
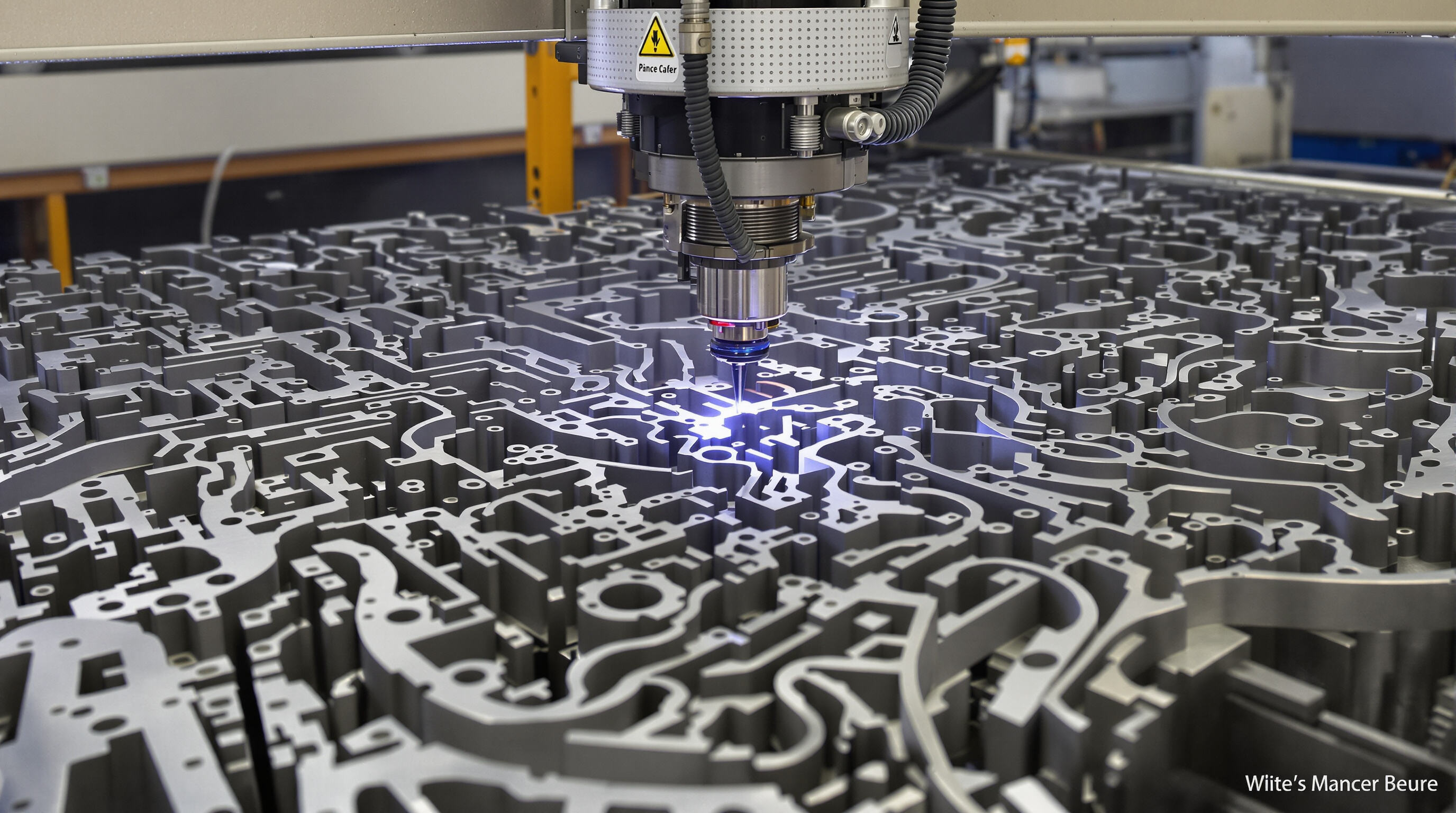
Нийлмэл металл хэлбэр үүсгэхэд үл дуурайх нарийвчлал, нарийн нарийвчлал
Өндөр нарийвчлалтай деталд металл лазерын огтлолтын зөвшөөрөл
Орчин үеийн металл лазерын огтлогч машин intechOpen 2023-аар 50 микрон доорхи зөвшөөрөлд хүрэх бөгөөд аэроаудны актюатор, эмнэлгийн төхөөрөмжийн деталд тавигдах хамгийн бат бөх шаардлагыг хангана. Энэ нарийвчлал нь 24/7 үйлдвэрлэлийн цикл явагдаж байхад нарийвчлалыг хадгалж байх битүү дэд систем, дулааныг зохицуулах модульд суурилдаг.
