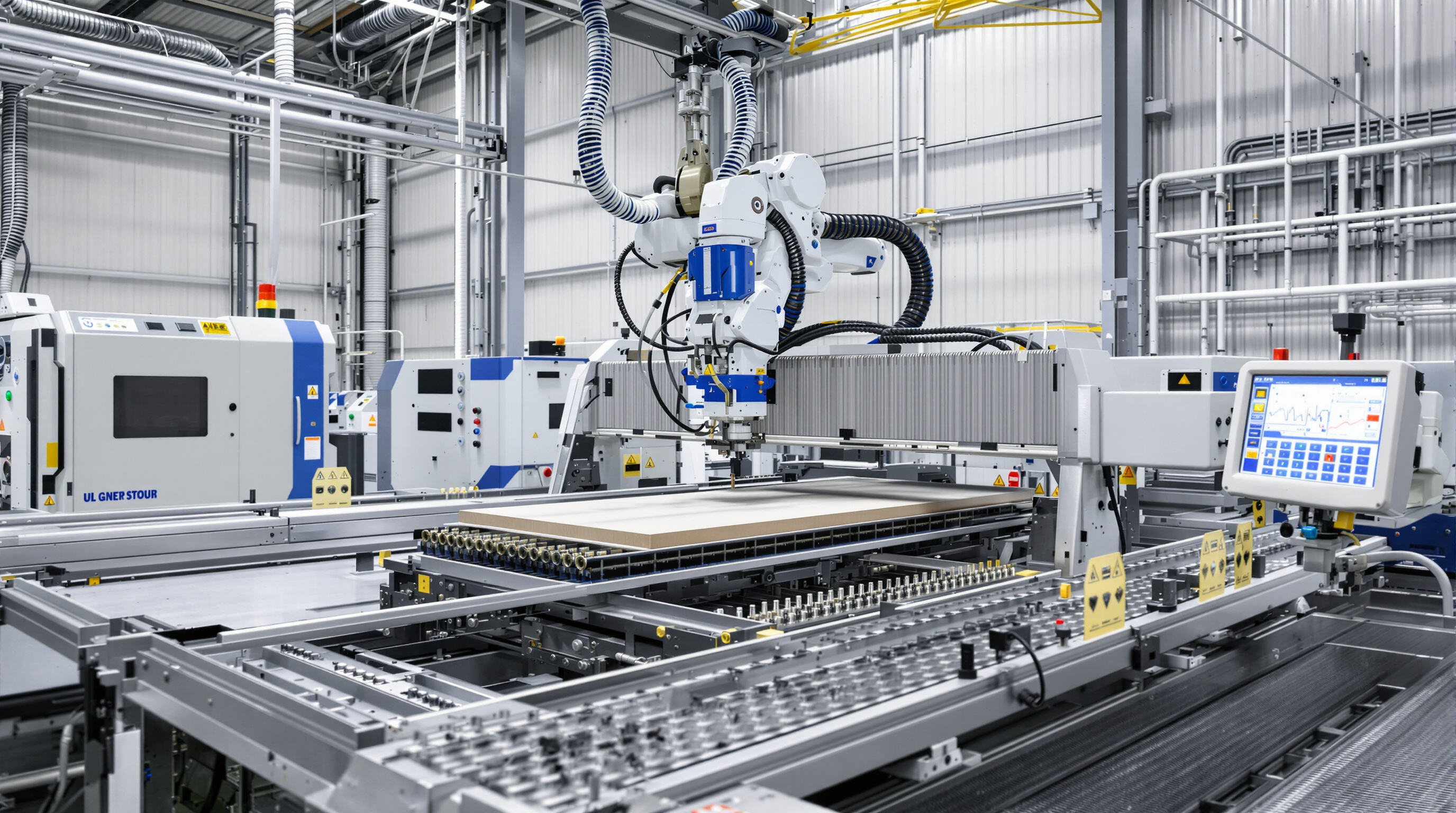
CNC მართვის ინტეგრირება ლაზერული მეტალდაჭრის მანქანების სამუშაო პროცესებში
Დღევანდელი ლაზერული მეტალის დამუშავების მოწყობილობები კვლავ ახერხებენ დაახლოებით 0.1 მმ სიზუსტის გამეორებას იმ საოცარი CNC სისტემების წყალობით, რომლებსაც ყველა ვიცნობთ როგორც კომპიუტერული რიცხვითი მართვა. რა აკეთებს ამ მანქანებს იმდენად კარგად მათ საქმეში? ისინი ერთდროულად აკონტროლებენ სამ ძირითად რამეს: ლაზერის გამოტანილი სიმძლავრის რაოდენობას, სად მოძრაობს მასალაზე და დამხმარე აირის დინების სიჩქარეს. არსებობს ასეულობით სხვადასხვა პარამეტრი, რომლებსაც პროგრამისტები აკორექტირებენ, რაც ნიშნავს, რომ ქარხნები შეიძლება მუშაობდნენ წყვეტილად, მიუხედავად იმისა, რომ საკმაოდ რთული ფორმების დამუშავება ხდება. როდესაც მწარმოებლები იწყებენ ინდუსტრია 4.0 ტექნოლოგიების ინტეგრირებას მათ სამუშაო პროცესებში, ისინი მიიღებენ კიდევ ერთ დახმარებას. მანქანები საკუთარი თავის მუშაობის დროს ადაპტირდებიან მასალის დამუშავების შესახებ სენსორების მიერ მიწოდებული ინფორმაციის საფუძველზე. დამუშავების მომზადებაც აღარ სჭირდება იმდენი დრო. ზოგიერთი მაღაზია აცხადებს, რომ მომზადების დრო დაახლოებით მესამედით შეამცირა ძველი ხელით მომზადების პროცესებთან შედარებით, რაც რამდენიმე წელზე უკან იყო გავრცელებული.
Ავტომატიზაცია და სამუშაო სიმძლავრის გაზრდა რობოტების და უწყვეტი მუშაობის საშუალებით
