
Непревзойденная точность и аккуратность при сложной обработке металлов
Допуски при лазерной резке металлов для высокоточных компонентов
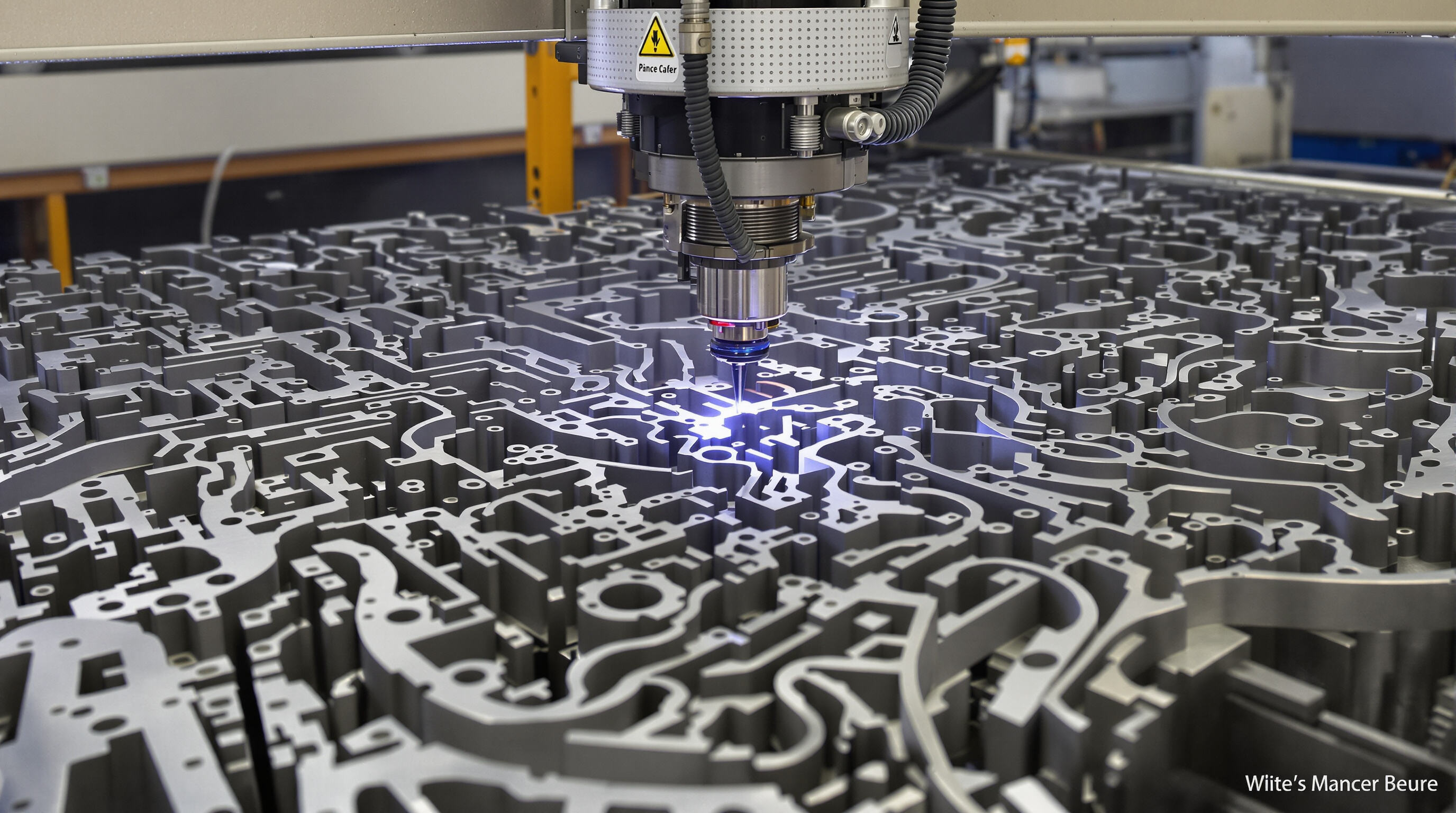
Современный лазерные станки для резки металла достигать допусков менее 50 микрон (IntechOpen 2023), соответствующих самым строгим требованиям к приводам авиакосмических систем и компонентам медицинских устройств. Такая точность обеспечивается системами позиционирования с замкнутым контуром и модулями термической компенсации, которые сохраняют точность в течение 24/7 производственных циклов.