Эрс дээгүүр ирмэгийн чанар, нарийн зөвшөөрөгдөх хазайлт
Цахилгаан сав хийх төхөөрөмжинд чухал байдаг химийн боловсруулалтын тоног төхөөрөмжийн герметик сэлгээнд шаардлагатай Ra 1.6 мкм-ээс доошхи ирмэгийн нарийн чанарыг нэмэлт боловсруулалтгүйгээр олох боломжийг цахилгаан сав сул бүхий лазерын системүүд олгодог. Төвдөлсөн 1070 нм долгионы урт нь 0.15 мм-ээс бага завсар үүсгэх бөгөөд энэ нь дизайнерүүдэд плазмаар огтлох бусад аргуудтай харьцуулахад дөрөв нэгжийн дөнгөж 37% нягтран байрлуулах боломжийг олгодог.
Харьтсан боловсруулалтгүй байх нь материалын хэлбэрээ алдахыг хэрхэн бууруулдаг вэ
Механик пуншлагч нь 12–18 кН/см² хүчийг үйлчилдэг бол лазерын огтлолт нь төхөөрөмжийн даралтгүй байна. Энэ нь <3 мм зэвэрдэггүй ган хавтангийн муруйх, хөнгөн цагааны авиа орон зай хөтлөх хэсэгт цөгцөд микротрещин үүсэх, хар тугалган цахилгаан соронзон хамгаалалтын хэсэгт бүрхэг үүсэхээс сэргийлдэг.
Лазерын огтлолт ба механик аргуудын нарийн боловсруулалтын харьцуулалт
| Параметр | Цахилгаан сав сул лазерын огтлолт | Механик пуншлагч |
|---|---|---|
| Загварын дотоод зөвхөн байрлал | ±0.02 мм | ±0.1 мм |
| Ирмэгийн өнцгийн хазайлт | 0.5° | 2–3° |
| Давтамж (10 мянган огтлолт) | 99.98% | 98.4% |
| Төмөр хэрэгсэл хэвийн биш налдаг байдал | Байхгүй | +0.05 мм/хэвлэх |
Хүртэлх механик системд 7 хоног тутамд хэвлэх зүйлсийг тохируулах шаардлагатай байдаг бол хавчигчгүй процесс нь 100,000+ цагийн үйл ажиллагааны дараа ч тогтвортой нарийвчлалыг хадгалж байдаг.
