
Nepremišljena natančnost in točnost pri oblikovanju kovin pri zapletenih oblikah
Tolerance pri laserskem rezanju kovin za komponente z visokimi natančnostmi
Sovremeni laserski rezalni stroji za kovine dosežejo tolerance pod 50 mikronov (IntechOpen 2023), kar ustrezajo najstrožjim zahtevam za letalske aktuatorje in komponente medicinskih naprav. Te natančnosti se dosegajo z zaprtimi pozicionimi sistemi in moduli za kompenzacijo toplote, ki ohranjajo natančnost skozi 24/7 proizvodne cikle.
Izvrstna kakovost roba in sposobnost majhnih tolerance
Vlaknati laserski sistemi ustvarijo hrapavost roba pod Ra 1,6 µm brez sekundarne obdelave – kar je kritično za hermetične tesnenja v opremi za kemijsko obdelavo. Koncentrirana valovna dolžina 1070 nm omogoča reze pod 0,15 mm, kar konstruktorjem omogoča 37 % tesnejše urejanje kompleksnih geometrij v primerjavi z alternativami, ki uporabljajo plazemski rez.
Kako nekontaktna obdelava zmanjša deformacijo materiala
Za razliko od mehanskega prebadanja, ki uporablja 12–18 kN/cm² sile, lasersko rezanje ne uporablja tlaka orodja. To preprečuje ukrivljanje tankih pločevin iz nehrjavečega jekla (<3 mm), nastajanje grudic na EMI ekranu iz bakra in mikro razpoke v zakalu aluminijastih letalskih nosilcih.
Primerjava laserskega reza in mehanskih metod pri natančnosti
| Parameter | Vlaknati laserski rez | Mehansko prebadanje |
|---|---|---|
| Položajska natančnost | ±0.02 mm | ±0,1 mm |
| Odklon kota roba | 0.5° | 2–3° |
| Ponavljivost (10.000 rezov) | 99.98% | 98.4% |
| Vpliv obrabe orodja | Nič | +0,05 mm/matrica |
Nekontaktni proces ohranja enakomerno natančnost skozi 100.000+ ur delovanja, kar je pri mehanskih sistemih mogoče le z tedenskimi prilagoditvami matric.
Omogočanje kompleksnih geometrij in prilagodljivega načrtovanja z laserskimi stroji za rezanje kovin
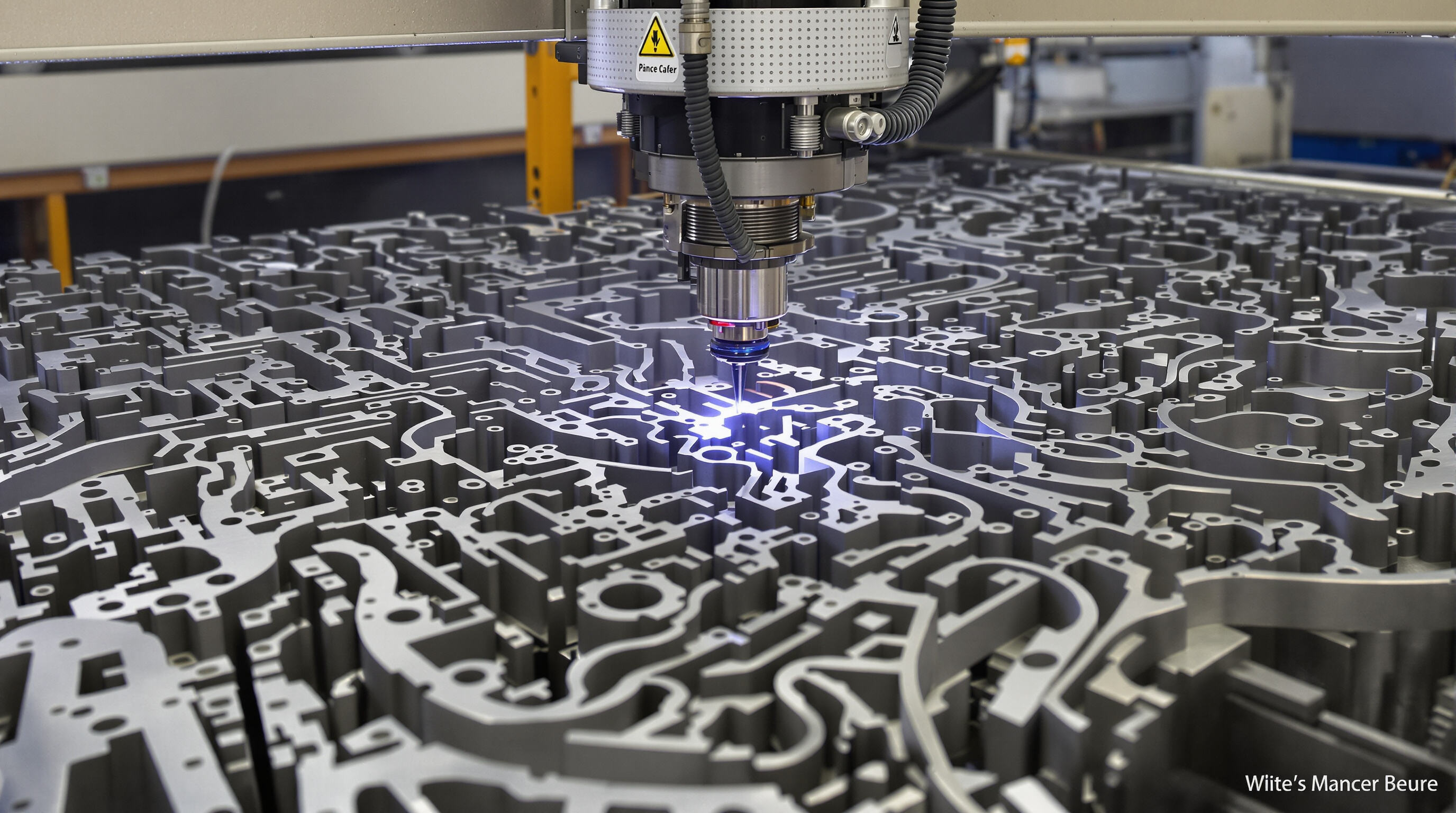
Kompleksne oblike in zapleteni dizajni, ki jih omogoča laserska tehnologija
