
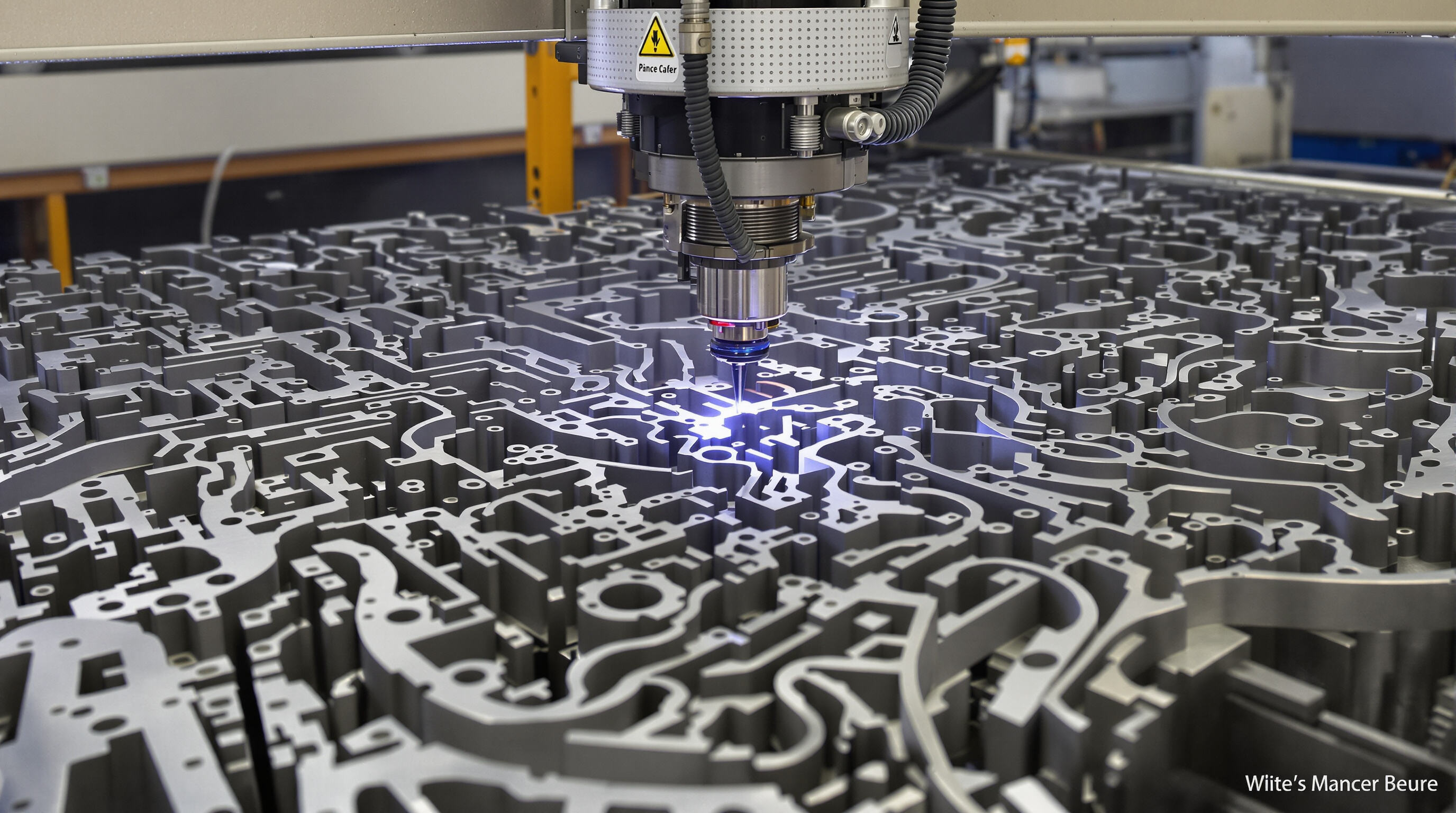
Neobmedzená presnosť a presnosť pri zložitom tvorení kovov
Tolerancie pri laserovom reze kovov pre vysokopresné komponenty
Moderný laserové rezačky na kov dosiahnuť tolerancie pod 50 mikrónov (IntechOpen 2023), ktoré spĺňajú najprísnejšie požiadavky na lietadlové aktuátory a súčiastky lekárskych zariadení. Táto presnosť vyplýva zo systémov uzavretého riadenia polohovania a modulov tepelnej kompenzácie, ktoré udržiavajú presnosť počas 24/7 výrobných cyklov.