Высокое качество кромки и возможность выдерживать близкие допуски
Волоконно-лазерные системы обеспечивают шероховатость кромки менее Ra 1,6 мкм без дополнительной отделки — критично для герметичных уплотнений в оборудовании для химической обработки. Сфокусированная длина волны 1070 нм обеспечивает ширину реза менее 0,15 мм, что позволяет конструкторам размещать сложные геометрии на 37% плотнее, чем при использовании плазменной резки.
Как бесконтактная обработка снижает деформацию материала
В отличие от механической пробивки, при которой прикладывается усилие 12–18 кН/см², лазерная резка не создаёт давления на инструмент. Это устраняет коробление листов из нержавеющей стали толщиной <3 мм, образование заусенцев на компонентах медных экранов ЭМС и микротрещины в закалённых алюминиевых авиационных кронштейнах.
Сравнение лазерной и механической резки по точности
| Параметры | Линейная резка | Механическое штампование |
|---|---|---|
| Позиционная точность | ±0,02 мм | ±0,1 мм |
| Отклонение угла кромки | 0.5° | 2–3° |
| Повторяемость (10 000 резов) | 99.98% | 98.4% |
| Влияние износа инструмента | Ничто | +0,05 мм/матрица |
Бесконтактный процесс обеспечивает стабильную точность в течение 100 000+ часов работы, в отличие от механических систем, требующих еженедельной регулировки матриц.
Возможности сложных геометрических форм и гибкости проектирования с использованием станков для лазерной резки металла
Сложные формы и детализированные конструкции, возможные благодаря лазерным технологиям
Лазерные станки сократили время, необходимое для обработки металлов, поскольку они могут создавать формы, которые обычные инструменты просто не в состоянии обработать. Традиционные методы резки ограничены размером режущих инструментов, но волоконные лазеры справляются с металлами толщиной от 0,1 до 40 мм, обеспечивая при этом очень тонкие резы, иногда всего 0,1 мм. Возможный уровень детализации открывает массу применений. Например, крошечные отверстия диаметром менее полумиллиметра отлично подходят для экранирования электронных устройств. Детали автомобилей требуют гладких изгибов с почти нулевым отклонением, а также изящные кронштейны, используемые в самолетах, которые вырезаются из одного большого листа вместо отдельных частей. Что касается программного обеспечения автоматизированного проектирования и производства, инженеры теперь могут намного проще преобразовывать свои сложные 3D-модели в инструкции, которые станки действительно понимают. Это означает, что то, что производится на заводе, выглядит точно так же, как и было нарисовано на стадии проектирования.
Учет конструктивных особенностей при оптимизации сложных геометрий для лазерной резки
Для повышения эффективности лазерной резки сложных деталей:
| Фактор | Влияние на конструкцию | Стратегия оптимизации |
|---|---|---|
| Ширина реза (0,1–0,3 мм) | Влияет на зазоры между сопряженными деталями | Компенсировать в моделях CAD |
| Зона термического влияния | Риск деформации при резке тонких металлов (<1 мм) | Регулировать соотношение мощности/скорости |
| Радиусы внутренних углов | Минимум 0,2× толщина материала | Используйте адаптивные алгоритмы поворота |
Минимальные потери материала за счет плотной компоновки и высокой эффективности выхода продукции
Программное обеспечение продвинутой компоновки повышает использование материала до 92–98% за счет оптимизации расположения деталей. Например, при раскрое 100 компонентов HVAC из нержавеющей стали с листа размером 1500×3000 мм отходы снижаются на 35% по сравнению с плазменной резкой. Режимы непрерывной резки и автоматическое отслеживание остатков листа дополнительно повышают выход продукции при крупносерийном производстве.
ЧПУ-автоматизация и интеллектуальные функции в современных металлообрабатывающих лазерных станках
Интеграция ЧПУ-управления в рабочие процессы металлообрабатывающих лазерных станков
Современное оборудование для лазерной резки металлов может достигать повторяемости около 0,1 мм благодаря тем самым известным нам компьютерным числовым системам управления (CNC). Что делает эти станки такими хорошими в своей работе? Они одновременно контролируют три основных параметра: мощность лазера, перемещение по материалу и скорость подачи вспомогательного газа. Программисты могут настраивать сотни различных параметров, что позволяет фабрикам работать без остановки даже при производстве очень сложных форм. Когда производители начинают внедрять технологии Индустрии 4.0 в свои операции, они получают дополнительный рост эффективности. Станки могут фактически корректировать свою работу в процессе, основываясь на данных, получаемых от сенсоров, которые сообщают о свойствах разрезаемого материала. Подготовка также занимает гораздо меньше времени, чем раньше. Некоторые предприятия сообщают, что сократили время на подготовку почти на треть по сравнению с традиционными ручными настройками нескольких летней давности.