Laserji za rezanje so spremenili način, kako proizvajalci obdelujejo kovine, saj lahko ustvarijo oblike, ki so z običajnimi orodji preprosto nemogoče. Pri tradicionalnih metodah rezanja so omejitve določene s širino rezilnih delov, medtem ko vlaknati laserji obdelujejo kovine debeline med 0,1 in 40 mm z izjemno tankimi rezi, ki so lahko široki tudi samo 0,1 mm. Taka natančnost omogoča številne različne uporabe. Na primer, zelo majhne luknje, manjše od pol milimetra, so odlične za ekraniranje elektronskih naprav. Deli avtomobilov zahtevajo gladke krivulje z izjemno nizkim odstopanjem, prav tako pa obstajajo tehnološko napredne konstrukcije, uporabljene v letalstvu, ki se izdelujejo iz večjih pločevin namesto iz ločenih delov. Kar zadeva programske pakete za računalniško podprto načrtovanje in proizvodnjo, inženirji sedaj ugotavljajo, da je veliko lažje zapletene 3D modele pretvoriti v navodila, ki jih stroji dejansko razumejo. To pomeni, da se na proizvodnem traku izdela točno to, kar je bilo narisano na papirju v načrtovni fazi.
Razmisleki o načrtovanju optimizacije kompleksnih geometrij pri laserskem rezkanju
Za maksimalno učinkovitost laserskega rezkanja pri zapletenih delih:
| Faktor | Vpliv na načrtovanje | Strategija optimizacije |
|---|---|---|
| Širina reza (0,1–0,3 mm) | Vpliva na razmik med zaklenjenimi deli | Kompensacija v CAD modelih |
| Toplotno vplivna cona | Tveganje deformacije pri tankih kovinah (<1 mm) | Prilagodite razmerje moči/ hitrosti |
| Notranji kotni radiji | Najmanj 0,2× debelina materiala | Uporabi prilagodljive algoritme za vožnjo v ovinkih |
Minimalne odpadke materiala zaradi tesnega urejanja in visoke učinkovitosti izkoristka
Napredna programska oprema za urejanje delov poveča izkoriščenost materiala na 92–98 % z optimizacijo razporeditve delov. Na primer, izrezovanje 100 kovinskih HVAC komponent iz pločevine 1500×3000 mm zmanjša odpadke za 35 % v primerjavi s plazemskim rezanjem. Neprekinjeni režimi rezanja in samodejno sledenje ostankom pločevine dodatno izboljšata izkoristek pri serijski proizvodnji.