Металл лазер огтлох машин ашиглан нарийн геометр болон загварын хувьд хүрээлэн бүрхэх боломжийг олгох
Лазерын технологийн тусламжтайгаар нарийн хэлбэр болон загварыг бий болгох
Лазерийн огтлогч машинууд нь метал ажиллагааны үйлдвэрлэгчид хэрхэн хандахыг нь өөрчилсөн бөгөөд энгийн хэрэгсэл нь зүгээр л хийж чаддаггүй хэлбэрүүдийг үүсгэж чаддаг. Ижил төрлийн огтлолтын аргууд нь огтлогч хэрэгслийн хэмжээгээр хязгаарлагддаг боловч цахилгаан кабелийн лазер нь 0.1-ээс 40 мм хүртэлх зузаан металл хуудсыг маш нарийн зүсэлтээр, заримдаа 0.1 мм-ийн өргөнтэйгээр огтолж чаддаг. Боломжит дэлгэрэнгүй мэдээлэл нь олон төрлийн хэрэглээг нээж өгдөг. Жишээлбэл, цахилгаан төхөөрөмжийн хамгаалалтын тулд тал нь мм-ээс бага нүхнүүд маш сайн ажилладаг. Машин эд ангиуд нь бараг л хазайлтгүй гладкийн муруй хэлбэртэй байх шаардлагатай бөгөөд нисдэг онгоцонд ашигладаг энгийн хэсгүүдийг нэг том хуудсаас огтолж авдаг. Компьютерийн тусламжтай загварчлал ба үйлдвэрлэлийн программ хангамжийн хувьд инженерүүд өөрсдийн нарийн 3D загваруудыг машиныг ойлгох боломжтой зааварчилгаанд хөрвүүлэхэд одоо ихээхэн хялбар болжээ. Энэ нь үйлдвэрийн талбайд хийгдэж буй зүйл нь загварын шатанд цаасан дээр зурагдсан зүйлтэй яг ижилхэн байна гэсэн үг юм.
Лазер огтлолын нарийн геометрүүдийг оновчлохын тулд төсөл зохион бүтээхэд анхаарах зүйлс
Овор доод хэсгүүдийг лазер огтлох үр ашигтай байдлыг дээшлүүлэхийн тулд:
| Фактор | Төслийн дээрх нөлөө | Оновчлолтын стратеги |
|---|---|---|
| Огтлолын өргөн (0.1–0.3 мм) | Хоорондоо шахагдсан хэсгүүдийн зайг нөлөөлнө | CAD загваруудад нөхөн олгох |
| Дулааны нөлөөний бүс | Нимгэн (<1 мм) металлуудад муруйх эрсдэлтэй | Цахилгаан эрчим хүчний харьцааг тохируулах |
| Дотоод өнцгийн радиус | Хамгийн багадаа материал зузааны 0.2× | Тохируулга хийх замын алгоритм ашиглах |
Шигшсэн байршлын арга ба өндөр ашиглалтын үр дүнд хамгийн бага хэмжээний материал хаягдал гарна
Дэвшилтэт шигшсэн байршлын программ нь хэсгүүдийн байршлыг оновчтой болгож материал ашиглалтыг 92–98% хүртэл нэмэгдүүлдэг. Жишээлбэл, 1500×3000 мм-ийн самар зэсэн дээрээс 100 ширхэг цахилгаан халаалтын системийн хэсгийг огтлоход плазмын огтлолттой харьцуулахад хаягдал 35% буурна. Тасралтгүй огтлох горим ба автоматаар самар материал үлдэгдлийг хянах нь томоохон үйлдвэрлэлийн үед ашиглалтыг илүү сайжруулдаг.