Vysoká kvalita rezného okraja a schopnosť dosahovať tesné tolerancie
Systémy vláknového lasera dosahujú hodnoty drsnosti okraja pod Ra 1,6 µm bez potreby sekundárneho dokončovania – čo je kritické pre hermetické tesnenia v zariadeniach na chemické spracovanie. Sústredená vlnová dĺžka 1070 nm umožňuje šírku rezu pod 0,15 mm, čo umožňuje dizajnérom umiestňovať komplexné geometrie o 37 % tesnejšie než pri alternatívach s plazmovým rezaním.
Ako nekontaktové spracovanie znižuje deformáciu materiálu
Na rozdiel od mechanického razenia, ktoré vyvíja tlak 12–18 kN/cm², laserové rezanie nepôsobí žiadnym tlakovým nástrojom. Tým sa eliminuje krčenie pri nehrdzavejúcich oceľových plechoch s hrúbkou <3 mm, vznik hrboľov na súčiastkach EMI bariér z medi a mikrotrhliny v liatinových konštrukciách pre letecký priemysel.
Porovnanie laserového rezu a mechanických metód v presnosti
| Parameter | Rezanie vláknovým laserom | Mechanické razenie |
|---|---|---|
| Presnosť polohy | ±0.02 mm | ±0,1 mm |
| Odchýlka uhla okraja | 0.5° | 2–3° |
| Opakovateľnosť (10 000 rezov) | 99.98% | 98.4% |
| Vplyv opotrebenia nástroja | Žiadny | +0,05 mm/die |
Bezkontaktný proces udržiava konštantnú presnosť počas 100 000+ prevádzkových hodín, na rozdiel od mechanických systémov vyžadujúcich týždenné úpravy nástrojov.
Povolenie komplexných geometrií a flexibility v návrhu pomocou laserových rezačiek kovov
Komplexné tvary a zdobené dizajny umožnené laserovou technológiou
Laserové rezačky zmenili spôsob, akým výrobcovia pristupujú k práci s kovmi, pretože dokážu vytvárať tvary, ktoré bežné nástroje jednoducho nezvládnu. Tradičné metódy rezania sú obmedzené veľkosťou rezných nástrojov, ale vláknové lasery zvládajú kovy s hrúbkou od 0,1 do 40 mm s veľmi tenkými rezmi, niekedy až 0,1 mm širokými. Úroveň detailnosti otvára množstvo rôznych aplikácií. Napríklad malé otvory pod pol milimetrom sú ideálne na elektromagnetické shieldovanie v elektronických zariadeniach. Autodielce potrebujú tie hladké krivky s takmer žiadnou odchýlkou, a potom sú tu tie špeciálne držiaky používané v lietadlách, ktoré sa režú z jediného plechu namiesto samostatných častí. Čo sa týka softvéru počítačového dizajnu a výroby, inžinieri dnes zistili, že je oveľa jednoduchšie previesť svoje komplikované 3D návrhy na inštrukcie, ktoré stroje skutočne pochopia. To znamená, že to, čo sa vyrába na výrobe, vyzerá presne tak, ako bolo nakreslené na papieri v návrhovej fáze.
Dizajnové zohľadnenie optimalizácie komplexných geometrií pri laserovom rezaní
Na maximalizovanie efektivity laserového reznia pre komplexné diely:
| Faktor | Vplyv na dizajn | Stratégia optimalizácie |
|---|---|---|
| Šírka rezu (0,1–0,3 mm) | Ovplyvňuje medzery pri ozubených dieloch | Kompenzovať v CAD modeloch |
| Teplom ovplyvnená zóna | Riziko deformácií pri tenkých kovoch (<1 mm) | Upraviť pomer výkonu/rýchlosti |
| Polomer vnútorných rohov | Minimálne 0,2× hrúbka materiálu | Použite adaptívne algoritmy pre jazdu v zákrutách |
Minimálne odpady z materiálu vďaka tesnému vkladaniu a vysokému výnosovému efektu
Pokročilý softvér na vkladanie dielov zvyšuje využitie materiálu na 92–98 % optimalizáciou usporiadania dielov. Napríklad pri rezaní 100 komponentov z nehrdzavejúcej ocele HVAC z plechu 1500×3000 mm sa odpad zredukuje o 35 % v porovnaní s plazmovým rezaním. Režimy nepretržitého rezu a automatické sledovanie zvyškov plechu ďalej zvyšujú výnos pri výrobe vysokých sérií.
