
Nepremašiva preciznost i tačnost u kompleksnom oblikovanju metala
Tolerancije kod laserskog sečenja metala za komponente visoke preciznosti
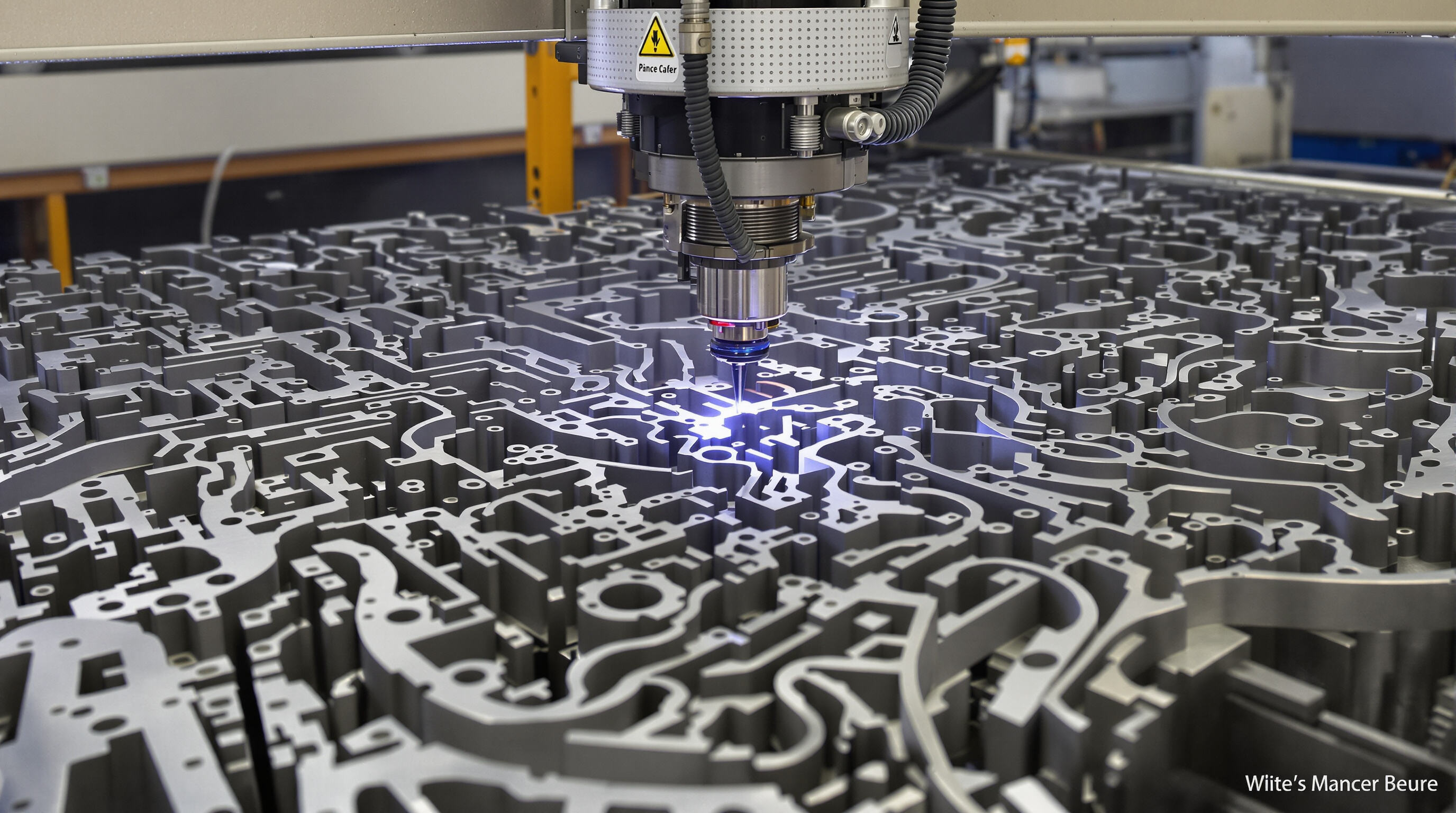
Moderan mašine za režanje metala laserom postignite tolerancije ispod 50 mikrona (IntechOpen 2023), koje zadovoljavaju najstrožije zahteve za aktuatore u avioindustriji i komponente medicinskih uređaja. Ova preciznost proizlazi iz sistema pozicioniranja u zatvorenoj petlji i modula za kompenzaciju temperature koji održavaju tačnost tokom 24/7 proizvodnih ciklusa.