CNC автоматжуулалт ба шинэ технологийн металл лазер огтлогч машинд бүрдүүлэх онцлог шинж чанарууд
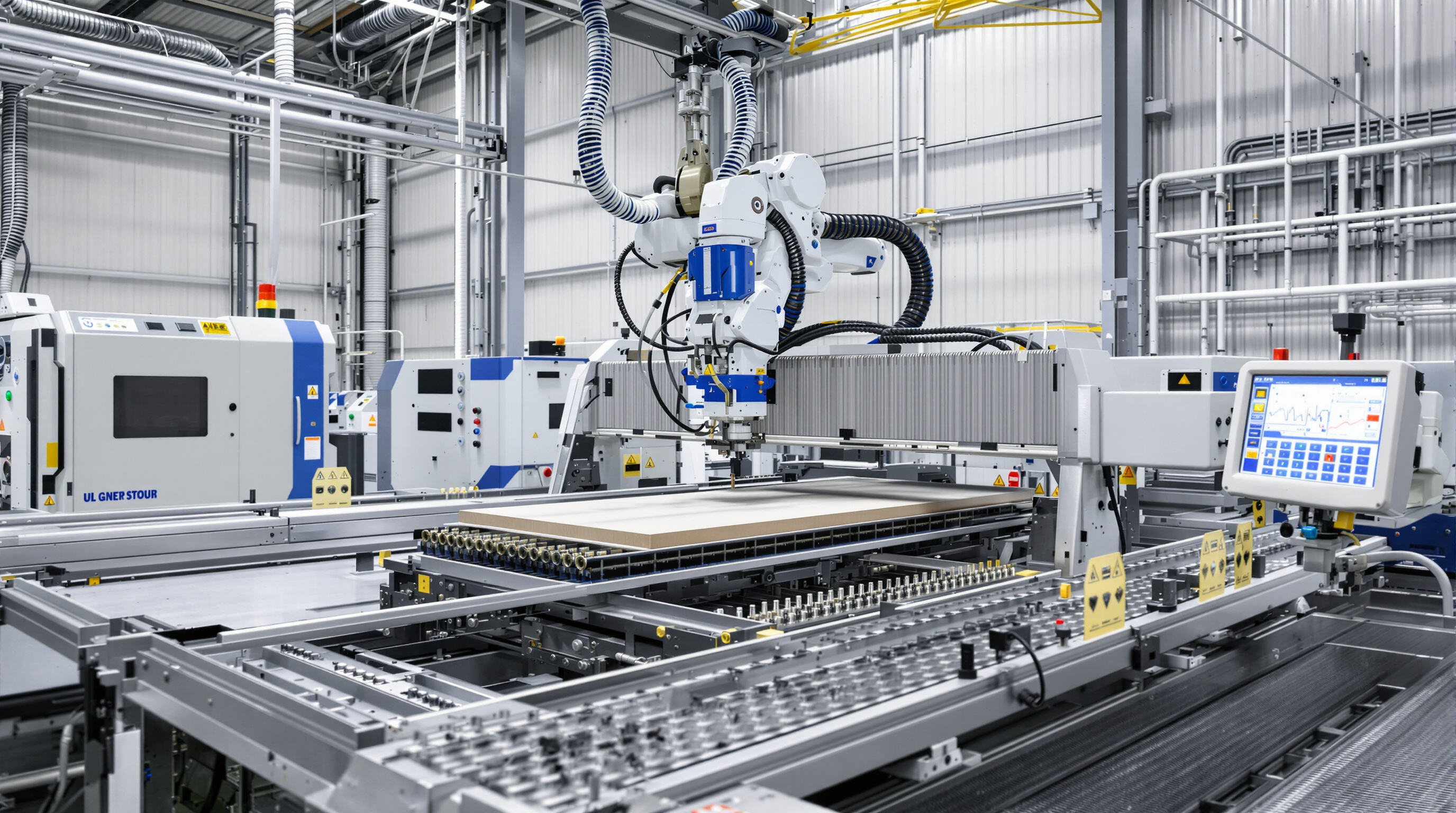
Металл лазер огтлогч машины ажлын урсгалд CNC удирдлагыг нэгтгэн багтаах
Өнөөгийн металл лазер огтлох тоног төхөөрөмж нь давтагдах нарийвчлалыг компьютерийн тоон хяналтын (CNC) системийн тусламжтайгаар ойролцоогоор 0.1 мм-ээр хүртэл хүртэл хэмжээнд хангаж чаддаг. Эдгээр төхөөрөмжүүд ажилдаа яагаад чадварлаг вэ? Тэдгээ нэгэн зэрэг гурван үндсэн зүйлийг хянах боломжтой: лазерын гаралтын хүч, материалыг хөдөлгөх байрлал, нэмэлт хийн урсгалын хурд. Програмчлагчид тохируулж болох зуун гаруй тохиргоо байдаг тул үйлдвэрүүд хэзээ ч ажиллаж, төвөгтэй хэлбэрүүдийг ч мөн үйлдвэрлэж чаддаг. Үйлдвэрлэгчид 4-р ерөнхийлөгчийн технологийг өөрийн үйл ажиллагаанд нэвтрүүлэхэд төхөөрөмжид нэмэлт давуу тал олгодог. Төхөөрөмжүүд бодит цагт ажиллах явцдаа материалтай холбоотой мэдээллийг мэдрүүлэгчдээс авч өөрсдөө тохируулга хийдэг. Одоо үйлдвэрт бэлтгэх ажил хамаагүй бага хугацаа авч байна. Цаашлаад зарим компанийн мэдээлснээр гар утасны тохиргооны бэлтгэлтийн хугацааг 1/3-аар бууруулсан байна.
