
Ongekende precisie en nauwkeurigheid bij complexe metaalvormgeving
Toleranties bij metaal lasersnijden voor hoogwaardige componenten
Modern metaal laser snijmachines bereik sub-50 micron toleranties (IntechOpen 2023), en voldoe aan de strengste eisen voor aerospace-actuatoren en medische apparatuurcomponenten. Deze precisie komt voort uit gesloten-loop positioneringssystemen en thermische compensatiemodules die de nauwkeurigheid in stand houden gedurende 24/7 productiecycli.
Uitstekende randkwaliteit en nauwe tolerantiebeheersing
Fiberlasersystemen produceren randruwheidswaarden beneden Ra 1,6 µm zonder nabewerking – cruciaal voor gasdichte verbindingen in chemische procesapparatuur. De geconcentreerde golflengte van 1070 nm maakt snijbreedtes mogelijk van minder dan 0,15 mm, waardoor ontwerpers complexe geometrieën 37% compacter kunnen plaatsen dan bij plasmazagen.
Hoe niet-contactbewerking materiaalvervorming vermindert
In tegenstelling tot mechanisch ponsen, dat 12–18 kN/cm² aan kracht uitoefent, brengt lasersnijden geen gereedschapsdruk over. Dit voorkomt kromtrekken van roestvrijstaalplaten met een dikte van <3 mm, braamvorming op koperen EMI-schermingscomponenten en microscheurtjes in gehard aluminium luchtvaartbeugels.
Vergelijking van lasersnijden met mechanische methoden qua precisie
| Parameter | Vezellaser snijden | Mechanisch ponsen |
|---|---|---|
| Positioneel nauwkeurig | ±0,02 mm | ±0,1 mm |
| Randhoekafwijking | 0.5° | 2–3° |
| Herhaalbaarheid (10.000 sneden) | 99.98% | 98.4% |
| Invloed van Tool Slijtage | Geen | +0,05 mm/druk |
Het contactloze proces behoudt een consistente nauwkeurigheid gedurende 100.000+ bedrijfsuren, in tegenstelling tot mechanische systemen die wekelijks afgesteld moeten worden.
Mogelijk maken van complexe geometrieën en ontwerpvrijheid met metalen laser snijmachines
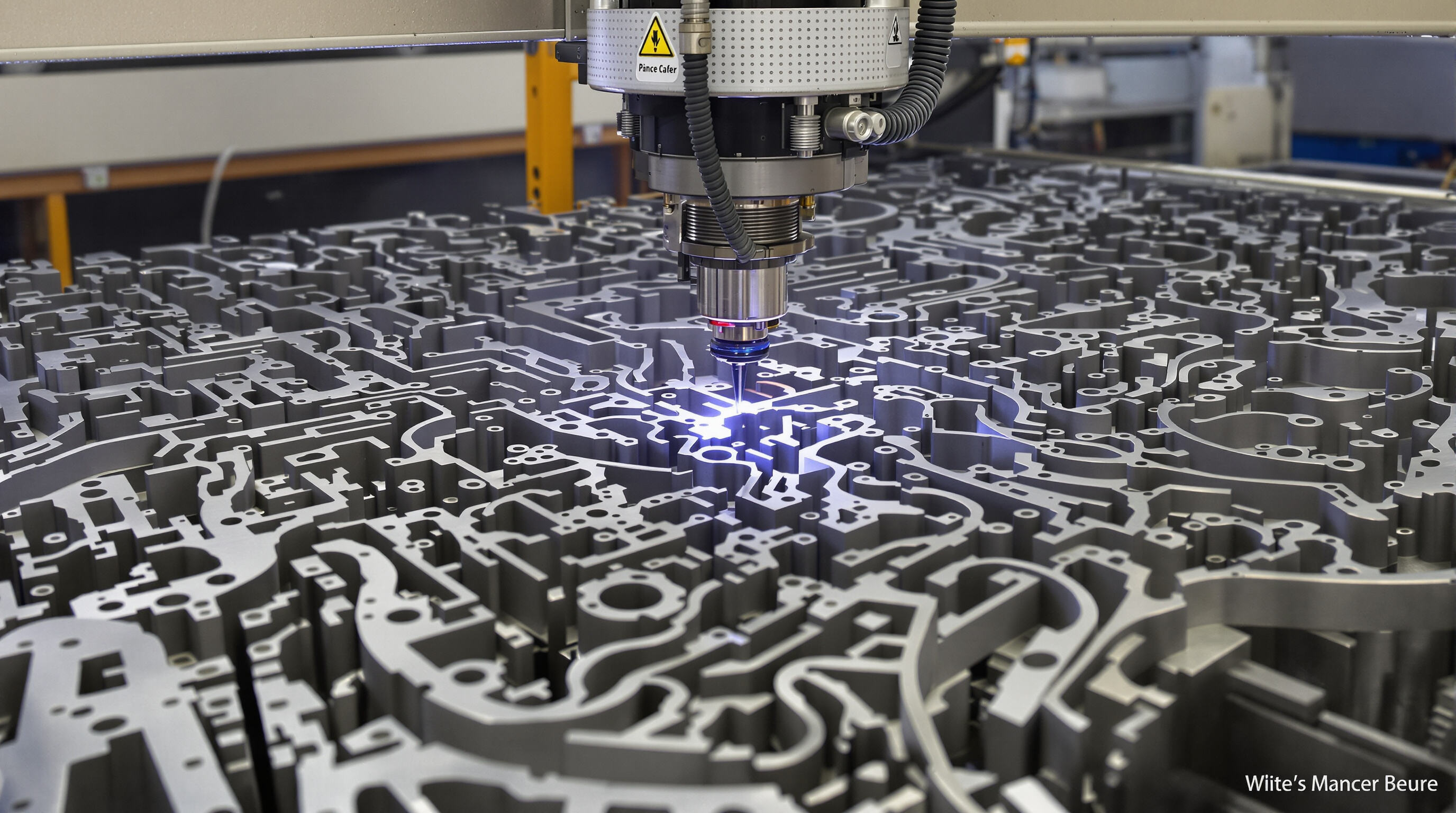
Complexe vormen en ingewikkelde ontwerpen gerealiseerd dankzij lasertechnologie
