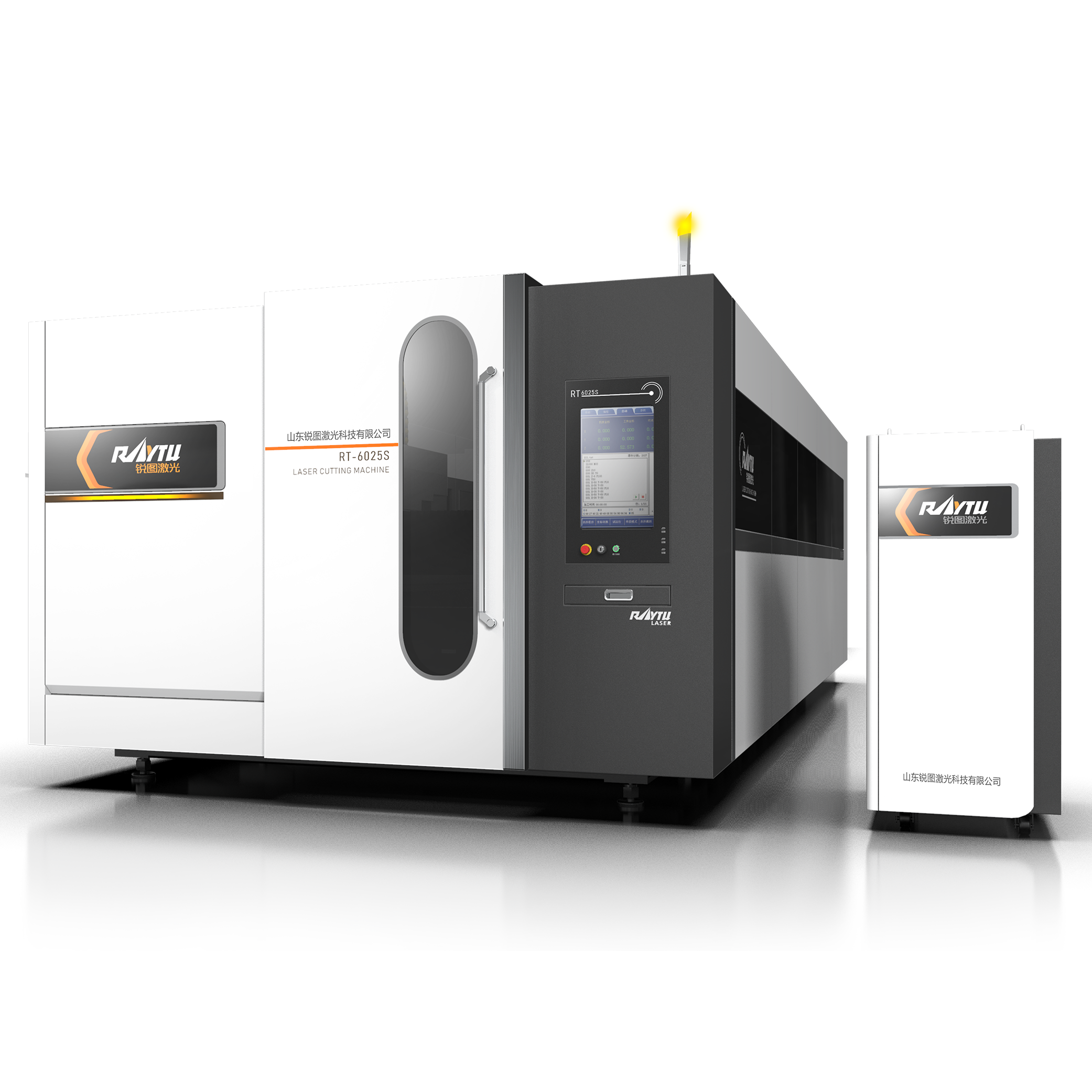
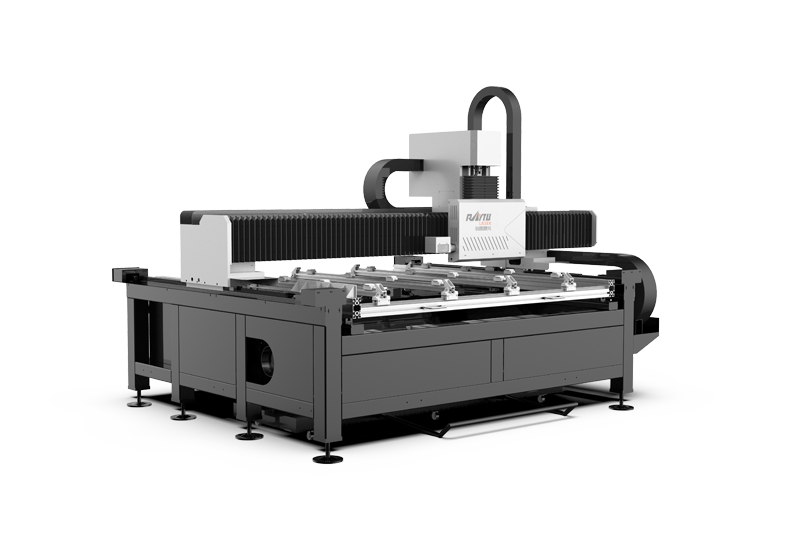
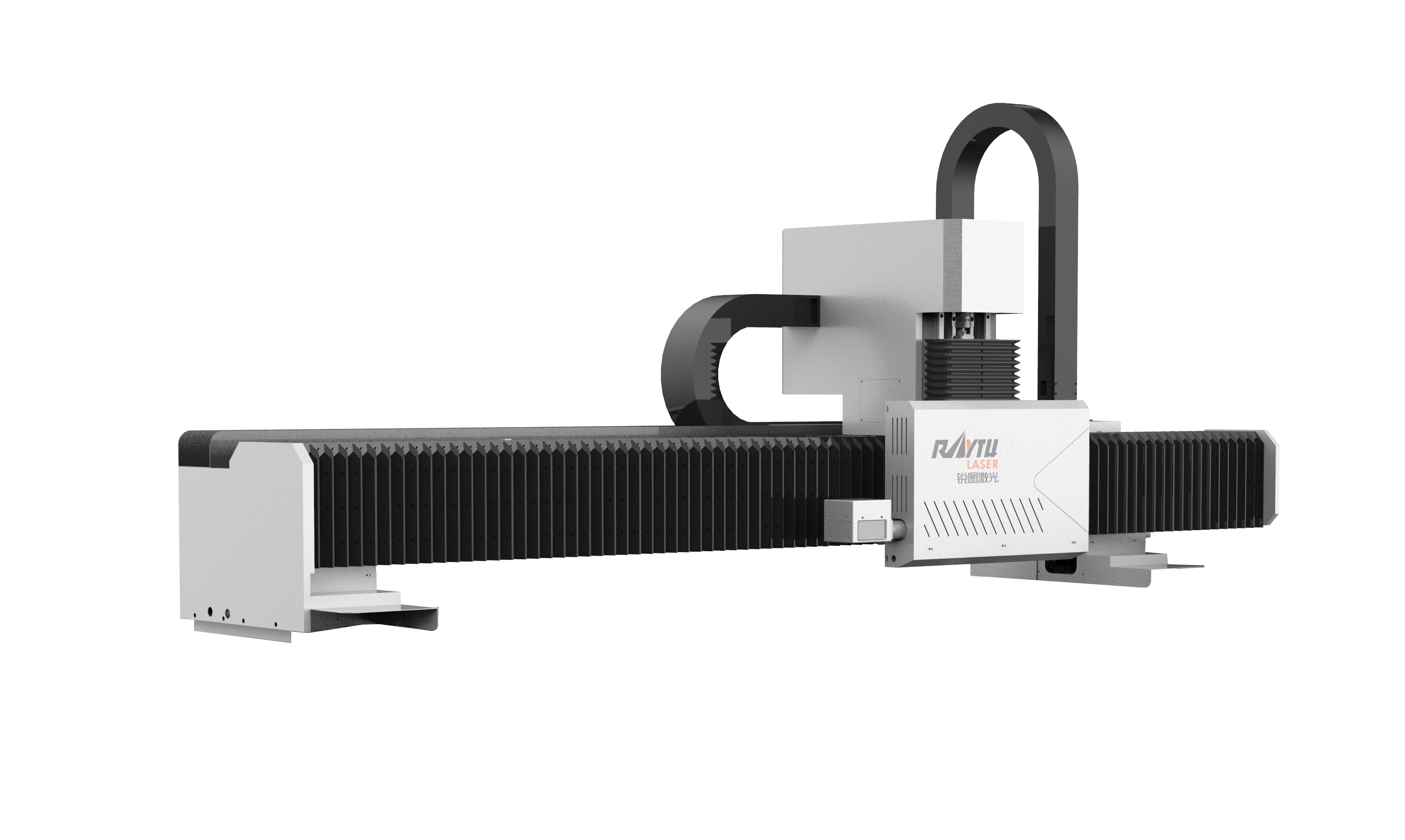
RT-MK1318 ლაზერული მანქანა მისაბმელის მილის დასამუშავებლად
Გასქელებული პროფილები შედუღების შემდეგ ასაკის დამუშავებას გადის, ხოლო გვერდითი ბარის საყრდენი ზედაპირი დამუშავდება კონსოლური მანქანით, რათა უზრუნველყოფილ იქნას სიზუსტე და სტაბილურობა
- Შესატანად
- Техნიკური პარამეტრები
- Ნიმუშის დაჭრა
- Დაკავშირებული პროდუქტები
Გასქელებული პროფილები შედუღების შემდეგ ასაკის დამუშავებას გადის, ხოლო გვერდითი ბარის საყრდენი ზედაპირი დამუშავდება კონსოლური მანქანით, რათა უზრუნველყოფილ იქნას სიზუსტე და სტაბილურობა
Ეროვნული სტანდარტის მაღალი სისქის პროფილები გამოყენებისას არ იშლება იოლად.