Изузетна квалитетна ивица и могућности узаких толеранција
Системи са влакненим ласером производе вредности храпавости ивице испод Ra 1,6 µm без накнадног обраде – критично за херметичке запушаче у опреми за хемијску обраду. Концентрвана таласна дужина од 1070 nm омогућава ширине реза испод 0,15 mm, што дизајнерима омогућава да поставе комплексније геометрије 37% ближе него што је могуће код алтернатива са плазма резом.
Како непосредна обрада смањује деформацију материјала
За разлику од механичког бушенја које преноси силу од 12–18 kN/cm², ласерско сецање не примењује притисак алата. То елиминише изобличења на нерђајућим челичним лимовима <3mm, формирање оштрица на компонентама за заштиту од електромагнетних интерференција од бакра и микропукотине у авионским носачима од термички обрађеног алуминијума.
Упоредба ласерског сецања и механичких метода у прецизности
| Parametar | Ласерско резање влакана | Механичко бушење |
|---|---|---|
| Позициона тачност | ±0,02 мм | ±0,1 mm |
| Одступање угла ивице | 0.5° | 2–3° |
| Поновљивост (10k резова) | 99.98% | 98.4% |
| Uticaj Habanja Alata | Nijedan | +0,05 mm/matrica |
Nekontaktni proces održava konstantnu tačnost kroz više od 100.000 radnih sati, za razliku od mehaničkih sistema koji zahtevaju nedeljne prilagodbe matrica.
Omogućavanje kompleksnih geometrija i fleksibilnog dizajna pomoću mašina za lasersko sečenje metala
Kompleksni oblici i detaljni dizajni omogućeni laserskom tehnologijom
Ласерске машине за резање су промениле начин на који произвођачи приступају обради метала, јер могу да праве облике које обични алати једноставно не могу. Традиционалне методе резања ограничавају дебљина режних делова, али фибер ласери могу да обрађују метала дебљине између 0,1 и 40 мм са изузетно танким резовима, који су чак и до 0,1 мм ширине. Ниво детаља који је могућ отвара разне примене. На пример, мини рупе мање од половине милиметра одлично функционишу за заштиту електронских уређаја. Делови аутомобила захтевају глатке кривине са готово никаквим одступањем, као и елегантне носаче који се користе у авионима, који се исецају из једног комада лима уместо од посебних делова. Када је у питању софтвер за рачунарско пројектовање и производњу, инжењерима је сада много лакше да узму своје комплексне 3D дизајне и претворе их у упутства која машине могу да разумеју. То значи да оно што се производи на фабричком поду изгледа тачно као и оно нацртано на папиру у фази пројектовања.
Посебни аспекти дизајна за оптимизацију комплексних геометрија у ласерском сечењу
За постизање максималне ефикасности ласерског сечења код сложених делова:
| Faktor | Утицај на дизајн | Strategija optimizacije |
|---|---|---|
| Ширина реза (0,1–0,3 mm) | Утиче на заустављање делова у склопу | Надокнадити у CAD моделу |
| Температурно утицајна зона | Постоји ризик од изобличења код танких (<1 mm) метала | Поставити однос снаге/брзине |
| Полупречници унутрашњих углова | Минимум 0,2× дебљина материјала | Користите адаптивне алгоритме за скретање |
Минимални отпад материјала кроз компактно гнјежђење и високу ефикасност поправка
Напредан софтвер за гнјежђење повећава искоришћење материјала на 92–98% оптимизацијом распореда делова. На пример, исецање 100 делова од нерђајућег челика за системе за загревање и климатизацију са лима димензија 1500×3000 мм смањује отпад од 35% у поређењу са плазма исецимањем. Режими непрекидног исецања и аутоматско праћење остатака лима даље побољшавају поправак приликом серијске производње.
