
Nieosiągalna wcześniej precyzja i dokładność w skomplikowanej obróbce metali
Tolerancje w cięciu laserowym metali dla elementów o wysokiej precyzji
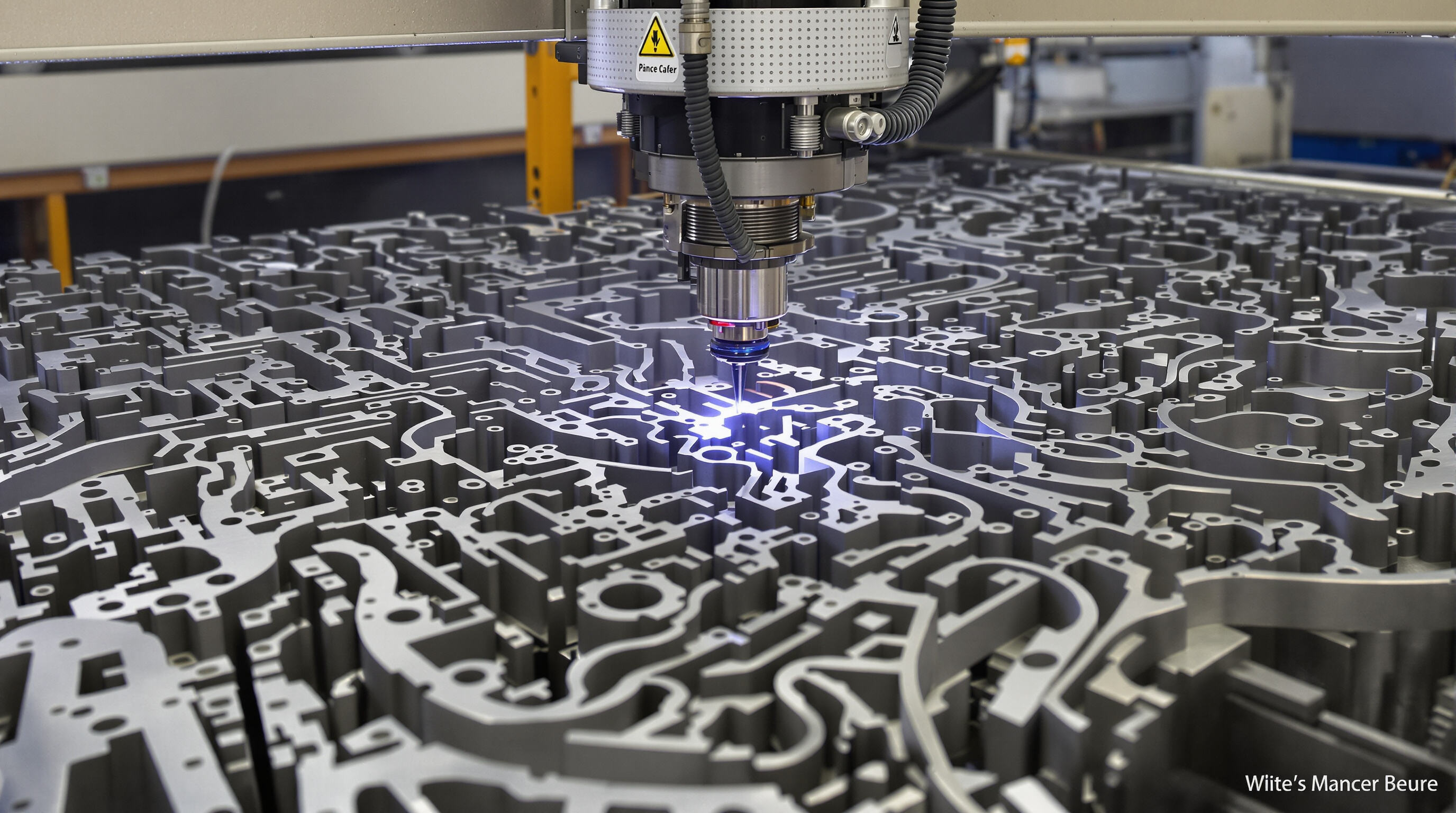
Nowoczesny maszyny do wycinania metalu laserem osiągaj tolerancje poniżej 50 mikronów (IntechOpen 2023), spełniając najbardziej rygorystyczne wymagania dotyczące siłowników lotniczych i komponentów urządzeń medycznych. Tę precyzję zapewniają systemy pozycjonowania w pętli zamkniętej oraz moduły kompensacji termicznej, które utrzymują dokładność przez całą dobę, 7 dni w tygodniu.