CNC automatizácia a inteligentné funkcie v moderných laserových rezacích strojoch na kov
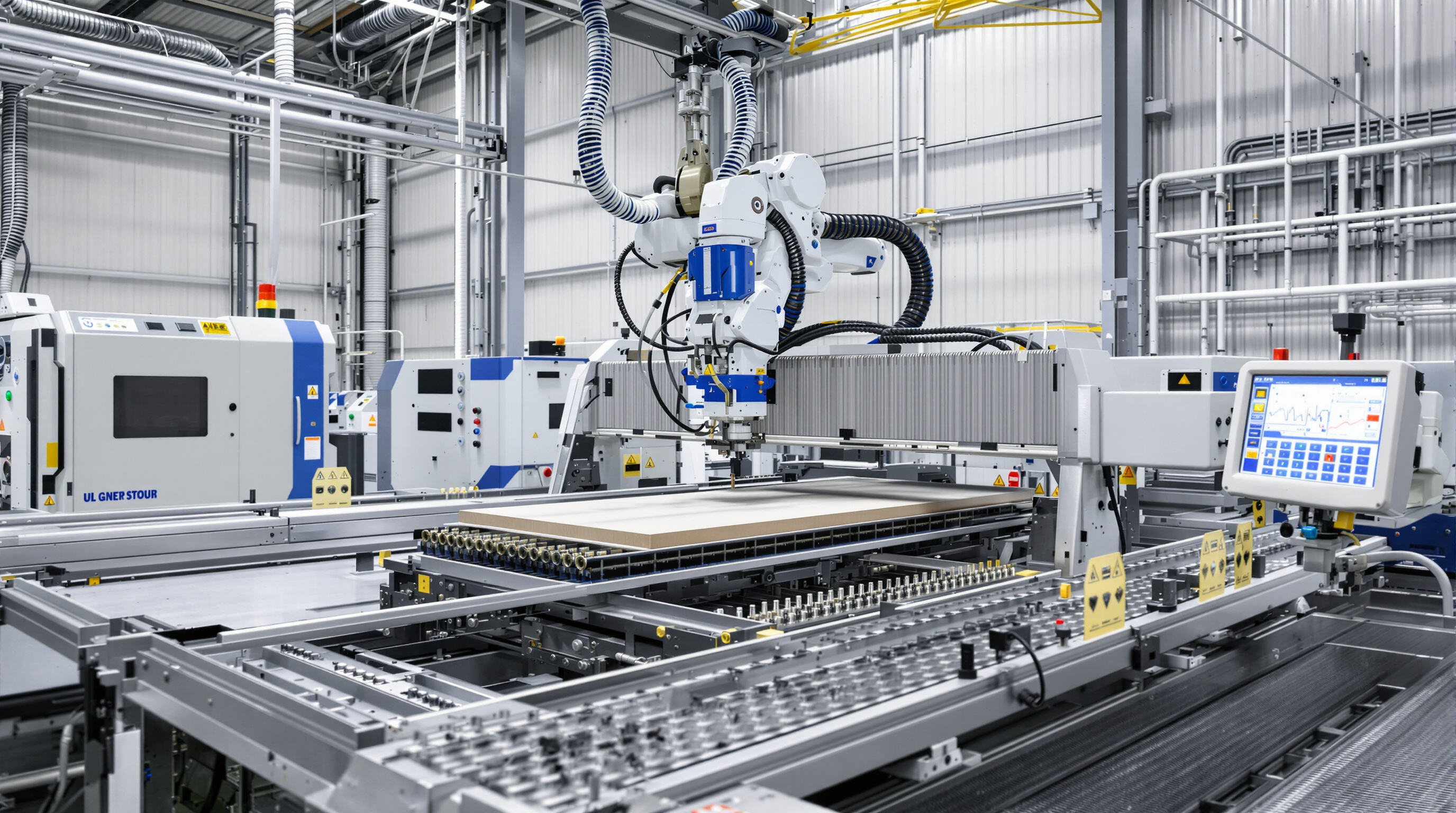
Integrácia CNC riadenia do pracovných postupov laserového rezu kovových strojov
Súčasné zariadenia na laserové rezanie kovov dosahujú opakovateľnosť až do 0,1 mm vďaka pokročilým CNC systémom, ktoré všetci poznáme ako počítačové číselné riadenie. Čo robí tieto stroje takými dobrými vo svojej práci? Riadia naraz tri hlavné parametre: výkon lasera, pohyb po materiáli a prietok asistenčného plynu. Programátori môžu doladiť stovky rôznych nastavení, čo znamená, že továrne môžu pracovať nepretržite aj pri výrobe veľmi zložitých tvarov. Keď výrobcovia začnú integrovať technológie priemyslu 4.0 do svojich operácií, dosiahnu ďalší pokrok. Stroje sa totiž počas práce automaticky prispôsobujú na základe informácií, ktoré im poskytujú senzory o rezanom materiáli. Nastavenie trvá tiež výrazne kratší čas ako predtým. Niektoré dielne uvádzajú, že skrátili prípravný čas takmer o tretinu v porovnaní s tradičnými manuálnymi nastaveniami z pred pár rokov.
Automatizácia a zvýšenie produktivity prostredníctvom robotiky a nepretržitého prevádzky
Robotické systémy na nakladanie v kombinácii s viacstolovými pracovnými postupmi zvyšujú produktivitu o 40 % v aplikáciách automobilového plechu. Jeden operátor môže zároveň ovládať šesť strojov prostredníctvom centrálnych HMI rozhraní a dosiahnuť využitie materiálu na úrovni 93 % pomocou AI-optimalizovaného vkladania.
Inteligentné funkcie na zvyšovanie presnosti a monitorovania procesu