CNC аутоматизација и интелегентне карактеристике у модерним ласерским машинама за исецање метала
Интеграција CNC контроле у токове рада ласерских машина за исецање метала
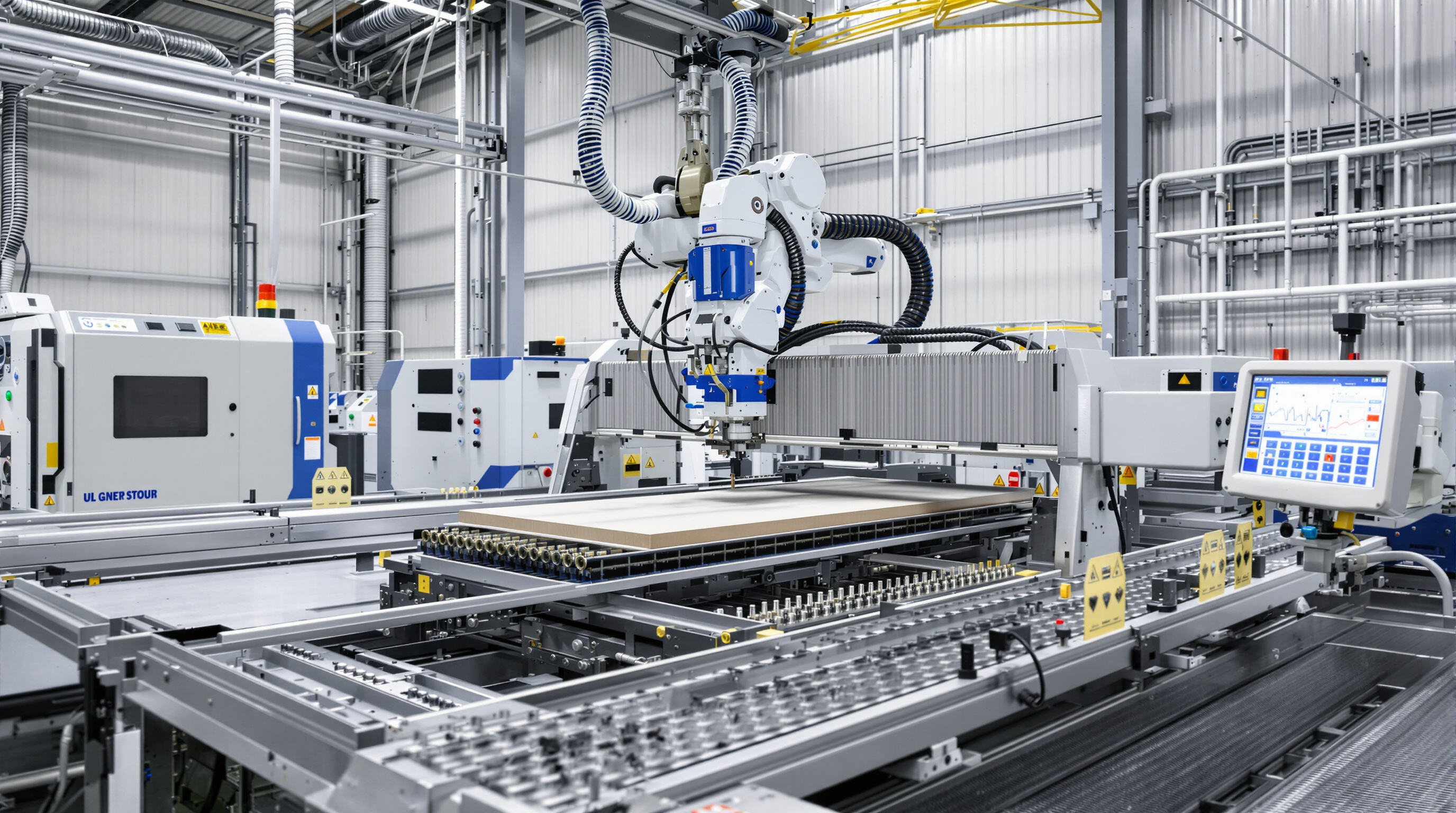
Današnja oprema za lasersko sečenje metala može postići ponovljivost od oko 0,1 mm zahvaljujući onim naprednim CNC sistemima koje poznajemo kao računarsko numeričko upravljanje. Šta čini ove mašine tako dobrim u njihovom poslu? One istovremeno kontrolišu tri glavne stvari: jačinu lasera, gde se kreće preko materijala i protok pomoćnog gasa. Programeri mogu da podešavaju stotine različitih postavki, što znači da fabrike mogu raditi non-stop čak i kada se prave veoma kompleksni oblici. Kada proizvođači počnu da uključuju Industriju 4.0 tehnologije u svoje operacije, dobijaju dodatni potisak. Mašine se zapravo prilagođavaju tokom rada na osnovu informacija koje senzori šalju o materijalu koji se seče. Postavljanje traje znatno kraće nego ranije. Neki proizvođači navode da su skratili vreme pripreme skoro za trećinu u poređenju sa starim ručnim postupcima iz pre par godina.
Automatizacija i porast produktivnosti kroz robotiku i kontinuiran rad
Роботизовани системи за утовар у комбинацији са процесима са више табела повећавају продуктивност за 40% у применама у аутомобилској индустрији за рад са лимом. Један оператор може истовремено да управља шест машинa коришћењем централизованих HMI интерфејса, постижући 93% коришћење материјала кроз AI-оптимизовано гнездо.