CNC avtomatizacija in pametne funkcije v sodobnih kovinskih laserskih rezalnih strojih
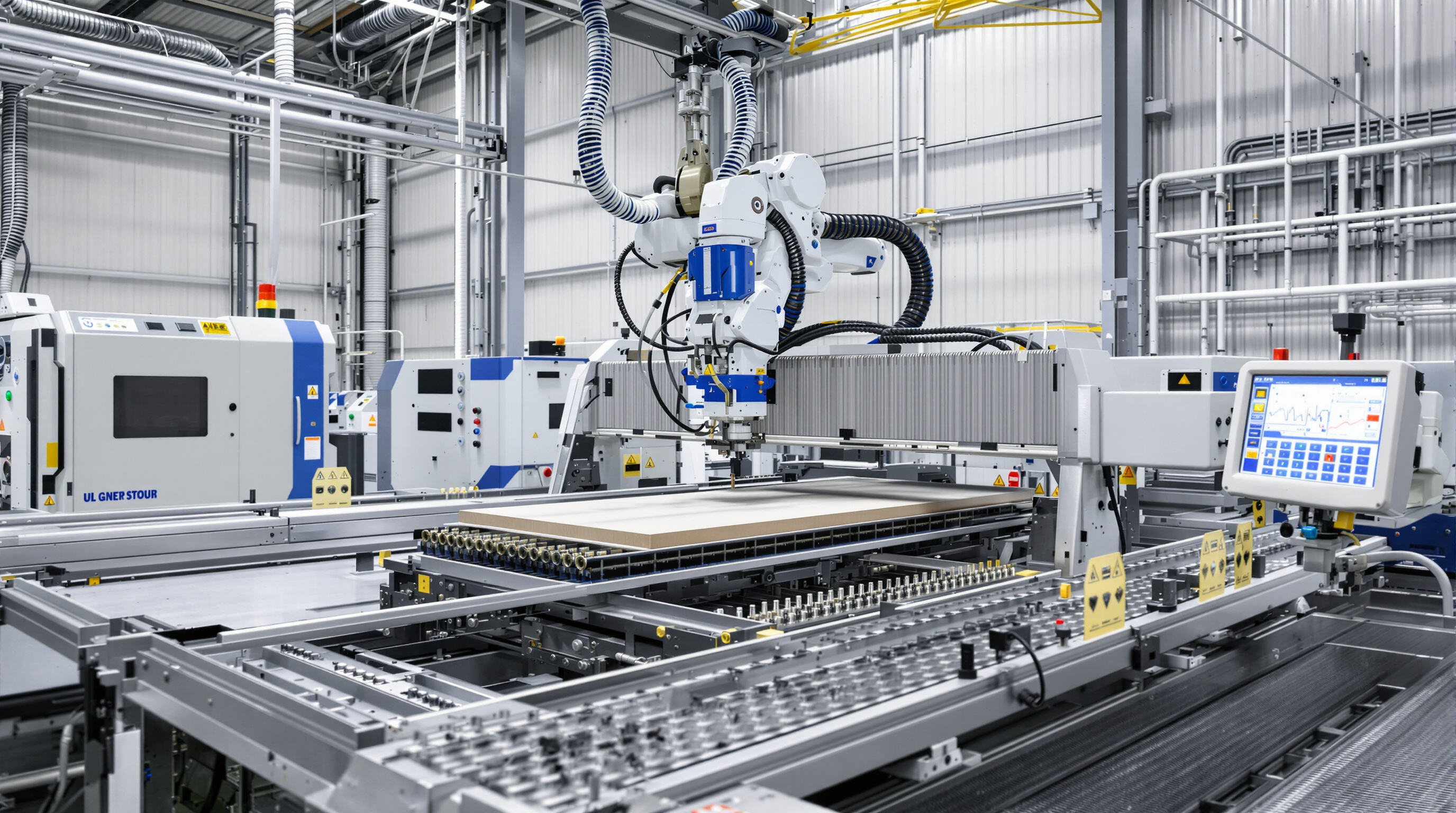
Integracija CNC krmiljenja v delovne procese kovinskih laserskih rezalnih strojev
Današnja laserska rezalna oprema za kovine lahko doseže ponovljivost okoli 0,1 mm zahvaljujoč se tistim pametnim CNC sistemom, ki jih poznamo kot računalniško številčno krmilje. Kaj pa naredi te stroje tako dobre v svojem delu? Hkrati krmilijo tri glavne stvari: moč, ki jo oddaja laser, premik po materialu in pretok pomožnega plina. Programerji lahko prilagajajo na stotine različnih nastavitev, kar pomeni, da tovarne lahko delujejo neprekinjeno tudi ob izdelavi zelo zapletenih oblik. Ko proizvajalci začnejo vključevati tehnologije industrije 4.0 v svoje operacije, dobijo dodatni poskoček. Stroji se med delovanjem dejansko sami prilagajajo glede na podatke, ki jih senzorji posredujejo o materialu, ki ga režejo. Priprava ne traja več skoraj tako dolgo kot prej. Nekatere delavnice poročajo, da so skrajšale pripravno čas skoraj za tretjino v primerjavi s tradicionalnimi ročnimi nastavitvami iz pred nekaj leti.
Samodejnost in povečana produktivnost s pomočjo robotike ter neprekinjenega delovanja
Robotski sistemi za polaganje v kombinaciji z večmizelnimi delovnimi postopki povečajo produktivnost za 40 % v aplikacijah avtomobilskeh limenih del. En operator lahko hkrati upravlja s šestimi stroji prek centraliziranih vmesnikov HMI ter doseže 93 % izkoriščenost materiala z uporabo umetne inteligence optimiziranega gnezdenja.
Pametne funkcije za izboljšanje natančnosti in spremljanje procesa