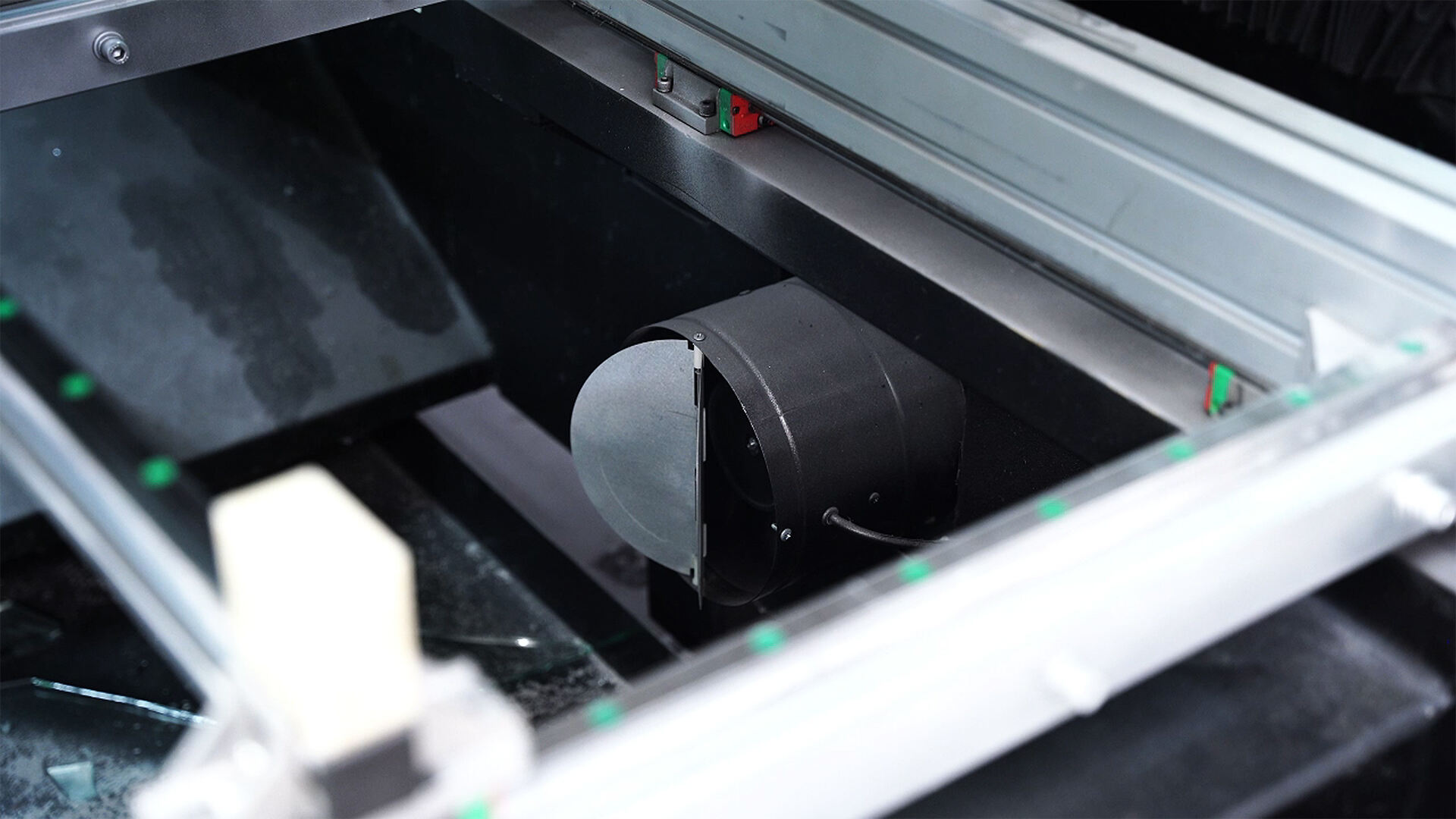
Მანქანის მუშაობის დროს ღუმბის ერთი მხრიდან ქვევით იბლოკს მაშინ, როდესაც მეორე მხარეს მტვრის ამოსაცილებელი ღუმბი ქვევით იბლოკს, რაც ეფექტურად ამოიცილებს მტვარს და ამცირებს გარემოს დაბინძურებას.