Lasersnijmachines hebben de manier waarop fabrikanten met metaal werken, veranderd omdat ze vormen kunnen maken die reguliere gereedschappen gewoon niet kunnen maken. Traditionele snijmethoden worden beperkt door de grootte van de daadwerkelijke snijgereedschappen, maar vezellasers kunnen metalen verwerken van 0,1 tot 40 mm dikte met uiterst dunne sneden, soms zo smal als 0,1 mm. Het niveau van detail dat mogelijk is, opent allerlei toepassingen. Kleine gaten onder de half millimeter werken bijvoorbeeld uitstekend voor afscherming van elektronische apparaten. Auto-onderdelen hebben die soepele bochten nodig met bijna geen afwijking, en dan zijn er die chique beugels die in vliegtuigen uit één grote plaat worden gesneden in plaats van uit afzonderlijke stukken. Wat betreft software voor computer-aided design en productie vinden ingenieurs het tegenwoordig veel eenvoudiger om hun complexe 3D-ontwerpen om te zetten in instructies die de machines daadwerkelijk begrijpen. Dat betekent dat wat op de fabrieksvloer wordt gemaakt, exact lijkt op wat tijdens het ontwerpstadium op papier stond.
Overwegingen bij het ontwerpen voor het optimaliseren van complexe geometrieën bij laser snijden
Om de efficiëntie van lasersnijden te maximaliseren voor ingewikkelde onderdelen:
| Factor | Invloed op het ontwerp | Optimalisatie Strategie |
|---|---|---|
| Snijbreedte (0,1–0,3 mm) | Beïnvloedt de speling van in elkaar grijpende onderdelen | Compenseer dit in CAD-modellen |
| Warmtebeïnvloede zone | Risico op vervorming bij dunne metalen (<1 mm) | Pas de vermogen/snelheidsverhoudingen aan |
| Binnenste hoekradii | Minimum 0,2× materiaaldikte | Gebruik adaptieve bochtalgorithmes |
Minimale materiaalverspilling door nauwe nesting en hoge opbrengstefficiëntie
Geavanceerde nestingsoftware verhoogt de materiaalbenutting tot 92–98% door optimalisatie van de onderdelenindeling. Bijvoorbeeld: het zagen van 100 airco-onderdelen van roestvrij staal uit een 1500×3000 mm plaat vermindert de afvalhoeveelheid met 35% vergeleken met plasmazagen. Continue zagemodi en automatische restplaatregistratie verbeteren verder de opbrengst bij productie in grote volumes.