Senzorji kakovosti žarka ohranjajo stabilnost <0,9 mm·mrad skozi 10-urne cikle, medtem ko termalni kompenzacijski algoritmi preprečujejo učinke segrevanja leč (nihanje ±0,05 mm). Sistemi prediktivnega vzdrževanja napovejo obrabo šobe 48 ur pred okvaro in s tem zmanjšajo neplanirane izpade.
Ravnovesje med visokimi začetnimi stroški in dolgoročnim povračilom naložbe iz avtomatizacije
Čeprav napredni laserski stroji za rezanje kovin zahtevajo 20–30 % višjo začetno naložbo v primerjavi s stroji na mehansko delovanje, pa njihovi energetsko učinkoviti vlaknati laserji (povprečna poraba 3,5 kW v primerjavi s 7 kW pri modelih CO₂) in zmanjšani stroški dela omogočajo povračilo naložbe v 18–26 mesecih za proizvajalce srednjih serij.
Optimizacija ključnih parametrov za rezultate visokokakovostnega laserskega rezanja
Stroji za lasersko rezanje kovin dosegajo najboljše zmogljivosti, ko operaterji uravnotežijo tri medsebojno odvisne spremenljivke: moč lasera, hitrost rezanja in izbiro pomožnega plina.
Moč lasera, hitrost rezanja in izbira pomožnega plina
Najnovejši sistemi za rezanje delujejo običajno v območju moči od 1 do 20 kilovatov. Pri delu z debeljšimi materiali večja moč pomeni hitrejše reze, vendar zahteva odlično kontrolo temperature. Idealna hitrost rezanja se običajno giblje med 5 in 50 metri na minuto. To omogoča učinkovito delo, hkrati pa omejuje deformacijo materiala zaradi prevelikega segrevanja. Za različne kovine uporabljajo operaterji pomožne pline. Kisik je primeren za rezanje ogljikovega jekla, dušik pa za uporabo pri nehrjavnem jeklu. Ti plini preprečujejo neželeno oksidacijo med procesom. Vendar bodite pozorni, če ni pritisk plina pravilen. Tudi majhne napake lahko povzročijo pomembne težave, še posebej pri tanjših materialih, kjer se lahko natančnost roba zmanjša za okoli 30 %, če so nastavitve le malo odstopajo.