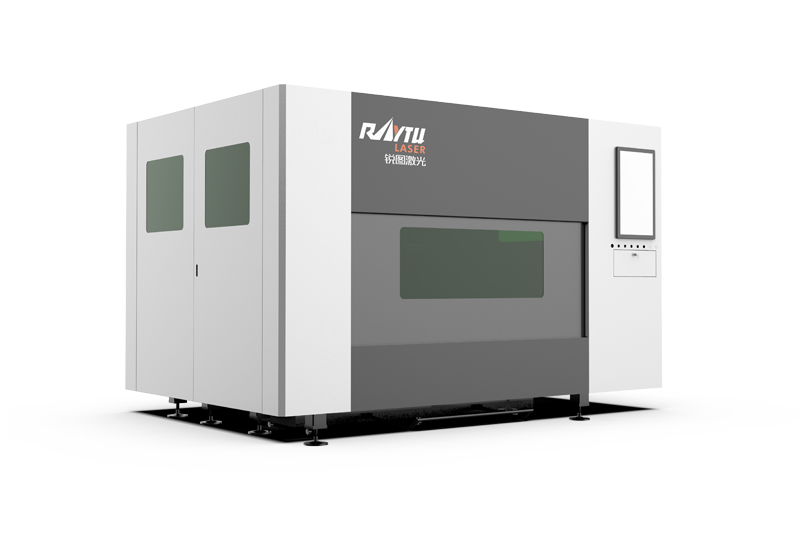
Დიდი შრომის კონსტრუქციული ფორმით მსუბუქი ძირის დიზაინით ხდება დაცული დაცვა ლაზერული ჭრისგან. წინა მხარესა და მარცხენა და მარჯვენა მხარეს დამაგრებულია ლაზერული დამცავი საყრე მისასადაგების მდგომარეობის დაკვირვების შესაძლებლობით; დიდი შრომა ეფექტურად აცილებს სინათლის გაჟონვას და აცავს ოპერატორის უსაფრთხოებას.
|
Ძირითადი პარამეტრები |
RT-1318:(სიგრძე)3230მმ(სიგანე)2300მმ(სიმაღლე)2150მმ |
|---|---|
|
Ფართობი, რომელიც დაფარებულია |
RT-1318:(სიგრძე)3230მმ(სიგანე)2300მმ(სიმაღლე)2150მმ |
|
Ზედა ფირმის სიმაღლე |
RT-1318:3500მმ*2500მმ |
|
Ძალის მოთხოვნები |
900მმ/გასასწორებელი |
|
Მონაცემის ძალა |
Ნულოვანი ხაზი, ერთი დენი, ერთი მიწის დენი, 220V |
|
Მაქსიმალური დამუშავების ზომა |
4.5 კილოვატი |
|
Მინიმალური დამუშავების ზომა |
RT-1318:1300მმ*1800მმ |
|
Ლაზერული სიმძლავრე |
10*10mm |
|
Ლაზერის სიცოცხლის ხანგრძლივობა |
F-120-GT-10-N2-PRO+ |
|
Ჭრის სისქე |
80000-100000 საათი |
|
Გამჭრის ზომა |
1-10 მმ |
|
Ქვიშის სიგანე |
Მინიმუმ 2მმ ხვრელი, მაქსიმუმ 150მმ |
|
Გადამუშავების სიჩქარე |
Მაქსიმუმ 80მმ (უფრო ფართო ინდივიდუალურად) |
|
Მექანიკური სიზუსტე |
0-40 მ/წთ (მეტრი/წუთში) |
|
Ლაზერული სიზუსტე |
≤±0,25 მმ |
|
Გრაფიკული ფორმატი |
EPS/DFF/PLT/CDR/AI/AC6 ვექტორული დიაგრამა |
Ნიმუშის დაჭრა