Რობოტული ჩატვირთვის სისტემები და მულტი-მაგიდის სამუშაო პროცესების კომბინაცია ავტომობილის ლითონის დამუშავების სფეროში პროდუქტიულობას 40%-ით ამატებს. ერთი ოპერატორი შეძლებს ერთდროულად 6 მანქანის მართვას ცენტრალური HMI ინტერფეისების საშუალებით, მიაღწიეს 93%-იან მასალის გამოყენებას AI-ოპტიმიზებული ნესტინგის საშუალებით.
Სიზუსტის და პროცესის მონიტორინგის გაუმჯობესება გონივრული ფუნქციებით
Სხივის ხარისხის სენსორები შენარჩუნებენ <0.9 mm·mrad სტაბილურობას 10-საათიანი გაშვების განმავლობაში, ხოლო თერმული კომპენსაციის ალგორითმები აკომპენსირებენ ლინზების გათბობის ეფექტს (±0.05 mm გადახრა). პროგნოზირებითი შენარჩუნების სისტემები წინასწარ ავლენენ ნოზლის გამოხატულ ცვეთას მისი გამართულებიდან 48 საათით ადრე, რაც ამცირებს გეგმური გაჩერებებს.
Მაღალი საწყისი ხარჯების და ავტომატიზაციიდან მიღებული გრძელვადიანი ROI-ს ბალანსირება
Მიუხედავად იმისა, რომ მეტალის ლაზერული დამუშავების მაღალი ტექნოლოგიების მანქანებს სჭირდებათ მექანიკური ალტერნატივებზე 20–30%-ით მეტი საწყისი ინვესტიცია, მათი ენერგოეფექტური ფიბრული ლაზერები (3.5 კვტ საშუალო ხარჯი CO₂ მოდელების 7 კვტ-ს მიმართ) და შემცირებული სამუშაო ხელფასები უზრუნველყოფს ROI-ს 18–26 თვის განმავლობაში საშუალო მოცულობის მწარმოებლებისთვის.
Მაღალი ხარისხის ლაზერული ჭრის შედეგებისთვის გასაღებ პარამეტრების ოპტიმიზება
Მეტალის ლაზერული ჭრის მანქანები ასრულებენ მაქსიმალურ მოცულობას, როდესაც მუშა სამ ურთიერთდამოკიდებულ ცვლადს უწონასწორებს: ლაზერის სიმძლავრეს, ჭრის სიჩქარეს და დამხმარე აირის არჩევანს.