Wysoka jakość krawędzi i możliwość zachowania wąskich tolerancji
Systemy laserowe wytwarzają chropowatość krawędzi poniżej Ra 1,6 µm bez konieczności dodatkowego wykańczania – kluczowe dla szczelnych połączeń w urządzeniach do przetwarzania chemicznego. Skoncentrowana długość fali 1070 nm umożliwia uzyskanie szerokości cięcia poniżej 0,15 mm, pozwalając projektantom na ciasniejsze rozmieszczanie skomplikowanych kształtów o 37% w porównaniu z alternatywami cięcia plazmą.
Jak przetwarzanie bezdotykowe zmniejsza odkształcenia materiału
W przeciwieństwie do przebijania mechanicznego, które generuje siłę 12–18 kN/cm², cięcie laserowe nie wywiera żadnego nacisku narzędziowego. Eliminuje to wyginanie cienkich blach ze stali nierdzewnej (<3 mm), powstawanie zadziorów na elementach ekranujących EMI wykonanych z miedzi oraz mikropęknięć w hartowanych aluminiowych wspornikach lotniczych.
Porównanie cięcia laserowego z metodami mechanicznymi pod względem precyzji
| Parametr | Cięcie laserowe włókien | Przebijanie mechaniczne |
|---|---|---|
| Dokładność pozycji | ±0,02 mm | ±0.1 mm |
| Odchylenie kąta krawędzi | 0.5° | 2–3° |
| Powtarzalność (10 000 cięć) | 99.98% | 98.4% |
| Wpływ zużycia narzędzi | Brak | +0,05 mm/matryca |
Proces bezkontaktowy zapewnia stałą dokładność przez 100 000+ godzin pracy, w przeciwieństwie do systemów mechanicznych wymagających tygodniowych regulacji matryc.
Włączanie Złożonych Geometrii i Elastyczności Projektowania za pomocą Maszyn do Cięcia Laserowego Metali
Złożone Kształty i Intrygujące Projekty Osiągalne dzięki Technologii Laserowej
Maszyny do cięcia laserowego zmieniły sposób, w jaki producenci podechodzą do obróbki metalu, ponieważ potrafią tworzyć kształty, które zwykłe narzędzia po prostu nie potrafią wykonać. Tradycyjne metody cięcia są ograniczone wielkością fizycznych narzędzi tnących, ale lasery światłowodowe potrafią obrabiać metale o grubości od 0,1 do 40 mm, tworząc przy tym niezwykle cienkie cięcia, czasem wąskie nawet na 0,1 mm. Poziom szczegółowości, jaka jest możliwa, otwiera wiele różnych zastosowań. Na przykład mikroskopijne otwory o średnicy mniejszej niż pół milimetra doskonale sprawdzają się w ekranowaniu urządzeń elektronicznych. Części samochodowe wymagają tych gładkich krzywizn z praktycznie zerowym odchyleniem, a także istnieją te eleganckie uchwyty stosowane w samolotach, które są wycinane z jednego dużego arkusza zamiast z osobnych elementów. Gdy już mowa o oprogramowaniu wspomagającym projektowanie i wytwarzanie, inżynierowie uważają, że obecnie znacznie łatwiej jest wziąć skomplikowane projekty 3D i przekształcić je w instrukcje, które maszyny potrafią zrozumieć. Oznacza to, że to, co powstaje na hali produkcyjnej, wygląda dokładnie tak samo jak to, co zostało narysowane na papierze na etapie projektowania.
Zagadnienia projektowe dotyczące optymalizacji złożonych geometrii w procesie cięcia laserowego
Aby zwiększyć efektywność cięcia laserowego dla detali o skomplikowanej formie:
| Czynnik | Wpływ na projekt | Strategia Optymalizacji |
|---|---|---|
| Szerokość wązu (0.1–0.3 mm) | Wpływa na luz między pasowymi częściami | Skoryguj w modelach CAD |
| Strefa wpływu ciepła | Ryzyko wygięcia w cienkich metalach (<1 mm) | Dostosuj stosunek mocy/prędkości |
| Promienie narożników wewnętrznych | Minimalnie 0.2× grubość materiału | Stosuj adaptacyjne algorytmy skręcania |
Minimalne zużycie materiału dzięki gęstemu rozmieszczaniu i wysokiej efektywności wykorzystania
Zaawansowane oprogramowanie do rozmieszczania części zwiększa stopień wykorzystania materiału do 92–98% dzięki optymalnemu układaniu elementów. Na przykład, wycinanie 100 elementów systemu HVAC ze stali nierdzewnej z arkusza o wymiarach 1500×3000 mm zmniejsza ilość odpadów o 35% w porównaniu do cięcia plazmą. Tryby ciągłego cięcia oraz automatyczne śledzenie pozostałych fragmentów arkusza dodatkowo zwiększają wydajność w produkcji seryjnej.