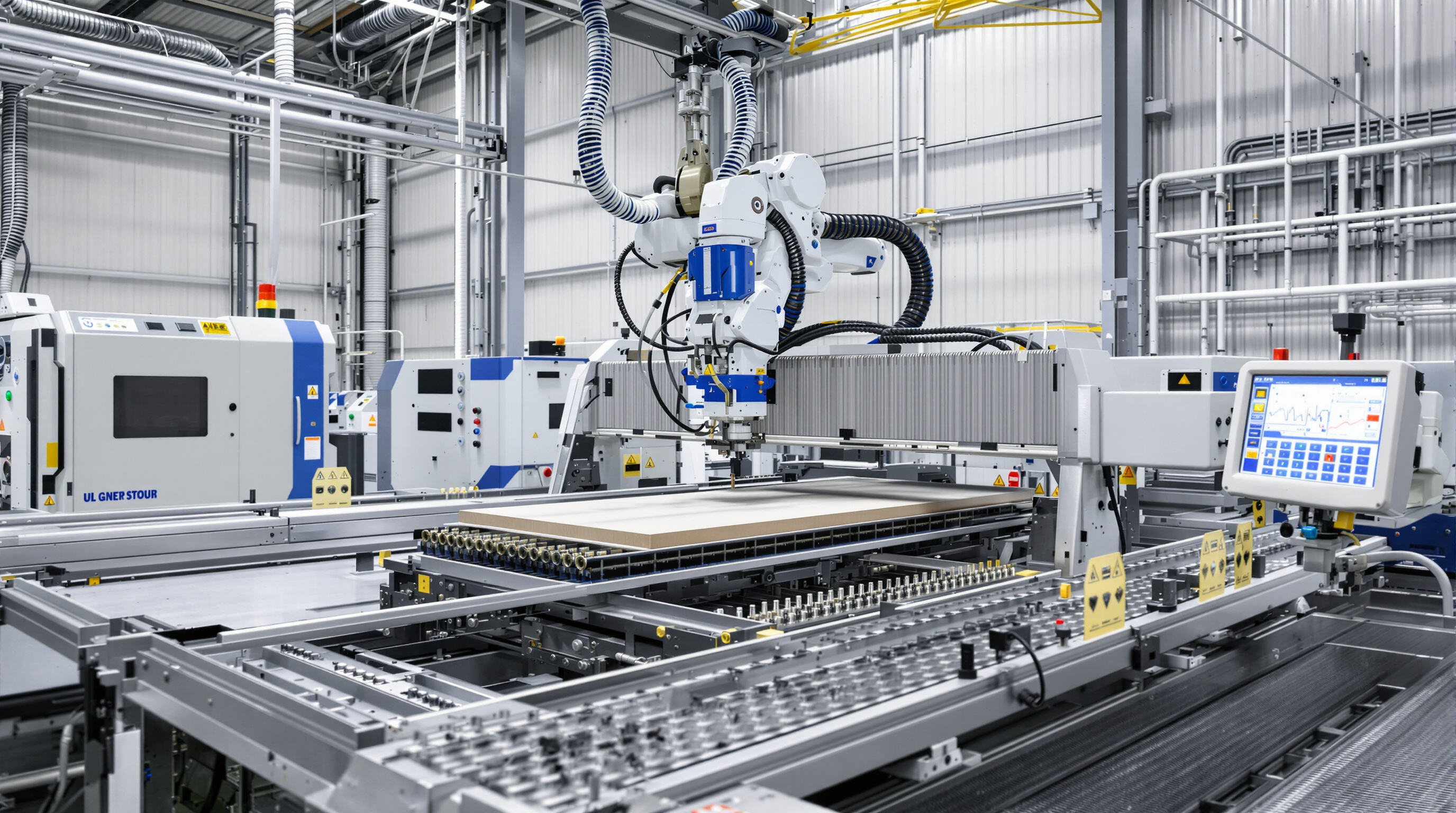
Повышение автоматизации и производительности за счёт робототехники и непрерывной работы
Роботизированные системы загрузки, в сочетании с рабочими процессами с несколькими столами, увеличивают производительность на 40% в приложениях листового металла в автомобилестроении. Один оператор может одновременно управлять шестью станками через централизованные интерфейсы HMI, достигая 93% использования материала благодаря оптимизированному расположению на листе с помощью ИИ.