Ლაზერის სიმძლავრე, ჭრის სიჩქარე და დამხმარე აირის არჩევანი
Თანამედროვე დამამუშავებელი სისტემების უმეტესობა მუშაობს 1-დან 20 კილოვატამდე დიაპაზონში. როდესაც საქმე გვაქვს უფრო სქელ მასალებთან, მეტი ძალა ნიშნავს უფრო სწრაფ დამუშავებას, თუმცა ამასთან საჭიროა სითბოს კონტროლის მაღალი დონე. იდეალური დამუშავების სიჩქარე ხშირად 5-დან 50 მეტრამდე წუთში იხილავს. ეს ხელს უწყობს ეფექტურობის შენარჩუნებას მასალის გადახურვის გარეშე. სხვადასხვა ლითონებისთვის მუშაობენ განსაკუთრებული დამხმარე აირებით. ჟანგბადი კარგად მუშაობს ნახშირბადის ფოლადის დამუშავებისას, ხოლო აზოტი უკეთ გამოიყენება ნახშირბადის გარეშე ფოლადის შემთხვევაში. ეს აირები ხელს უშლის არასასურველი ოქსიდაციის წარმოქმნას პროცესის დროს. მაგრამ ყურადღება მიაქციეთ აირის წნევაზე, თუ ის არ არის სწორად დარეგულირებული. უმცირესი შეცდომებიც კი შეიძლება მოჰყვეს სერიოზულ პრობლემებს, განსაკუთრებით თავისუფალი კიდეების სიზუსტის შემცირებას დაახლოებით 30%-ით, როდესაც პარამეტრები მცირედ გადახრილია.
Ზომის და ფოკუსირების სიზუსტის ზემოქმედება დამუშავების სიზუსტეზე
Სინათლის ხარისხი (M² ≤ 1.1 მაღალი ხარისხის ბმული ლაზერებში) განსაზღვრავს ენერგიის განაწილებას, რაც უფრო მჭიდრო ფოკუსურ ლაქებს (0.1–0.3 მმ) უზრუნველყოფს და საშუალებას იძლევა მოხურული დეტალების დამზადებაში. 2024 წლის ზუსტი წარმოების მოხსენებამ აჩვენა, რომ ლაზერები, რომლებიც ფოკუსური სიღრმის ±0.05 მმ სტაბილურობას ინარჩუნებენ, 98% პირველი გამოცდის შედეგს იძლევიან აეროკოსმოსური კომპონენტების წარმოებაში.
Მასალის სისქე და ტიპი: პარამეტრების მორგება მოხურული ფორმებისთვის
Როდესაც მუშაობენ 15 მმ-ზე მსხილ ნაღდ ფოლადთან, ლაზერულ სისტემებს სჭირდებათ დაახლოებით 40 პროცენტით მეტი სიმძლავრე ალუმინის მსგავსი სისქის შედარებით. სამართლიანად გამოწვეული ნალექები სრულიად სხვა გამოწვევას წარმოადგენს, რადგან ისინი ხშირად აისახებენ ლაზერულ სხივს, ამიტომ უმეტესი მომხმარებელი გადადის პულსურ ჭრის რეჟიმზე უწყვეტის ნაცვლად. 6 მმ-ზე თხელი ტიტანის ფურცლების შემთხვევაში, დაახლოებით 25 მეტრ წუთში მუშაობა უკეთესია არგონის აირის დამცავი გაზის გამოყენებით. ბევრი მაღაზია აღმოაჩენს, რომ ადაპტიური პარამეტრების ბაზებში ინვესტიციები საშუალებას იძლევა მათ დიდი დაზოგვა მიაღწიონ. ეს სისტემები შეამცირებენ მასალის დანახარჯს საცდელი ჭრიდან დაახლოებით ორი მესამედით, რაც მნიშვნელოვან დაზოგვას წარმოადგენს. ამასთან, ისინი შეინარჩუნებენ საკმარისად მკაცრ დაშვებებსაც, რადგან პოზიციონირების შეცდომებს შენარჩუნებულად ტოვებს პლიუს ან მინუს 0.1 მმ-ში, ერთი და იმავე წარმოების განმავლობაში სხვადასხვა მასალებს შორის გადართვის დროს.