Automatyzacja CNC i inteligentne funkcje w nowoczesnych maszynach do cięcia laserowego metali
Integracja sterowania CNC w przepływie pracy maszyn do cięcia laserowego metali
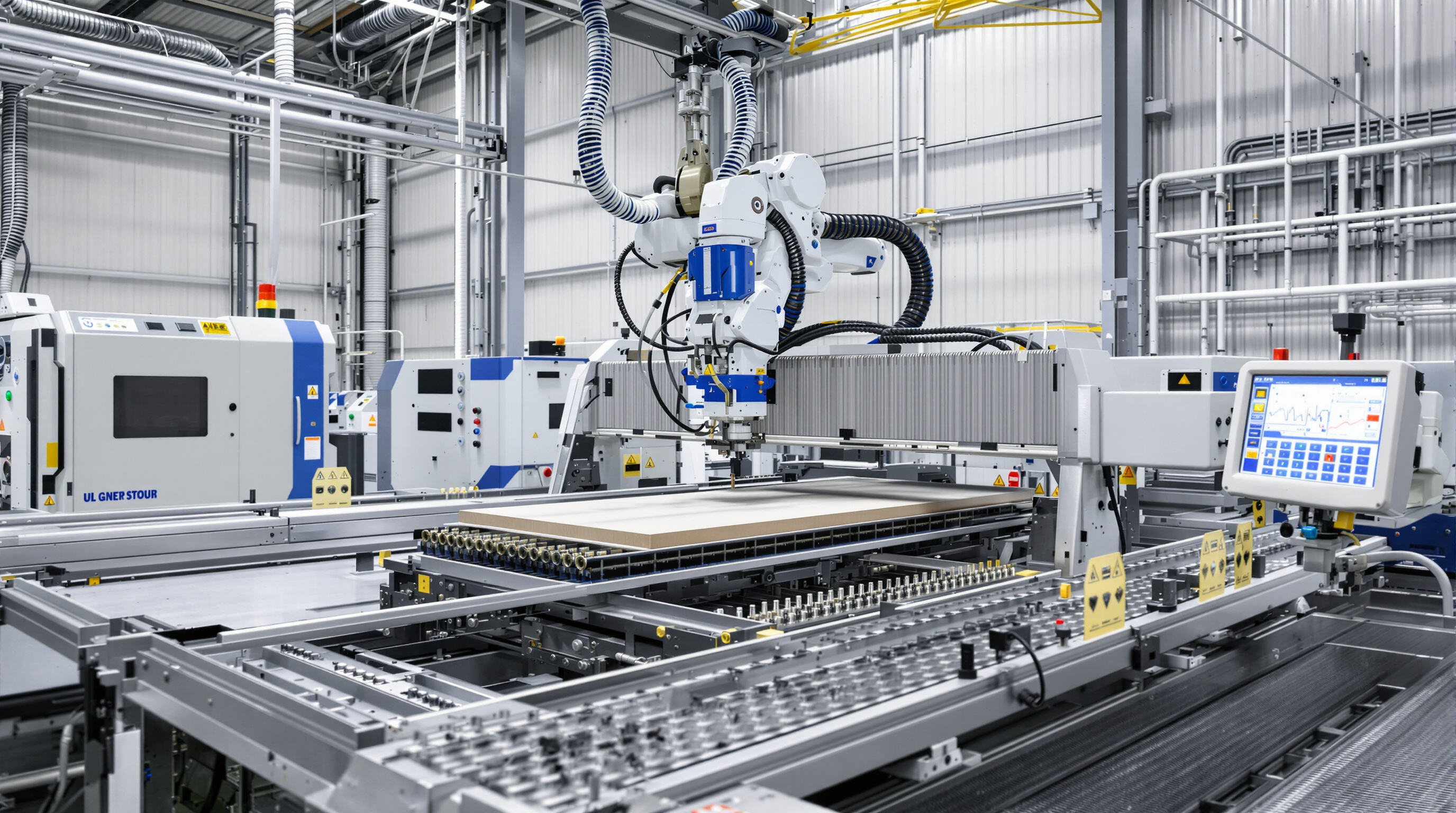
Dzisiejsze urządzenia do cięcia laserowego metali mogą osiągać powtarzalność rzędu 0,1 mm dzięki tym nowoczesnym systemom CNC, które wszyscy znamy jako sterowanie numeryczne komputerowe. Co czyni te maszyny tak dobrymi w wykonywaniu swojego zadania? Kontrolują one jednocześnie trzy główne parametry: ilość energii emitowanej przez laser, miejsce jego przemieszczania się po materiale oraz natężenie przepływu gazu wspomagającego. Programiści mogą modyfikować setki różnych ustawień, co oznacza, że fabryki mogą pracować bez przerwy nawet przy produkcji bardzo skomplikowanych kształtów. Kiedy producenci zaczynają integrować technologie Przemysłu 4.0 ze swoimi procesami produkcyjnymi, uzyskują kolejny wzrost efektywności. Maszyny faktycznie dostosowują się same podczas pracy, na podstawie informacji przekazywanych przez czujniki o materiale, który jest cięty. Czas przygotowania również nie trwa już tak długo jak kiedyś. Niektóre zakłady informują o skróceniu czasu przygotowania nawet o jedną trzecią w porównaniu do tradycyjnych, ręcznych ustawień sprzed kilku lat.
Automatyzacja i wzrost wydajności dzięki robotyce i pracy ciągłej
Systemy załadowcze robotyczne w połączeniu z wielostanowiskowymi procesami pracy zwiększają produktywność o 40% w zastosowaniach blacharskich w przemyśle motoryzacyjnym. Jeden operator może zarządzać jednocześnie sześcioma maszynami dzięki scentralizowanym interfejsom HMI, osiągając 93% wykorzystania materiału dzięki zagnieżdżeniu zoptymalizowanemu przez sztuczną inteligencję.
Inteligentne funkcje zwiększające precyzję i monitorowanie procesu