CNC-automatisering en slimme functies in moderne metalen laserzaagmachines
Integratie van CNC-besturing in de werkwijzen van metalen laserzaagmachines
De huidige metalen laser snijapparatuur kan tegenwoordig een herhaalnauwkeurigheid van ongeveer 0,1 mm behalen dankzij die geavanceerde CNC-systemen die we allemaal kennen als Computer Numerical Control. Wat maakt deze machines zo goed in hun werk? Ze regelen tegelijkertijd drie hoofdzaken: hoeveel vermogen de laser levert, waar de laser zich over het materiaal beweegt, en de stroomsnelheid van het hulpgas. Er zijn honderden verschillende instellingen die programmeurs kunnen aanpassen, wat betekent dat fabrieken onafgebroken kunnen draaien, zelfs bij het maken van zeer complexe vormen. Wanneer producenten beginnen met het integreren van Industrie 4.0-technologieën in hun bedrijfsprocessen, krijgen ze nog een extra boost. De machines passen zichzelf feitelijk tijdens het werk aan op basis van wat de sensoren hun vertellen over het materiaal dat wordt gesneden. De voorbereidingstijd duurt tegenwoordig ook nergens meer zo lang. Sommige bedrijven melden dat hun voorbereidingstijd met bijna een derde is gereduceerd in vergelijking met de ouderwetse manuele instellingen van slechts een paar jaar geleden.
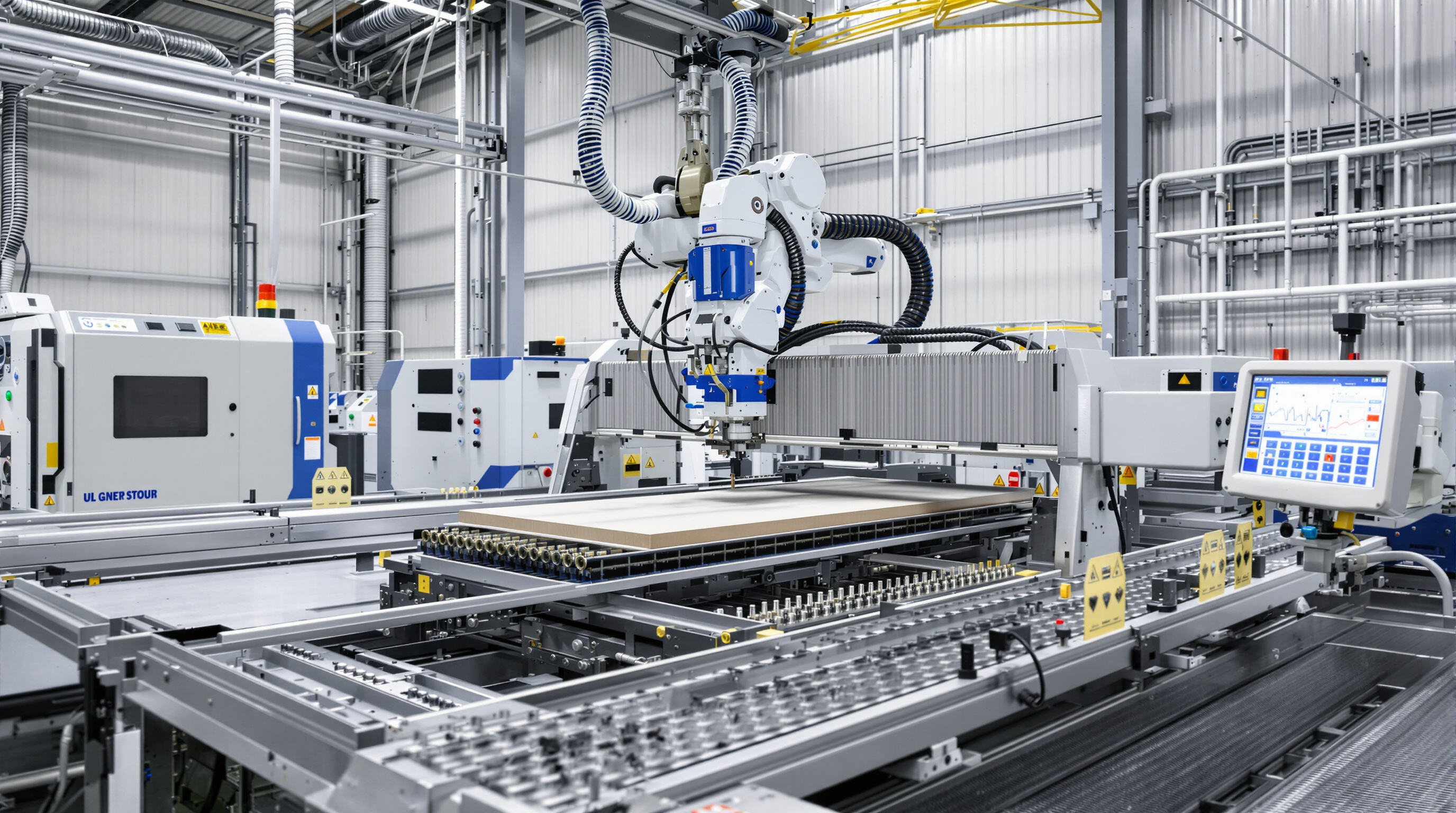
Automatisering en Productiviteitswinst Door Toepassing van Robotica en Continu Produceren
Robotische laadsystemen in combinatie met multi-tafel workflows verhogen de productiviteit met 40% in automotive plaatmetaal toepassingen. Een enkele operator kan tegelijkertijd zes machines beheren via geïntegreerde HMI-interfaces en bereikt 93% materiaalbenutting dankzij AI-geoptimaliseerde nesting.
Slimme functies voor verhoekte precisie en procesbewaking