Роботын автоматжуулалт, бүтээгдэхүүний бүтээмжийг нэмэгдүүлэх, тасралтгүй ажиллагааг хэрэгжүүлэх
Олон ширхэг хүснэгттэй ажиллах үед роботын ачаалалт нь автомашины шинэр металлын хэрэглээнд бүтээлийг 40%-иар нэмэгдүүлдэг. Нэг ажилтан нь төвийн HMI интерфейсээр зургаан төхөөрөмжийг зэрэг удирдах боломжтой бөгөөд AI-аар тохируулсан байршлын тусламжтайгаар 93% материалыг ашиглаж чаддаг.
Нарийн төвөгт ажлыг хянах болон процессийг сайжруулах ухаалаг онцлогууд
Цацрагийн чанарын сенсорууд 10 цагийн турш <0.9 мм·мрад нарийцалыг хадгалж байх бөгөөд дулааны компенсацын алгоритмууд линз дулааны нөлөөллийг зогсоох (±0.05 мм хэлбэлзэл). Урьдчилан сэргийлэх засварын систем нь 48 цагийн өмнө нүхний элэгдлийг таамаглаж, төлөвлөгөөгүй зогсолтыг багасгана.
Автомшилын урт хугацаат ROI-г анхны өндөр зардалтай тэнцвэрлэх
Механик аналогуудтай харьцуулахад цацрагийн металл огтлох төхөөрөмжүүд нь 20–30% илүү өндөр анхны хөрөнгө оруулалт шаарддаг ч, энерги хэмнэлттэй ширээний цацраг (CO₂ загваруудын хувьд дунджаар 3.5 кВт хэрэглээ vs 7 кВт) болон бага хөдөлмөрийн зардал нь дунд хэмжээний үйлдвэрлэгчдийн хувьд 18–26 сарын дотор хөрөнгө оруулалтын өгөөжийг олгодог.
Чанартай лазер огтлолтын үр дүнгийн тулд түлхүү параметрүүдийг оновчлох
Гурван хамааралтай хувьсагчийг ижилсэн үед металлыг лазераар огтлох төхөөрөмжүүд дээд үр дүнг харуулна: лазерын чадал, огтлох хурд, туслах хийн сонголт.
Лазерын чадал, огтлох хурд, туслах хийн сонголт
Орчин үеийн огтлолтын ихэнх системүүд нь 1-ээс 20 киловаттын хүрээнд ажилладаг. Илүү зузаан материалтай ажиллах үед илүү их чадал нь огтлолтыг хурдан хийх боломжийг олгодог ч гэсэн хэт их дулааныг зохицуулах чадвар шаарддаг. Огтлолтын сонгомол хурд нь ерөнхийдөө минутанд 5-50 метрийн хооронд байдаг. Энэ нь материал дээр хэт их дулаанаас үүдэлтэй гажилт үүсэхгүйгээр үр ашигтай ажиллагааг хангаж өгдөг. Янз бүрийн төрлийн металлыг огтлохдоо операторууд тусгай нэмэлт хийг ашигладаг. Хүчилтөрөгчийг нүүрстөрөгчийн ганг огтлохдоо ашиглах нь сайн бол азотыг эрдэнэ ганг огтлохдоо ашиглах нь илүү тохиромжтой. Эдгээр хийн тусламжтайгаар процесс явагдаж байх үед хүссэнгүй исэлдэлтийг саатуулж болдог. Гэвч хэрэв хийн даралт зөв байхгүй бол санадгүй асуудал үүсч болзошгүй. Тухайн тохируулга зөрүүтэй байхад зүйл бага хэмжээтэй ч алдаа гарсан ч тухайн хэмжээнд нарийн нарийвчлал нь 30%-иар буурч болдог.