Czujniki jakości wiązki utrzymują stabilność <0,9 mm·mrad przez 10-godzinne cykle pracy, podczas gdy algorytmy kompensacji termicznej niwelują skutki ogrzewania soczewek (±0,05 mm dryfu). Systemy konserwacji predykcyjnej przewidują zużycie dysz 48 godzin przed awarią, minimalizując przestoje nieplanowane.
Równoważenie wysokich kosztów początkowych z długoterminową zwrotą z inwestycji dzięki automatyzacji
Chociaż zaawansowane maszyny do cięcia metalu laserem wymagają o 20–30% wyższych nakładów początkowych niż rozwiązania mechaniczne, to ich energooszczędne lasery światłowodowe (średnie zużycie 3,5 kW w porównaniu do 7 kW w modelach CO₂) oraz obniżone koszty pracy pozwalają osiągnąć zwrot z inwestycji w ciągu 18–26 miesięcy dla producentów średnich serii.
Optymalizacja kluczowych parametrów dla wysokiej jakości rezultatów cięcia laserowego
Maszyny do cięcia laserowego metali osiągają najwyższą wydajność, gdy operatorzy zrównoważą trzy wzajemnie zależne zmienne: moc lasera, prędkość cięcia i wybór gazu wspomagającego.
Moc lasera, prędkość cięcia i wybór gazu wspomagającego
Najnowocześniejsze systemy cięcia pracują zazwyczaj w zakresie mocy od około 1 do 20 kilowatów. W przypadku grubszych materiałów, większa moc oznacza szybsze cięcie, jednak wiąże się z koniecznością bardzo dokładnej kontroli temperatury. Optymalna prędkość cięcia mieści się zwykle pomiędzy 5 a 50 metrami na minutę. Pozwala to zachować wydajność, nie doprowadzając do zbyt dużego odkształcenia materiału przez ciepło. Dla różnych metali operatorzy korzystają z określonych gazów pomocniczych. Tlen dobrze sprawdza się przy cięciu stali węglowej, natomiast azot jest lepszym wyborem w przypadku stali nierdzewnych. Gazy te zapobiegają niepożądanej utlenie podczas procesu. Należy jednak uważać na nieprawidłowe ciśnienie gazu. Nawet drobne błędy mogą prowadzić do poważnych problemów, szczególnie przy cienkich materiałach, gdzie niedokładne ustawienia mogą obniżyć precyzję krawędzi o około 30%.