Balkwaliteitssensoren behouden <0,9 mm·mrad stabiliteit tijdens 10-uurs draaiuren, terwijl thermische compensatie-algoritmen lensverhittings effecten tegengaan (±0,05 mm drift). Voorspellende onderhoudssystemen voorspellen slijtage van de spuitmond 48 uur voor het uitvalt, waardoor ongepland stilstandtijd wordt geminimaliseerd.
Balans tussen hoge initiële kosten en langtermijn ROI van automatisering
Hoewel geavanceerde metalen laser snijmachines 20–30% hogere voorafse investering vereisen dan mechanische alternatieven, leveren hun energie-efficiënte fiber lasers (3,5 kW gemiddeld verbruik t.o.v. 7 kW voor CO₂ modellen) en verminderde arbeidskosten een ROI binnen 18–26 maanden voor midden-grote productiebedrijven.
Optimalisatie van sleutelparameters voor hoogwaardige laserzaagresultaten
Metalen laserzaagmachines bereiken een piekprestatie wanneer operators drie onderling afhankelijke variabelen in balans brengen: laserkracht, zaagsnelheid en hulp gasselectie.
Laserkracht, Zaagsnelheid en Hulp Gasselectie
De meeste moderne snijsystemen werken binnen een bereik van ongeveer 1 tot 20 kilowatt. Bij het verwerken van dikkere materialen betekent meer vermogen snellere sneden, maar dit gaat ten koste van de noodzakelijke warmteregeling. De ideale snijsnelheid ligt meestal tussen 5 en 50 meter per minuut. Dit helpt om efficiëntie te behouden zonder dat het materiaal te veel vervormt door de warmte. Voor verschillende metalen verlaten operators zich op specifieke hulp gassen. Zuurstof werkt goed voor het snijden van koolstofstaal, terwijl stikstof beter geschikt is voor toepassingen met roestvrij staal. Deze gassen voorkomen ongewenste oxidatie tijdens het proces. Maar let op als de gasdruk niet correct is ingesteld. Zelfs kleine fouten op dit punt kunnen leiden tot grote problemen, met name bij dunne materialen waarbij de nauwkeurigheid van de rand ongeveer 30% kan afnemen wanneer de instellingen slechts iets afwijken.