Senzory kvality lúča udržiavajú stabilitu <0,9 mm·mrad počas 10-hodinových behov, zatiaľ čo algoritmy na kompenzáciu tepla kompenzujú účinky zahrievania šošovky (±0,05 mm driftu). Prediktívne údržbové systémy predpovedajú opotrebenie trysky 48 hodín pred výpadkom, čím sa minimalizuje neplánovaná prestávka.
Vyváženie vysokých počiatočných nákladov s dlhodobým ROI z automatizácie
Hoci pokročilé stroje na laserové rezy kovov vyžadujú o 20–30 % vyššiu počiatočnú investíciu ako mechanické alternatívy, ich energeticky efektívne vláknové lasery (priemerná spotreba 3,5 kW oproti 7 kW u modelov CO₂) a znížené náklady na prácu prinášajú ROI do 18–26 mesiacov pre výrobcov so strednou výrobnou kapacitou.
Optimalizácia kľúčových parametrov pre vysokokvalitné výsledky laserového rezu
Laserové stroje na rezanie kovov dosahujú maximálny výkon, keď operátor vyváži tri vzájomne závislé premenné: výkon laseru, rýchlosť rezu a výber asistenčného plynu.
Výkon laseru, rýchlosť rezu a výber asistenčného plynu
Väčšina moderných rezačských systémov pracuje v rozsahu približne 1 až 20 kilowattov. Pri práci s hrubšími materiálmi znamená väčšia sila rýchlejšie rezy, avšak za cenu potreby veľmi dobrého ovládania tepla. Ideálna rýchlosť rezu sa zvyčajne pohybuje medzi 5 a 50 metrami za minútu. To pomáha udržať efektivitu a zároveň minimalizovať deformáciu materiálu spôsobenú teplom. Pre rôzne kovy operátori využívajú špecifické asistenčné plyny. Kyslík je vhodný pre rezy uhlíkovej ocele, zatiaľ čo dusík je vhodnejší pre nerezovú oceľ. Tieto plyny zabraňujú neželanej oxidácii počas procesu. Dávajte však pozor, ak nie je tlak plynu správny. Už drobné chyby môžu viesť k významným problémom, najmä u tenších materiálov, kde presnosť okrajov môže klesnúť približne o 30 %, ak sú nastavenia mierne nesprávne.