Wpływ jakości wiązki i wielkości plamki ogniskowej na dokładność cięcia
Jakość wiązki (M² ≤ 1,1 w zaawansowanych laserach włóknowych) decyduje o rozkładzie energii, a mniejsze plamy ogniskowe (0,1–0,3 mm) pozwalają na tworzenie skomplikowanych detali. Zgodnie z raportem Precision Manufacturing za 2024 rok, lasery zapewniające spójność głębokości ogniskowania na poziomie ±0,05 mm osiągają 98% wydajność pierwszego przebiegu w komponentach lotniczych.
Grubość i rodzaj materiału: Dostosowanie parametrów do złożonego kształtowania
W przypadku pracy ze stalą nierdzewną o grubości powyżej 15 mm, systemy laserowe wymagają około 40% większej mocy w porównaniu do podobnych grubości aluminium. Stopy miedzi stanowią zupełnie inne wyzwanie, ponieważ mają tendencję do odbijania wiązki laserowej, dlatego większość operatorów przechodzi na cięcie impulsowe zamiast ciągłe. Dla blach tytanowych o grubości poniżej 6 mm najlepsze wyniki osiąga się przy prędkości około 25 metrów na minutę, stosując jednocześnie osłonę gazową argonu podczas cięcia. Wiele zakładów zauważyło, że inwestycja w bazy danych z adaptacyjnymi parametrami przynosi duże korzyści. Te systemy zmniejszają ilość odpadów z cięć próbnych o około dwie trzecie, co oznacza ogromne oszczędności. W tym samym czasie pozwalają również zachować bardzo ciasne tolerancje, utrzymując błędy położenia w granicach ±0,1 mm nawet podczas przełączania się między różnymi materiałami w ramach tej samej serii produkcyjnej.
Zastosowania krytyczne w przemyśle motoryzacyjnym i lotniczym
Rola maszyn do cięcia metalu laserem w złożonym kształtowaniu metali w sektorach lotniczym i motoryzacyjnym
Maszyny do cięcia laserowego metali mogą osiągać tolerancje rzędu ±0,05 mm, co jest wręcz niezbędne przy produkcji elementów takich jak dysze paliwowe do lotnictwa lub komponenty skrzyni biegów do samochodów. W porównaniu z metodami cięcia plazmą, systemy laserowe oferują zazwyczaj o 15 do 25 procent lepszą dokładność wymiarową, co jest konieczne dla producentów dążących do spełnienia rygorystycznych norm AS9100 w przemyśle lotniczym. W sektorze motoryzacyjnym cięcie stali o bardzo dużej wytrzymałości (UHSS) za pomocą laserów pozwala zmniejszyć wagę pojazdu o około 19 procent, bez pogorszenia bezpieczeństwa podczas zderzeń. Taka precyzja znaczy ogromną różnicę w obu tych branżach, gdzie nawet niewielkie usprawnienia odgrywają ogromną rolę.
Studium przypadku: Konstrukcyjne elementy cięte laserem w systemach lotniczych
Najnowszy projekt lotniczy wykorzystał maszyny do cięcia włóknem laserowym o mocy 6 kW do produkcji żeber skrzydeł tytanowych o grubości ścianki 0,1 mm. Proces nietermiczny wyeliminował odkształcenia w cienkościennych materiałach, osiągając dokładność wymiarową na poziomie 99,8% wśród 12 000 komponentów. Zastosowanie to skróciło czas montażu o 40% w porównaniu do konwencjonalnych części toczone.
Wspieranie lekkich konstrukcji pojazdów dzięki precyzyjnej obróbce blach metalowych
Cięcie laserowe umożliwia uzyskanie skomplikowanych kształtów 3D w aluminium i zaawansowanych kompozytach, co jest kluczowe dla obudów baterii pojazdów elektrycznych i komponentów podwozia. Producenti samochodów odnotowali 22% oszczędność materiału dzięki wzorom AI-optimizowanym, zachowując dokładność pozycjonowania <0,2 mm w warunkach produkcji seryjnej.
Trend: Rosący udział maszyn do cięcia włóknem laserowym o ultra-wysokiej mocy
Sektor motoryzacyjny wykorzystuje obecnie 30-kilowatowe lasery włóknowe do cięcia stali borowej o grubości 25 mm z prędkością 1,8 m/min, co oznacza 300% wzrost wydajności w porównaniu do wcześniejszych systemów. Dostawcy do przemysłu lotniczego przyjmują konfiguracje laserów podwójnych, aby zapewnić dokładność ±0,02 mm podczas obróbki wrażliwych na ciepło stopów niklu stosowanych w komponentach turbin.