Интеллектуальные функции, повышающие точность и контроль процесса
Датчики качества луча обеспечивают стабильность <0,9 мм·мрад во время 10-часовой работы, в то время как алгоритмы термической компенсации нейтрализуют эффекты нагрева линзы (дрейф ±0,05 мм). Системы прогнозного обслуживания предсказывают износ сопел за 48 часов до выхода из строя, минимизируя незапланированные простои.
Сбалансированная высокая начальная стоимость и долгосрочная рентабельность инвестиций благодаря автоматизации
Хотя современные лазерные машины для резки металлов требуют на 20–30% более высоких первоначальных вложений по сравнению с механическими аналогами, их энергоэффективные волоконные лазеры (среднее потребление 3,5 кВт против 7 кВт у моделей с CO₂) и сокращение затрат на рабочую силу обеспечивают рентабельность инвестиций в течение 18–26 месяцев для производителей со средним объемом выпуска.
Оптимизация ключевых параметров для получения высококачественных результатов лазерной резки
Металлические лазерные машины для резки достигают пиковой производительности, когда операторы уравновешивают три взаимозависимых переменных: мощность лазера, скорость резки и выбор вспомогательного газа.
Мощность лазера, скорость резки и выбор вспомогательного газа
Большинство современных лазерных систем работают в диапазоне мощности от 1 до 20 киловатт. При работе с более толстыми материалами, большая мощность означает более быструю резку, хотя это требует более точного контроля тепла. Оптимальная скорость резки обычно находится в пределах от 5 до 50 метров в минуту. Это позволяет сохранять эффективность и минимизировать деформацию материала из-за нагрева. Для разных металлов требуются определённые вспомогательные газы. Кислород хорошо подходит для резки углеродистой стали, тогда как азот предпочтительнее для обработки нержавеющей стали. Эти газы помогают предотвратить нежелательное окисление во время процесса. Однако стоит обратить внимание на давление газа. Даже небольшие ошибки здесь могут привести к серьёзным проблемам, особенно при работе с тонкими материалами, где точность края может снизиться примерно на 30%, если настройки немного отклоняются от оптимальных.
Влияние качества луча и размера фокусного пятна на точность резки
Качество луча (M² ≤ 1,1 в волоконных лазерах нового поколения) определяет распределение энергии, а более узкие фокусные пятна (0,1–0,3 мм) позволяют создавать сложные детали. Согласно отчёту «Точные методы производства 2024», лазеры, обеспечивающие стабильность фокусировки ±0,05 мм, обеспечивают выход готовой продукции в авиакомпонентах с первого прохода на уровне 98%.
Толщина и тип материала: настройка параметров для сложного формирования
При работе с нержавеющей сталью толще 15 мм лазерные системы требуют примерно на 40% больше мощности по сравнению с аналогичными толщинами алюминия. Сплавы меди представляют собой совершенно другую задачу, поскольку они имеют тенденцию отражать лазерный луч, поэтому большинство операторов переключаются на импульсные режимы резки вместо непрерывных. Для титановых листов толщиной менее 6 мм оптимальной является скорость около 25 метров в минуту, особенно в сочетании с защитой аргоном во время резки. Многие мастерские выяснили, что инвестиции в адаптивные базы данных параметров приносят значительную выгоду. Эти системы сокращают количество отходов от пробных резов примерно на две трети, что обеспечивает огромную экономию. В то же время они поддерживают довольно жесткие допуски, сохраняя погрешности позиционирования в пределах ±0,1 мм даже при переключении между различными материалами в рамках одного производственного цикла.
Критические применения в автомобильной и авиакосмической промышленности
Роль лазерных машин для резки металла в сложной металлообработке для аэрокосмической и автомобильной промышленности
Лазерные станки для резки металлов обеспечивают допуски до ±0,05 мм, что особенно важно при производстве деталей, таких как топливные форсунки для авиации или компоненты трансмиссии для автомобилей. По сравнению с плазменной резкой, лазерные системы обеспечивают на 15–25 % более высокую размерную точность — это необходимо для соответствия строгим стандартам AS9100 в авиационной промышленности. В автомобилестроении резка сверхвысокопрочной стали (UHSS) лазером позволяет снизить массу транспортного средства примерно на 19 % без ущерба для безопасности при столкновениях. Именно такая точность играет решающую роль в обеих отраслях, где даже небольшие улучшения имеют большое значение.
Кейс: Лазерная резка несущих компонентов в авиационных системах
Недавний проект в аэрокосмической отрасли использовал волоконно-лазерные машины для резки мощностью 6 кВт для производства титановых ребер крыла с толщиной стенки 0,1 мм. Бесконтактный процесс исключал коробление тонкостенных материалов, обеспечивая размерную точность 99,8% на 12 000 компонентах. Это применение сократило время сборки на 40% по сравнению с традиционными механически обработанными деталями.