Цацрагийн чанар болон фокусын цэгийн хэмжээ огтлолтын нарийвчлалд үзүүлэх нөлөө
Цацрагийн чанар (M² ≤ 1.1 нь хөнгөн цахилгаан лазер дээр) энерги тархалтыг тодорхойлдог бөгөөд нарийн төвтэй цэгүүд (0.1–0.3 мм) нарийн төвөгтэй онцлог шинж чанарыг боломж болгодог. 2024 оны нарийн техник хийцийн тайлангийн мэдээнээс үзэхэд ±0.05 мм фокусын гүн нарийн тогтвортой байх лазерууд нь агаарын тээврийн хэсэгт эхний удаагийн гаралтыг 98% хүртэл боловсруулдаг.
Материалын зузаан ба төрөл: Нарийн хэлбэрийг боловсруулах параметрийг тохируулах
Хэрэв 15 мм-с эрс дээш зэв хэрэглэх бол алюминийн төстэй зузааны хувьд лазерын системд ойролцоогоор 40% илүү чадал шаардагдана. Цагаан зэв нь лазерын цацрагийг ойлгодог тул тэдгээрийг хэвийн таслахаас илүү импульсийн таслалтанд шилжүүлэх нь дээр. 6 мм-с бага хавтгай титанийг аргон хийн хамгаалалтанд таслах үед минутанд ойролцоогоор 25 метр хурдтай ажиллах нь хамгийн сайн байдаг. Олон үйлдвэрүүд параметрийн сангийн хувьд хөрөнгө оруулалт хийснээр томоохон хэмжээний хэмнэлт гардагийг олж мэдсэн. Эдгээр систем нь туршилтын таслалтаас гарах хаягдлыг ойролцоогоор 2/3 хэмжээгээр бууруулдаг бөгөөд энэ нь томоохон хэмжээний хэмнэлт юм. Мөн нэгэн цагт тэдгээрийн нарийн дайралтын хязгаарыг барьж чаддаг бөгөөд бүтээгдэхүүний нарийвчлалын алдааг нэг производцийн дотор материалыг солих үед ч хамгийн багадаа ±0.1 мм дотор байлгадаг.
Автомашин ба Нарны технологиудын санаачилга
Агаарын тээвэр, автомашины салбарт нарийн металл хэлбэр дүрсийг боловсруулахад металл лазер таслагчийн үүрэг
Металл хайчлах лазерийн төхөөрөмжүүд нь ±0.05 мм нарийвчлалд хүрэх бөгөөд энэ нь агаарын тээврийн түлшний сав хийх эсвэл автомашины шилжүүлэгчийн хэсгүүдийг үйлдвэрлэх үед маш чухал байдаг. Плазмын хайчлалтын аргатай харьцуулахад эдгээр лазерын системүүд нь ерөнхийдөө хэмжээний нарийвчлалыг 15-25 хувь сайжруулдаг бөгөөд агаарын тээврийн салбарын AS9100 стандартыг хангахын тулд үйлдвэрлэгчид энэ нарийвчлалыг шаарддаг. Автомашинд зориулсан талаар уламжлагдсан хэтэрхий хүчтэй ганг лазераар хайчлах нь тээврийн хэрэгслийн жинг ойролцоогоор 19 хувиар багасгаж, мөн мөргөлдөөний аюулгүй байдлыг алдагдуулахгүйгээр хөнгөлөлт оруулдаг. Энэ төрлийн нарийвчлал нь жижиг сайжруулалт чухал байдаг хоёр салбарт ч ихээхэн ялгаа гаргаж авдаг.