Główne zalety sprzyjające wdrażaniu tej technologii:
- Precyzyjne skalowanie : 8% roczny wzrost dokładności cięcia (2019–2024)
- Elastyczność materiału : Możliwość pracy z ponad 30 gatunkami metali na jednej maszynie
- Efektywność energetyczna : O 40% niższe zużycie energii w porównaniu do laserów CO₂
To zbieżność technologii powoduje, że cięcie laserowe staje się podstawowym procesem w produkcji transportu nowej generacji, przy czym 73% dostawców Tier 1 standaryzuje obecnie procesy kształtowania metali przy użyciu laserów.
Często zadawane pytania
Jakie tolerancje można osiągnąć za pomocą współczesnych maszyn do cięcia metalu laserem?
Współczesne maszyny do cięcia metalu laserem mogą osiągać tolerancje poniżej 50 mikronów, umożliwiając uzyskanie wysokiej precyzji wymaganej w takich branżach jak lotnictwo czy urządzenia medyczne.
W jaki sposób cięcie laserowe porównuje się do przebijania mechanicznego pod względem precyzji?
Cięcie laserowe zazwyczaj oferuje lepszą dokładność pozycjonowania (±0,02 mm w porównaniu do ±0,1 mm dla przebijania mechanicznego) oraz powtarzalność, bez wpływu zużycia narzędzi charakterystycznego dla metod mechanicznych.
Dlaczego cięcie laserowe jest korzystne przy skomplikowanych geometriach?
Cięcie laserowe umożliwia bardzo cienkie cięcia i skomplikowane wzory, które są trudne do osiągnięcia tradycyjnymi metodami mechanicznymi. Umożliwiają to lasery włóknowe, które radzą sobie z szerokim zakresem grubości materiałów.
Jaką rolę odgrywa automatyzacja w nowoczesnych systemach cięcia laserowego?
Sterowanie CNC oraz systemy robotycznego załadunku poprawiają produktywność i precyzję maszyn do cięcia laserowego, umożliwiając lepsze wykorzystanie materiału i skracając czas przygotowania.
W jaki sposób cięcie laserowe przynosi korzyści sektorom motoryzacyjnemu i lotniczemu?
Precyzja i elastyczność maszyn do cięcia laserowego są kluczowe w produkcji złożonych części w przemyśle lotniczym i motoryzacyjnym, oferując lepszą dokładność wymiarową i oszczędność materiału.
Spis treści
- Nieosiągalna wcześniej precyzja i dokładność w skomplikowanej obróbce metali
- Włączanie Złożonych Geometrii i Elastyczności Projektowania za pomocą Maszyn do Cięcia Laserowego Metali
-
Automatyzacja CNC i inteligentne funkcje w nowoczesnych maszynach do cięcia laserowego metali
- Integracja sterowania CNC w przepływie pracy maszyn do cięcia laserowego metali
- Automatyzacja i wzrost wydajności dzięki robotyce i pracy ciągłej
- Inteligentne funkcje zwiększające precyzję i monitorowanie procesu
- Równoważenie wysokich kosztów początkowych z długoterminową zwrotą z inwestycji dzięki automatyzacji
- Optymalizacja kluczowych parametrów dla wysokiej jakości rezultatów cięcia laserowego
-
Zastosowania krytyczne w przemyśle motoryzacyjnym i lotniczym
- Rola maszyn do cięcia metalu laserem w złożonym kształtowaniu metali w sektorach lotniczym i motoryzacyjnym
- Studium przypadku: Konstrukcyjne elementy cięte laserem w systemach lotniczych
- Wspieranie lekkich konstrukcji pojazdów dzięki precyzyjnej obróbce blach metalowych
- Trend: Rosący udział maszyn do cięcia włóknem laserowym o ultra-wysokiej mocy
-
Często zadawane pytania
- Jakie tolerancje można osiągnąć za pomocą współczesnych maszyn do cięcia metalu laserem?
- W jaki sposób cięcie laserowe porównuje się do przebijania mechanicznego pod względem precyzji?
- Dlaczego cięcie laserowe jest korzystne przy skomplikowanych geometriach?
- Jaką rolę odgrywa automatyzacja w nowoczesnych systemach cięcia laserowego?
- W jaki sposób cięcie laserowe przynosi korzyści sektorom motoryzacyjnemu i lotniczemu?