Содействие облегчению автомобилей благодаря прецизионной обработке листового металла
Лазерная резка позволяет создавать сложные трехмерные формы из алюминия и современных композитов, что критически важно для корпусов аккумуляторов электромобилей и шасси. Производители автомобилей сообщают о 22% экономии материала благодаря оптимизированным с помощью ИИ схемам раскроя, сохраняя позиционную точность менее 0,2 мм на высокосерийных производственных линиях.
Тренд: рост внедрения сверхмощных волоконно-лазерных машин для резки
Автомобильная отрасль теперь использует волоконные лазеры мощностью 30 кВт для резки борированной стали толщиной 25 мм со скоростью 1,8 м/мин — это на 300% более высокая производительность по сравнению с предыдущими системами. Поставщики в аэрокосмической отрасли внедряют двойные лазерные конфигурации для обеспечения точности ±0,02 мм при обработке термочувствительных никелевых сплавов, используемых для компонентов турбин.
Ключевые преимущества, способствующие внедрению:
- Повышение точности : Ежегодное улучшение точности резки на 8% (2019–2024 гг.)
- Гибкость материалов : Возможность обработки 30+ марок металлов на одном станке
- Энергоэффективность : Снижение потребления электроэнергии на 40% по сравнению с CO₂-лазерами
Эта конвергенция технологий утверждает лазерную резку как основной процесс в производстве транспортных средств следующего поколения, 73% поставщиков первого уровня уже внедряют лазерные технологии обработки металлов.
Часто задаваемые вопросы
Какие допуски достижимы при современной лазерной резке металлов?
Современные станки для лазерной резки металлов способны обеспечивать допуски менее 50 микрон, что позволяет достигать высокой точности, необходимой в таких отраслях, как аэрокосмическая и медицинская техника.
Как лазерная резка соотносится с механической пробивкой по точности?
Лазерная резка, как правило, обеспечивает лучшую позиционную точность (±0,02 мм по сравнению с ±0,1 мм у механической пробивки) и повторяемость, без влияния износа инструмента, характерного для механических методов.
Почему лазерная резка выгодна для сложных геометрических форм?
Лазерная резка позволяет выполнять очень тонкие и сложные резы, которые трудно достичь традиционными механическими методами. Это возможно благодаря волоконным лазерам, способным обрабатывать широкий диапазон толщин материалов.
Какую роль играет автоматизация в современных системах лазерной резки?
ЧПУ-управление и роботизированные системы загрузки повышают производительность и точность лазерных станков, обеспечивая более эффективное использование материалов и сокращая время на настройку.
Какие преимущества дает лазерная резка для автомобильной и аэрокосмической отраслей?
Высокая точность и гибкость лазерных станков играют ключевую роль при производстве сложных деталей в аэрокосмической и автомобильной промышленности, обеспечивая более высокую геометрическую точность и экономию материалов.
Содержание
- Непревзойденная точность и аккуратность при сложной обработке металлов
- Возможности сложных геометрических форм и гибкости проектирования с использованием станков для лазерной резки металла
-
ЧПУ-автоматизация и интеллектуальные функции в современных металлообрабатывающих лазерных станках
- Интеграция ЧПУ-управления в рабочие процессы металлообрабатывающих лазерных станков
- Повышение автоматизации и производительности за счёт робототехники и непрерывной работы
- Интеллектуальные функции, повышающие точность и контроль процесса
- Сбалансированная высокая начальная стоимость и долгосрочная рентабельность инвестиций благодаря автоматизации
- Оптимизация ключевых параметров для получения высококачественных результатов лазерной резки
-
Критические применения в автомобильной и авиакосмической промышленности
- Роль лазерных машин для резки металла в сложной металлообработке для аэрокосмической и автомобильной промышленности
- Кейс: Лазерная резка несущих компонентов в авиационных системах
- Содействие облегчению автомобилей благодаря прецизионной обработке листового металла
- Тренд: рост внедрения сверхмощных волоконно-лазерных машин для резки
-
Часто задаваемые вопросы
- Какие допуски достижимы при современной лазерной резке металлов?
- Как лазерная резка соотносится с механической пробивкой по точности?
- Почему лазерная резка выгодна для сложных геометрических форм?
- Какую роль играет автоматизация в современных системах лазерной резки?
- Какие преимущества дает лазерная резка для автомобильной и аэрокосмической отраслей?