Invloed van de straalkwaliteit en de brandpuntsvlek op de snijprecisie
De straalgekwaliteit (M² ≤ 1,1 in geavanceerde vezellasers) bepaalt de energieverdeling, waarbij smaller gefocusde spots (0,1–0,3 mm) het aanbrengen van complexe details mogelijk maken. Volgens een rapport over precisieproductie uit 2024 levert het behouden van een focale diepteconsistentie van ±0,05 mm een eerste-doorgang-opbrengst van 98% op voor luchtvaartcomponenten.
Materiaaldikte en -type: Parameters aanpassen voor complexe vormgeving
Bij het werken met roestvrij staal dikker dan 15 mm hebben lasersystemen ongeveer 40 procent meer vermogen nodig in vergelijking met gelijke diktes van aluminium. Koperlegeringen vormen een totaal andere uitdaging, omdat ze de laserstraal vaak reflecteren. Daarom schakelen de meeste operators over op gepulste snijmodi in plaats van continue modi. Voor titaanplaten met een dikte van minder dan 6 mm werkt een snelheid van ongeveer 25 meter per minuut het beste, in combinatie met argon gasbescherming tijdens het snijden. Veel bedrijven hebben ontdekt dat investeren in adaptieve parameterdatabases zich ruimschoots terugbetaalt. Deze systemen verminderen het materiaalverlies door proefsnijs met ongeveer twee derde, wat enorme besparingen oplevert. Tegelijkertijd worden ook zeer nauwe toleranties behouden, waarbij positioneringsfouten binnen plus of min 0,1 mm blijven, zelfs bij het overschakelen tussen verschillende materialen binnen dezelfde productieomvang.
Kritieke toepassingen in de automotive- en luchtvaartindustrie
Rol van metalen lasersnijmachines bij complexe metaalvormgeving in de luchtvaart- en automobielindustrie
Lasersnijmachines voor metalen kunnen toleranties van ongeveer ±0,05 mm behalen, wat vrijwel essentieel is bij het fabriceren van onderdelen zoals luchtvaartbrandstofspuitmonden of transmissiecomponenten voor auto's. In vergelijking met plasmasnijmethoden bieden deze lasersystemen doorgaans 15 tot 25 procent betere dimensionale nauwkeurigheid, iets wat fabrikanten nodig hebben om te voldoen aan de strikte AS9100-standaarden in de luchtvaartindustrie. Op het gebied van de automotive helpt het snijden van ultra hoogsterktestaal (UHSS) met lasers het voertuiggewicht ongeveer 19 procent te verminderen, zonder concessies op het gebied van botsingsveiligheid. Deze mate van precisie maakt in beide industrieën al het verschil, waar zelfs kleine verbeteringen erg belangrijk zijn.
Casus: Lasergesneden structuurcomponenten in luchtvaartsystemen
Een recent lucht- en ruimtevaartproject maakte gebruik van 6 kW vezellaser-snijmachines voor de productie van titaniumvleugelribben met wanddiktes van 0,1 mm. Het niet-thermische proces elimineerde vervorming in dunwandige materialen en bereikte een dimensionele nauwkeurigheid van 99,8% over 12.000 componenten. Deze toepassing verkortte de montage tijd met 40% vergeleken met conventioneel gefreesde onderdelen.
Ondersteuning van automotive lightweighting via precisieplaatbewerking
Lasersnijden maakt complexe 3D-vormen mogelijk in aluminium en geavanceerde composieten, essentieel voor EV-batterijhuisjes en chassiscomponenten. Automobelfabrikanten melden 22% materiaalbesparing door AI-geoptimaliseerde nestering, terwijl een positionele nauwkeurigheid van <0,2 mm wordt gehandhaafd bij productie in hoge volumes.