Vplyv kvality lúča a veľkosti ohniskového bodu na presnosť rezu
Kvalita lúča (M² ≤ 1,1 v pokročilých vláknových laseroch) určuje rozloženie energie, pričom menšie ohniskové škvrny (0,1–0,3 mm) umožňujú vytvárať komplexné detaily. Podľa Správy o presnom výrobe z roku 2024, lasery, ktoré udržiavajú konzistentnú hĺbku ohniska ±0,05 mm, dosahujú výťažok prvopriechodových dielcov v leteckom priemysle na úrovni 98 %.
Hrúbka a typ materiálu: Prispôsobenie parametrov pre komplexné tvarovanie
Pri práci so zirkovou oceľou hrubšou ako 15 mm potrebujú laserové systémy približne o 40 percent viac výkonu v porovnaní s podobnou hrúbkou hliníka. Meďové zliatiny predstavujú úplne inú výzvu, pretože majú tendenciu odrážať laserový lúč, preto väčšina operátorov prechádza na pulzné rezné režimy namiesto kontinuálnych. Pri titánových plechoch s hrúbkou do 6 mm je najlepšie použiť rýchlosť približne 25 metrov za minútu v kombinácii s ochranou argónovým plynom počas rezu. Mnohé dielne zistili, že investícia do adaptívnych databáz parametrov sa veľmi vyplatí. Tieto systémy znižujú odpad materiálu z výskumných rezov približne o dve tretiny, čo predstavuje obrovské úspory. Súčasne udržiavajú veľmi tesné tolerancie, pričom udržiavajú polohové chyby v rozsahu plus alebo mínus 0,1 mm, aj keď sa v rámci tej istej výrobného cyklu prepína medzi rôznymi materiálmi.
Kľúčové aplikácie v automobilovom a leteckom priemysle
Úloha laserových rezacích strojov na kov v zložitom tvárnení kovov v leteckom a automobilovom priemysle
Laserové rezačky pre kovy dosahujú tolerancie približne ±0,05 mm, čo je v podstate nevyhnutné pri výrobe dielov, ako sú palivové trysky pre letecký priemysl alebo prevodové súčiastky pre automobily. V porovnaní s plazmovými reznými metódami, tieto laserové systémy zvyčajne ponúkajú o 15 až 25 percent lepšiu rozmerovú presnosť, čo je dôležité pre výrobcov, ktorí musia spĺňať prísne štandardy AS9100 v leteckom priemysle. Z hľadiska automobilového priemyslu, rezanie ultra vysoko pevného ocele (UHSS) pomocou laserov pomáha znížiť hmotnosť vozidla približne o 19 percent bez toho, aby boli obetované vlastnosti pri nárazoch. Táto úroveň presnosti robí veľký rozdiel v oboch priemyselných odvetviach, kde aj malé vylepšenia majú veľký význam.
Prípadová štúdia: Laserovo rezané konštrukčné súčiastky v leteckých systémoch
Nedávny projekt v oblasti leteckého priemyslu využil 6 kW vláknové laserové rezačky na výrobu titánových rebier krídla s hrúbkou steny 0,1 mm. Ne-termálny proces odstránil skrivenie tenkostenných materiálov a dosiahol 99,8 % rozmernú presnosť na 12 000 komponentoch. Táto aplikácia znížila čas montáže o 40 % v porovnaní s konvenčne obrábanými súčiastkami.
Podpora znižovania hmotnosti automobilov prostredníctvom presnej výroby z plechu
Laserové rezačky umožňujú vytvárať komplexné 3D tvary z hliníka a pokročilých kompozitov, čo je kritické pre ochranné skrine batérií elektromobilov a podvozkové súčasti. Výrobcovia automobilov uvádzajú 22 % úsporu materiálu pomocou AI optimalizovaných rozložení, pri zachovaní <0,2 mm presnosti pozície pri vysokosériovej výrobe.