Туршлагын жишээ: Агаарын тээврийн системд лазераар хайчилсан бүтцийн хэсгүүд
Сүүлийн үеийн нисэх бөмбөгний төслөөр 6 кВт-ийн ширхэг лазер огтлогч машиныг ашиглан титанан наад заадасны ханын зузааныг 0.1 мм-ээр үйлдвэрлэв. Зузаан багатай материалын хэлбэрээ алдахгүйгээр хэвийн бус процесс нь хэмжээний нарийвчлалыг 12,000 ширхэг хэсэгт 99.8% хүртэл байлгав. Энэхүү хэрэглээ нь дэвсэн хэсгүүдтэй харьцулахад цуглуулгын цагийг 40%-иар бууруулжээ.
Нарийн металлын хавтангийн нарийн боловсруулалтаар автомашинд хөнгөн жинтэй байдлыг дэмжих
Лазер огтлох нь EV баттерейн хайрцаг, шассийн хэсгүүдэд шаардлагатай хөнгөн цагаан болон дэвшилтэт нийлмэл материалын нарийн 3D хэлбэрүүдийг хялбарчилдаг. Автомашины үйлдвэрлэгчид дэвсэн оролттой хэсгүүдийг <0.2 мм байрлалын нарийвчлалтай хадгалж байх үед нийлүүлэлтийн хэмжээг 22% хүртэл бууруулжээ.
Долгион: Супер өндөр чадлын ширхэг лазер огтлогч машинуудын хэрэглээ өсөж байна
Одоо автомашины салбарт 30 кВт-ийн ширхэг лазерийг хэрэглэдэг бөгөөд 1.8 м/мин хурдтайгаар 25 мм зузаан борон хайлш хувааж чаддаг байна. Энэ нь өмнөх системүүдээс 300% илүү үр ашигтай байна. Агаарын тээврийн нийлүүлэгчид нь турбины хэсэгт зориулсан дулаан мэдрэг никель хайлшийг боловсруулахдаа хоёр лазерын бүрдлийг хэрэглэж байна. Түүний нарийвчлал нь ±0.02 мм байна.
Хэрэглээг нэмэгдүүлэгч гол давуу талууд:
- Нарийвчлалын хэмжээг томруулах : Хуваах нарийвчлал 2019–2024 онд жил бүр 8% сайжирч байна
- Материалын хувьд сонголт хийх боломжтой : Нэг машин нь 30-аас дээш төрлийн металлыг боловсруулж чаддаг
- Эрчим хүчний үр ашиг : CO₂ лазерийн харьцаагаар цахилгаан хэрэглээг 40% бууруулна
Энэ технологийн нэгдэл нь ирээдүйн тээврийн хэрэгсэл үйлдвэрлэх үндсэн процесс болох лазерийн хайчлах технологийг бэхжүүлж байна. Одоо 73% I зэрэглэлийн нийлүүлэгчид металл хэлбэр дүрсийг лазерийн тусламжтайгаар боловсруулах аргыг стандартчилж эхэлсэн байна.
Түгээмэл асуулт
Орчин үеийн металлыг лазераар хайчлахад ямар зөрөөтэй нарийвчлалд хүрэх вэ?
Орчин үеийн металлыг лазераар хайчлах машиныг суб-50 микрон нарийвчлалд хүртэл хайчлах боломжтой бөгөөд энэ нь аэро, орчин үеийн төхөөрөмжийн салбарт шаардагдах өндөр нарийвчлалыг хангаж чаддаг.
Лазер хайчлах нь нарийн төвөгтэйгээр харьцуулахад механик пуншлагд хэрхэн харьцдаг вэ?