Trend: Toenemende adoptie van ultra-hoge vermogen vezellaser-snijmachines
De auto-industrie gebruikt momenteel 30 kW vezellasers om 25 mm dikke boorstalen platen te snijden met een snelheid van 1,8 m/min—een productiviteitswinst van 300% ten opzichte van eerdere systemen. Leveranciers in de lucht- en ruimtevaart adopteren dubbele laserconfiguraties om een nauwkeurigheid van ±0,02 mm te behouden bij de bewerking van warmtegevoelige nikkellegeringen voor turbineonderdelen.
Belangrijkste voordelen die de adoptie stimuleren:
- Precisieschaalvergroting : Jaarlijkse verbetering van 8% in snijdenauwkeurigheid (2019–2024)
- Materiaalflexibiliteit : Enkelvoudige machinecapaciteit voor 30+ metalen kwaliteiten
- Energie-efficiëntie : 40% lagere stroomverbruik in vergelijking met CO₂-lasers
Deze technologische convergentie plaatst lasersnijden als de basisprocessen voor de volgende generatie transportproductie, waarbij 73% van de Tier 1-leveranciers nu standaard overstappen op laser-gebaseerde metaalvormgevingsprocessen.
FAQ
Welke tolerantieniveaus zijn haalbaar met moderne metaal lasersnijmachines?
Moderne metaal lasersnijmachines kunnen sub-50 micron toleranties behalen, wat de benodigde hoge precisie mogelijk maakt in industrieën zoals lucht- en ruimtevaart en medische apparatuur.
Hoe verhoudt lasersnijden zich tot mechanisch ponsen wat betreft precisie?
Lasersnijden biedt over het algemeen betere positioneringsnauwkeurigheid (±0,02 mm vergeleken met ±0,1 mm bij mechanisch ponsen) en herhaalbaarheid, zonder het slijtage-effect van gereedschap dat optreedt bij mechanische methoden.
Wat maakt lasersnijden voordelig voor complexe geometrieën?
Lasersnijden maakt uiterst dunne sneden en ingewikkelde ontwerpen mogelijk, die met traditionele mechanische methoden moeilijk te realiseren zijn. Dit wordt mogelijk gemaakt door vezellasers die een breed bereik van materiaaldiktes kunnen verwerken.
Welke rol speelt automatisering in moderne lasersnijsystemen?
CNC-besturing en robotladersystemen verbeteren de productiviteit en precisie van lasersnijmachines, waardoor betere materiaalbenutting en kortere insteltijden mogelijk zijn.
Hoe is lasersnijden voordelig voor de automotive- en luchtvaartsector?
De precisie en flexibiliteit van lasersnijmachines zijn cruciaal voor de productie van complexe onderdelen in de lucht- en ruimtevaart- en automobielindustrie, waarbij betere dimensionale nauwkeurigheid en materiaalbesparing worden geboden.
Inhoudsopgave
- Ongekende precisie en nauwkeurigheid bij complexe metaalvormgeving
- Mogelijk maken van complexe geometrieën en ontwerpvrijheid met metalen laser snijmachines
- CNC-automatisering en slimme functies in moderne metalen laserzaagmachines
- Optimalisatie van sleutelparameters voor hoogwaardige laserzaagresultaten
-
Kritieke toepassingen in de automotive- en luchtvaartindustrie
- Rol van metalen lasersnijmachines bij complexe metaalvormgeving in de luchtvaart- en automobielindustrie
- Casus: Lasergesneden structuurcomponenten in luchtvaartsystemen
- Ondersteuning van automotive lightweighting via precisieplaatbewerking
- Trend: Toenemende adoptie van ultra-hoge vermogen vezellaser-snijmachines
-
FAQ
- Welke tolerantieniveaus zijn haalbaar met moderne metaal lasersnijmachines?
- Hoe verhoudt lasersnijden zich tot mechanisch ponsen wat betreft precisie?
- Wat maakt lasersnijden voordelig voor complexe geometrieën?
- Welke rol speelt automatisering in moderne lasersnijsystemen?
- Hoe is lasersnijden voordelig voor de automotive- en luchtvaartsector?