Trend: Stúpajúca adopcia vláknových laserových rezačiek s ultra vysokým výkonom
Automobilový priemysel v súčasnosti využíva vláknové lasery s výkonom 30 kW na rezy 25 mm hrubých boronových ocelí pri rýchlosti 1,8 m/min — čo predstavuje 300 % nárast produktivity oproti predchádzajúcim systémom. Dodávatelia pre letecký priemysel zavádzajú konfigurácie s dvojitým laserom, aby dosiahli presnosť ±0,02 mm pri spracovaní teplom citlivých niklových zliatin pre komponenty turbín.
Kľúčové výhody podporujúce adopciu:
- Škálovateľnosť presnosti : 8% ročný nárast v presnosti rezu (2019–2024)
- Materiálová flexibilita : Jednozariadenová schopnosť spracovať viac než 30 kovových zliatin
- Energetická efektívnosť : 40% zníženie spotreby energie v porovnaní s CO₂ laserom
Táto technologická konvergencia umiestňuje laserové rezy ako základný proces pre výrobu dopravných prostriedkov novej generácie, pričom 73 % dodávateľov prvej úrovne už dnes štandardizuje pracovné postupy založené na tvárnení kovov pomocou laseru.
Často kladené otázky
Aké tolerance je možné dosiahnuť moderným laserovým rezaním kovov?
Moderné stroje na laserové rezanie kovov sú schopné dosiahnuť tolerancie pod 50 mikrónov, čo umožňuje vysokú presnosť potrebnú v odvetviach ako letecký priemysel alebo výroba zdravotníckeho materiálu.
Ako sa porovnáva presnosť laserového rezu a mechanického razenia?
Laserový rez obvykle ponúka lepšiu polohovú presnosť (±0,02 mm oproti ±0,1 mm pri mechanickom razení) a opakovateľnosť bez vplyvu opotrebenia nástroja, ktorý sa vyskytuje pri mechanických metódach.
Čo robí laserový rez výhodným pre zložité geometrie?
Laserový rez umožňuje veľmi tenké rezy a zložité dizajny, ktoré je ťažké dosiahnuť tradičnými mechanickými metódami. Toto umožňujú vláknové lasery, ktoré zvládajú široké spektrum hrúbok materiálov.
Akú úlohu zohráva automatizácia v moderných systémoch laserového rezu?
CNC riadenie a robotické nakladacie systémy zvyšujú produktivitu a presnosť laserových rezacích strojov, čím sa dosahuje lepšie využitie materiálu a skrátenie prípravného času.
Ako je laserový rez výhodný pre automobilový a letecký priemysel?
Presnosť a pružnosť laserových rezačiek sú kritické pre výrobu komplexných súčiastok v leteckom a automobilovom priemysle, pričom ponúkajú lepšiu rozmerovú presnosť a úspory materiálu.
Obsah
- Neobmedzená presnosť a presnosť pri zložitom tvorení kovov
- Povolenie komplexných geometrií a flexibility v návrhu pomocou laserových rezačiek kovov
-
CNC automatizácia a inteligentné funkcie v moderných laserových rezacích strojoch na kov
- Integrácia CNC riadenia do pracovných postupov laserového rezu kovových strojov
- Automatizácia a zvýšenie produktivity prostredníctvom robotiky a nepretržitého prevádzky
- Inteligentné funkcie na zvyšovanie presnosti a monitorovania procesu
- Vyváženie vysokých počiatočných nákladov s dlhodobým ROI z automatizácie
- Optimalizácia kľúčových parametrov pre vysokokvalitné výsledky laserového rezu
-
Kľúčové aplikácie v automobilovom a leteckom priemysle
- Úloha laserových rezacích strojov na kov v zložitom tvárnení kovov v leteckom a automobilovom priemysle
- Prípadová štúdia: Laserovo rezané konštrukčné súčiastky v leteckých systémoch
- Podpora znižovania hmotnosti automobilov prostredníctvom presnej výroby z plechu
- Trend: Stúpajúca adopcia vláknových laserových rezačiek s ultra vysokým výkonom
-
Často kladené otázky
- Aké tolerance je možné dosiahnuť moderným laserovým rezaním kovov?
- Ako sa porovnáva presnosť laserového rezu a mechanického razenia?
- Čo robí laserový rez výhodným pre zložité geometrie?
- Akú úlohu zohráva automatizácia v moderných systémoch laserového rezu?
- Ako je laserový rez výhodný pre automobilový a letecký priemysel?