Лазер хайчлах нь ихэвчлэн байрлалын нарийн төвөгтэй байдаг (механик аргаар пуншлагдах ±0.1 мм-т ±0.02 мм) бөгөөд инструмент элэгдэх нөлөөгүйгээр давтагдах чадвартай байдаг.
Лазер хайчлах нь нарийн геометр бүхий деталд яагаад давуу талтай вэ?
Лазер хайчлах нь маш нарийн огтлолт болон нарийн загварыг хийх боломжийг олгодог бөгөөд энэ нь традицион механик аргуудаар хийхэд төвөгтэй байдаг. Энэ нь материалын олон төрлийн зузааныг хандлагад зориулагдсан ширхэг лазерийн тусламжтай хийгддэг.
Орчин үеийн лазер хайчлах системд автоматжуулалт ямар үүрэг гүйцэтгэдэг вэ?
CNC удирдлага болон роботын ачаалалтын систем нь лазер хайчлах машинуудын үр ашгийг болон нарийн төвөгтэй байдлыг сайжруулж, материалыг илүү сайн ашиглах боломжийг олгох бөгөөд суурилуулах хугацааг багасгадаг.
Лазер хайчлах нь автомашины болон агаарын тээврийн салбарт ямар ашигтай вэ?
Лазерын огтлогч машинийн нарийвчлал ба уян хатан байдал нь агаарын болон автомашины үйлдвэрлэлд нарийн хэсгүүдийг үйлдвэрлэхэд чухал бөгөөд хэмжээний нарийвчлалыг сайжруулж, материал хэмнэх боломжийг олгодог.
Гарчиг
- Нийлмэл металл хэлбэр үүсгэхэд үл дуурайх нарийвчлал, нарийн нарийвчлал
- Металл лазер огтлох машин ашиглан нарийн геометр болон загварын хувьд хүрээлэн бүрхэх боломжийг олгох
-
CNC автоматжуулалт ба шинэ технологийн металл лазер огтлогч машинд бүрдүүлэх онцлог шинж чанарууд
- Металл лазер огтлогч машины ажлын урсгалд CNC удирдлагыг нэгтгэн багтаах
- Роботын автоматжуулалт, бүтээгдэхүүний бүтээмжийг нэмэгдүүлэх, тасралтгүй ажиллагааг хэрэгжүүлэх
- Нарийн төвөгт ажлыг хянах болон процессийг сайжруулах ухаалаг онцлогууд
- Автомшилын урт хугацаат ROI-г анхны өндөр зардалтай тэнцвэрлэх
- Чанартай лазер огтлолтын үр дүнгийн тулд түлхүү параметрүүдийг оновчлох
-
Автомашин ба Нарны технологиудын санаачилга
- Агаарын тээвэр, автомашины салбарт нарийн металл хэлбэр дүрсийг боловсруулахад металл лазер таслагчийн үүрэг
- Туршлагын жишээ: Агаарын тээврийн системд лазераар хайчилсан бүтцийн хэсгүүд
- Нарийн металлын хавтангийн нарийн боловсруулалтаар автомашинд хөнгөн жинтэй байдлыг дэмжих
- Долгион: Супер өндөр чадлын ширхэг лазер огтлогч машинуудын хэрэглээ өсөж байна
-
Түгээмэл асуулт
- Орчин үеийн металлыг лазераар хайчлахад ямар зөрөөтэй нарийвчлалд хүрэх вэ?
- Лазер хайчлах нь нарийн төвөгтэйгээр харьцуулахад механик пуншлагд хэрхэн харьцдаг вэ?
- Лазер хайчлах нь нарийн геометр бүхий деталд яагаад давуу талтай вэ?
- Орчин үеийн лазер хайчлах системд автоматжуулалт ямар үүрэг гүйцэтгэдэг вэ?
- Лазер хайчлах нь автомашины болон агаарын тээврийн салбарт ямар ашигтай вэ?