Კრიტიკული გამოყენება ავტომობილისა და ავიაკოსმოსურ ინდუსტრიებში
Მეტალის ლაზერული დაჭრის მანქანების როლი ავიაციისა და ავტომობილების სექტორებში მეტალის რთული ფორმების დასამუშავებლად
Ლაზერული დაჭრის მანქანები მეტალებზე შეიძლება მიაღწიოს დაშვებებს ±0.05 მმ-ის გარშემო, რაც ძალიან მნიშვნელოვანია ავიაციის საწვავის დიზაინის ან სატრანსპორტო საშუალებების გადაცემის კომპონენტების დასამზადებლად. პლაზმის დაჭრის მეთოდებთან შედარებით, ეს ლაზერული სისტემები ხშირად სთავაზობენ დაახლოებით 15-დან 25 პროცენტამდე უკეთეს განზომილებით სიზუსტეს, რაც საჭიროა ავიაციის ინდუსტრიაში AS9100 სტანდარტების შესასრულებლად. ავტომობილების მხრივ, ულტრა მაღალი სიმტკიცის ფოლადის (UHSS) ლაზერით დაჭრა საშუალებას იძლევა შევამსუბუქოთ სატრანსპორტო საშუალებები დაახლოებით 19 პროცენტით უარყოფითი ზემოქმედების გარეშე დარტყმის უსაფრთხოების შესრულებაზე. ზუსტი დამუშავება ასეთ ინდუსტრიებში სხვაობას ქმნის, სადაც მცირე გაუმჯობესებებიც კი მნიშვნელოვან გავლენას ახდენს.
Შემთხვევის ანალიზი: ლაზერით დაჭრილი სტრუქტურული კომპონენტები ავიაციის სისტემებში
Ახალგაზრდა აეროკოსმოსურმა პროექტმა 6 კვტ ფენობრივი ლაზერული ჭრის მანქანები გამოიყენა ტიტანის სარკმლის რიფების წარმოებისთვის 0,1 მმ კედლის სისქით. არათერმულმა პროცესმა გააუქმა გადახრა თხელ-განყოფილების მასალებში, მიაღწია 12 000 კომპონენტზე 99,8% განზომილებით სიზუსტე. ამ გამოყენებამ შეამცირა მონტაჟის დრო 40%-ით პირადი მანქანების ნაწილებთან შედარებით.
Ზუსტი ფოლადის დამუშავების მეშვეობით მსუბუქი ავტომობილების მხარდაჭერა
Ლაზერული ჭრა უზრუნველყოფს ალუმინის და მაღალი ტექნოლოგიის კომპოზიტების სირთულის 3D ფორმებს, რაც აუცილებელია EV ბატარეის საყრდენი კონსტრუქციებისა და შასის კომპონენტებისთვის. ავტომობილის წარმოების კომპანიები აღნიშნავენ 22% მასალის დანახოთ ხელოვნური ინტელექტით ოპტიმიზებული განლაგების შედეგად, რასაც მაღალი მოცულობის წარმოების სერიებში 0,2 მმ-ზე ნაკლები სიზუსტის შენარჩუნება უზრუნველყოფს.
Ტენდენცია: ულტრა მაღალი სიმძლავრის ფენობრივი ლაზერული ჭრის მანქანების მიღების ზრდა
Ავტომობილების სექტორი ახლა იყენებს 30 კვტ ბოჭკოვან ლაზერებს 25 მმ სისქის ბორის ფოლადის დასაჭრელად 1.8 მ/წთ სიჩქარით — ეს არის 300%-ით მეტი სიმართლე ახალგაზრდული სისტემების შედარებით. აეროკოსმოსური მიმწოდებლები იღებენ ლაზერის ორმაგ კონფიგურაციას დასამუშავებლად სითბომედგამოწვიანი ნიკელის შენადნობის ტურბინის კომპონენტებისთვის ±0.02 მმ ზუსტი ზუსტი სიზუსტით.
Მისაღების მოტივირებული ძირითადი უპირატესობები:
- Ზუსტი მასშტაბის გაზრდა : დაჭრის სიზუსტეში წელზე 8% გაუმჯობესება (2019–2024)
- Მასალის მოქნილობა : 30+ ლითონის სახეობის დასამუშავებელი ერთმანეთზე მოქმედი მანქანის შესაძლებლობა
- Ენერგოეფექტურობა : 40%-ით ნაკლები ენერგომოხმარება CO₂ ლაზერებთან შედარებით
Ეს ტექნოლოგიური კონვერგენცია ლაზერულ დაჭრას აქცევს შემდეგი თაობის ტრანსპორტის წარმოების საფუძველად, რომლის 73% პირველი კლასის მიმწოდებლების ახლა გადადიან ლაზერზე დამყარებული ლითონის ფორმირების სამუშაო პროცესებზე.
Ხელიკრული
Რა არის დაშვებები თანამედროვე ლითონის ლაზერული დაჭრის შესაძლებლობების მიხედვით?
Თანამედროვე ლითონის ლაზერული დაჭრის მანქანები შეძლებენ ქვე-50 მიკრონის დაშვებების მიღწევას, რაც უზრუნველყოფს სიზუსტეს, რომელიც საჭიროა აეროკოსმოსურ და სამედიცინო მოწყობილობებში.
