Яагаад RAYTU LASER-ийг сонгох вэ?
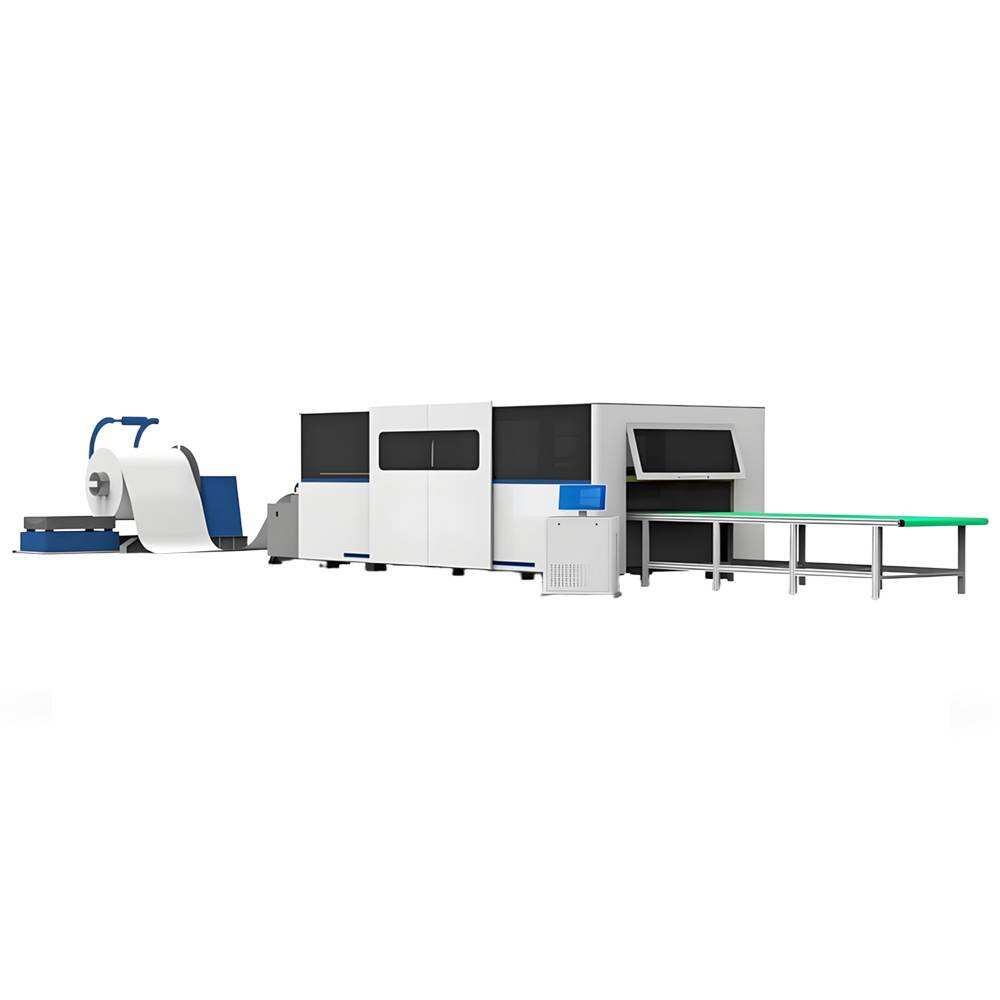
rAYTU LASER нь лазерийн тоног төхөөрөмжийн судалгаа, хөгжүүлэлт, үйлдвэрлэлийн салбарт жил бүтэн туршлагатай, Европын холбооны CE, АНУ-ын FDA болон ISO9001 стандартад нийцсэн чанарын баталгаатай, эрх зүйн хувьд тангараглалт олгосон үндэсний түвшний өндөр технологийн компани юм. Бидний үндсэн бүтээгдэхүүнүүд бол цахилгаан шилэн лазерийн хайчлах машин, гар авах лазерийн боодлын машин, нугалах тоног төхөөрөмжүүд юм. Их дээд 80 механик R&D мэргэжилтнүүдийн баг, 25,000м² хэмжээтэй уламжлалт үйлдвэртэй бид 100 гаруй оронд бүтээгдэхүүнээ экспортлож, дэлхий даяар 3,500 гаруй харилцагчийн итгэлийг хувилах болсон. Бид нарийн чанарын хяналт тавьдаг бөгөөд хүргэлтэнд бэлтгэхийн өмнө машин тус бүр гурван удаагийн шалгалт, 100 цагийн тасралтгүй ажиллагааны туршилтыг давж өнгөрдөг. Борлуулалт дараах дэмжлэгийн үйлчилгээ болгон томоохон асуудалд 1 цагийн дотор онлайн хариу өгөх, 36 цагийн дотор газар дээрх үйлчилгээ үзүүлэх, чиглүүлэгч дээжийн туршилт, мэргэжлийн сургалт зэрэгт үйлчилдэг. Стандарт загварыг 10 хоног, захидалт загварыг 25 хоногийн дотор хүргэж чаддаг тул таны үйлдвэрлэлийн шаардлагыг үр дүнтэй хангана. Та зар сурталчилгааны салбарт эсвэл автомашин үйлдвэрлэлд