Vpliv kakovosti žarka in velikosti fokalne točke na natančnost rezanja
Kakovost snopa (M² ≤ 1.1 v naprednih vlaknastih laserjih) določa porazdelitev energije, pri čemer omogočajo ožji fokalni točki (0,1–0,3 mm) izdelavo zapletenih funkcij. Če je fokalna globina stalna z natančnostjo ±0,05 mm, proizvedejo 98 % izdelkov v prvem ciklu, kar je pokazal Letni pregled natančnega izdelovanja iz leta 2024.
Debelina in vrsta materiala: Prilagajanje parametrov za zapleteno oblikovanje
Pri delu s poceni jeklo, debelšim od 15 mm, potrebujejo laserski sistemi približno 40 % več moči v primerjavi z aluminijem podobne debeline. Bakrove zlitine predstavljajo popolnoma drugačen izziv, saj imajo tendenco odbijati laserski žarek, zato večina upravljavcev preklopi na impulzno rezkanje namesto na neprekinjeno. Za titanove pločevine z debelino pod 6 mm je najboljša hitrost približno 25 metrov na minuto, združena s plemenitim plinom argonom med rezkanjem. Mnogi obrti so ugotovili, da se investicija v prilagodljive parametrične baze res splača. Ti sistemi zmanjšajo odpad materiala zaradi preizkusnih rezanj za kar dve tretjini, kar pomeni ogromne prihranke. Hkrati pa ohranjajo tudi precej tesne tolerance, saj ohranjajo odstopanja v položaju znotraj ±0,1 mm, tudi ko preklapljajo med različnimi materiali v istem proizvodnem ciklu.
Ključne aplikacije v avtomobilski in letalski industriji
Vloga laserskih rezilnih strojev za kovine pri zapletenem oblikovanju kovin v letalski in avtomobilski industriji
Laserji za rezanje kovin lahko dosegajo tolerance do ±0,05 mm, kar je skoraj nujno pri izdelavi delov, kot so gorivne šobe za letalsko industrijo ali prenosne komponente za avtomobile. V primerjavi s plazemskimi metodami rezanja ponujajo ti laserski sistemi običajno za 15 do 25 odstotkov boljšo dimenzijsko natančnost, kar je za proizvajalce nujno za doseganje strogi standard AS9100 v letalski industriji. Na avtomobilski strani rezanje z laserji visokotrdnih jekel (UHSS) pomaga zmanjšati težo vozila za približno 19 odstotkov, ne da bi pri tem ogrozili varnost pri trku. Takšna natančnost je ključna v obeh industrijah, kjer celo majhne izboljšave veliko pomenijo.
Primerjava primera: lasersko rezane konstrukcijske komponente v letalskih sistemih
Nedavni projekt v letalski industriji je uporabil 6 kW vlaknene laserske rezalne stroje za izdelavo titanovih rebrišč kril s stensko debelino 0,1 mm. Ne-termalni proces je odpravil zauhanje pri tankostenskih materialih in dosegel 99,8 % dimenzijske natančnosti na 12.000 komponentah. Ta uporaba je zmanjšala čas sestavljanja za 40 % v primerjavi s konvencionalno obdelanimi deli.
Podpora za lajšanje v avtomobilski industriji s točno izdelavo iz pločevine
Lasersko rezanje omogoča zapletene 3D oblike v aluminiju in naprednih kompozitih, kar je ključno za ohišja baterij EV vozil in šasije. Proizvajalci avtomobilov poročajo o 22 % prihranku materiala z uporabo AI-optimaliziranih postopkov razporejanja, hkrati pa ohranjajo <0,2 mm položajno natančnost pri serijah visokih volumnov.
Trend: Naraščajoča uporaba ultra-visoko močnih vlaknenih laserskih rezalnih strojev
Avtomobilna industrija sedaj uporablja 30 kW vlaknene lasere za rezanje 25 mm debelih pločevine iz borovega jekla s hitrostjo 1,8 m/min, kar predstavlja 300 % večjo produktivnost v primerjavi s prejšnjimi sistemi. Dobavitelji v letalski industriji sprejemajo konfiguracije z dvojnimi laseri, da ohranijo natančnost ±0,02 mm pri obdelavi toplotno občutljivih nikeljevih zlitin za turbine.