Როგორ უახლოვდება ლაზერით კვეთა მექანიკურ ნახევარზე ზუსტობით?
Ლაზერით კვეთა საერთო აზუსტო პოზიციონირებას (±0.02 მმ, მექანიკური ნახევარის შემთხვევაში ±0.1 მმ) და განმეორებადობას გთავაზობთ, ხოლო ხარისხის დაქვეითება მექანიკური მეთოდების გამოყენებისას არ ხდება.
Რატომაა ლაზერით კვეთა უპირატესობას უპირატესობას ათვისებული რთული გეომეტრიისთვის?
Ლაზერით კვეთა საშუალებას იძლევა ადვილად შეიკვეთოს ანალოგიურად თხელი მასალები და რთული დიზაინები, რაც რთულია მექანიკური მეთოდების გამოყენებით. ეს ხდება ბოჭკოვანი ლაზერების მეშვეობით, რომლებიც შეძლებენ მასალის სხვადასხვა სისქის დამუშაობას.
Როლს თამაშობს ავტომატიზაცია ლაზერით კვეთის სისტემებში?
CNC კონტროლი და რობოტული ჩატვირთვის სისტემები ამაღლებენ ლაზერით კვეთის მანქანების პროდუქტიულობას და ზუსტობას, რაც უზრუნველყოფს მასალის უკეთ გამოყენებას და დაწყების დროის შემცირებას.
Როგორ არის ლაზერით კვეთა სასარგებლო ავტომობილის და ავიაციის სექტორებისთვის?
Ლაზერული დამუშავების მანქანების სიზუსტე და მოქნილობა აეროკოსმოსურ და ავტომობილის მრეწველობაში კომპლექსური ნაწილების დასამზადებლად არის აუცილებელი, რადგან ისინი გვაძლევენ უკეთეს ზომის სიზუსტეს და მასალის დაზოგვას.
Შინაარსის ცხრილი
- Კომპლექსური ლითონის ფორმირების უმაღლესი სიზუსტე და სიზუსტე
- Მეტალის ლაზერული ჭრის მანქანების გამოყენებით რთული გეომეტრიის და დიზაინის მოწყობის შესაძლებლობა
-
CNC ავტომატიზაცია და ინტელექტუალური ფუნქციები თანამედროვე ლაზერულ მეტალდაჭრის მანქანებში
- CNC მართვის ინტეგრირება ლაზერული მეტალდაჭრის მანქანების სამუშაო პროცესებში
- Ავტომატიზაცია და სამუშაო სიმძლავრის გაზრდა რობოტების და უწყვეტი მუშაობის საშუალებით
- Სიზუსტის და პროცესის მონიტორინგის გაუმჯობესება გონივრული ფუნქციებით
- Მაღალი საწყისი ხარჯების და ავტომატიზაციიდან მიღებული გრძელვადიანი ROI-ს ბალანსირება
- Მაღალი ხარისხის ლაზერული ჭრის შედეგებისთვის გასაღებ პარამეტრების ოპტიმიზება
-
Კრიტიკული გამოყენება ავტომობილისა და ავიაკოსმოსურ ინდუსტრიებში
- Მეტალის ლაზერული დაჭრის მანქანების როლი ავიაციისა და ავტომობილების სექტორებში მეტალის რთული ფორმების დასამუშავებლად
- Შემთხვევის ანალიზი: ლაზერით დაჭრილი სტრუქტურული კომპონენტები ავიაციის სისტემებში
- Ზუსტი ფოლადის დამუშავების მეშვეობით მსუბუქი ავტომობილების მხარდაჭერა
- Ტენდენცია: ულტრა მაღალი სიმძლავრის ფენობრივი ლაზერული ჭრის მანქანების მიღების ზრდა
-
Ხელიკრული
- Რა არის დაშვებები თანამედროვე ლითონის ლაზერული დაჭრის შესაძლებლობების მიხედვით?
- Როგორ უახლოვდება ლაზერით კვეთა მექანიკურ ნახევარზე ზუსტობით?
- Რატომაა ლაზერით კვეთა უპირატესობას უპირატესობას ათვისებული რთული გეომეტრიისთვის?
- Როლს თამაშობს ავტომატიზაცია ლაზერით კვეთის სისტემებში?
- Როგორ არის ლაზერით კვეთა სასარგებლო ავტომობილის და ავიაციის სექტორებისთვის?