Ključne prednosti, ki poganjajo uporabo:
- Natančnost v večjih merah : 8 % letna izboljšava natančnosti rezanja (2019–2024)
- Gnusnost materialov : Možnost obdelave 30+ razredov kovin na eni napravi
- Energetska učinkovitost : 40 % zmanjšanje porabe energije v primerjavi z CO₂ laseri
To tehnološko združevanje postavlja lasersko rezanje kot temeljni postopek za proizvodnjo prometnih sredstv nove generacije, pri čemer 73 % dobaviteljev prvega tira standardno uporablja procese oblikovanja kovin z laserjem.
Pogosta vprašanja
Katere tolerance je mogoče dosegati z modernim laserskim rezanjem kovin?
Sodobne naprave za lasersko rezanje kovin lahko dosegajo tolerance pod 50 mikroni, kar omogoča visoko natančnost, potrebno v industrijah, kot sta letalstvo in medicinska oprema.
Kako se lasersko rezanje primerja s strojnim žaganjem glede natančnosti?
Lasersko rezanje ponuja boljšo položajno natančnost (±0,02 mm v primerjavi z ±0,1 mm pri strojnem žaganju) in ponavljajočnost, brez vpliva obrabe orodja, ki je prisotna pri mehanskih metodah.
Zakaj je lasersko rezanje prednostno za kompleksne geometrije?
Lasersko rezanje omogoča izjemno tanke reze in zapletene oblike, ki jih s tradicionalnimi mehanskimi metodami težko dosežemo. To omogočajo vlaknati laserji, ki lahko obdelujejo široko paleto debelin materialov.
Kakšno vlogo igra avtomatizacija v sodobnih sistemih laserskega rezanja?
CNC krmiljenje in robotski sistemi za polaganje izboljšujejo produktivnost in natančnost strojev za lasersko rezanje, kar omogoča boljše izkoriščanje materiala in zmanjša čas za pripravo.
Kako je lasersko rezanje koristno za avtomobilsko in letalsko-vesoljsko industrijo?
Natančnost in prilagodljivost laserskih rezalnih strojev sta ključna za proizvodnjo kompleksnih delov v letalski in avtomobilski industriji, saj omogočata boljšo dimenzijsko natančnost in prihranek materiala.
Vsebina
- Nepremišljena natančnost in točnost pri oblikovanju kovin pri zapletenih oblikah
- Omogočanje kompleksnih geometrij in prilagodljivega načrtovanja z laserskimi stroji za rezanje kovin
-
CNC avtomatizacija in pametne funkcije v sodobnih kovinskih laserskih rezalnih strojih
- Integracija CNC krmiljenja v delovne procese kovinskih laserskih rezalnih strojev
- Samodejnost in povečana produktivnost s pomočjo robotike ter neprekinjenega delovanja
- Pametne funkcije za izboljšanje natančnosti in spremljanje procesa
- Ravnovesje med visokimi začetnimi stroški in dolgoročnim povračilom naložbe iz avtomatizacije
- Optimizacija ključnih parametrov za rezultate visokokakovostnega laserskega rezanja
-
Ključne aplikacije v avtomobilski in letalski industriji
- Vloga laserskih rezilnih strojev za kovine pri zapletenem oblikovanju kovin v letalski in avtomobilski industriji
- Primerjava primera: lasersko rezane konstrukcijske komponente v letalskih sistemih
- Podpora za lajšanje v avtomobilski industriji s točno izdelavo iz pločevine
- Trend: Naraščajoča uporaba ultra-visoko močnih vlaknenih laserskih rezalnih strojev
-
Pogosta vprašanja
- Katere tolerance je mogoče dosegati z modernim laserskim rezanjem kovin?
- Kako se lasersko rezanje primerja s strojnim žaganjem glede natančnosti?
- Zakaj je lasersko rezanje prednostno za kompleksne geometrije?
- Kakšno vlogo igra avtomatizacija v sodobnih sistemih laserskega rezanja?
- Kako je lasersko rezanje koristno za avtomobilsko in letalsko-vesoljsko industrijo?