Паметне карактеристике које побољшавају прецизност и мониторинг процеса
Сензори квалитета снопа одржавају стабилност <0,9 mm·mrad током 10-часовних радних циклуса, док алгоритми за термалну компензацију негирају ефекте загревања сочива (±0,05 mm дрифт). Системи за предиктивну одржавање предвиђају хабање млазника 48 сати пре квара, минимизирајући непланиране простое.
Балансирање високе почетне цене и дугорочног ROI-а од аутоматизације
Иако напредне машине за ласерско исецање метала захтевају 20–30% већу почетну инвестицију у односу на механичке алтернативе, њихове енергетски ефикасне фибер ласере (просечна потрошња 3,5 kW у односу на 7 kW код CO₂ модела) и смањени трошкови радне снаге омогућавају ROI у периоду од 18–26 месеци за произвођаче средње серије.
Оптимизација кључних параметара за постизање висококвалитетних резултата ласерског резања
Машине за ласерско резање метала постижу најбоље перформансе када оператори избалансирају три међусобно зависне варијабле: снагу ласера, брзину резања и избор помоћног гаса.
Снага ласера, брзина резања и избор помоћног гаса
Већина модерних система за резање раде у опсегу од око 1 до 20 киловата. Када се ради са дебљим материјалима, већа снага значи брже резање, иако то захтева веома добру контролу топлоте. Идеална брзина резања обично се креће између 5 и 50 метара у минуту. То помаже у одржавању ефикасности без превеликог изобличења материјала услед топлоте. За различите метала, оператори се ослањају на одређене гасове који прате процес. Кисеоник добро функционише при резању челика, док је азот бољи за примену на нерђајући челик. Ови гасови спречавају нежељене оксидације током процеса. Али будите опрезни ако притисак гаса није прави. Чак и мала грешка овде може довести до значајних проблема, посебно код танких материјала где тачност ивица може да опадне за око 30% када параметри нису довољно прецизни.
Утицај квалитета снопа и величине фокусне тачке на тачност реза
Квалитет зрака (M² ≤ 1,1 код напредних волокнастих ласера) одређује расподелу енергије, при чему мање фокусне тачке (0,1–0,3 mm) омогућавају израду детаљних облика. Према Извештају о прецизној производњи из 2024. године, ласери који одржавају конзистенцију дубине фокуса ±0,05 mm постижу 98% првобитни излаз у авионским компонентама.
Дебљина и тип материјала: Прилагођавање параметара за комплексно обликовање
Kada se radi sa nehrđајућим челиком дебљим од 15 mm, ласер системима је потребно око 40% више снаге у поређењу са сличним дебљинама алуминијума. Сплавови бакра представљају потпуно други изазов зато што имају тенденцију да рефлектују ласерски зрак, тако да већина оператора прелази на мод рада са импулсним резањем уместо на мод са континуалним радом. За титанске плоче испод 6 mm дебљине, најбољи резултати постижу се брзином од око 25 метара у минуту у комбинацији са заштитом аргон гасом током процеса резања. Многе радионице су утврдиле да улагање у адаптивне базе параметара има велики повратак. Ови системи смањују отпад материјала од тест резова за чак две трећине, што представља значајну штедњу. У исто време, они одржавају веома прецизне толеранције, тако да се позиционе грешке задржавају у оквиру плус/минус 0,1 mm, чак и при преласку између различитих материјала у оквиру исте производне серије.
Kritične primene u automobilskoj i aerodromskoj industriji
Улога ласерских машина за резање метала у обликовању комплексних металних делова у авионској и аутомобилској индустрији
Ласерске машине за резање метала могу постићи тачност до ±0,05 мм, што је у суштини неопходно при изради делова као што су млазнице за гориво у авионском индустрија или компоненте трансмисије за аутомобиле. У поређењу са методама плазма резања, ови ласерски системи обично нуде за 15 до 25 посто бољу размерну тачност, што је произвођачима неопходно да би испунили строга Стандарда AS9100 у авионској индустрији. У аутомобилској индустрији, резање високочврстог челика (UHSS) ласером помаже смањење тежине возила за отприлике 19 посто без смањења безбедности у сударима. Управо ова тачност чини разлику у обе индустрије, где и најмања побољшања имају велики значај.
Студија случаја: Ласерски резани структурни делови у авионским системима
Nedavni vazduhoplovni projekat je koristio mašine za sečenje titanijumskih rebara krila pomoću 6 kW vlaknastog lasera sa debljinom zida od 0,1 mm. Nehlađeni proces je uklonio izobličenja u tankim materijalima, postižući dimenzionu tačnost od 99,8% na 12.000 komponenti. Ova primena smanjila je vreme montaže za 40% u poređenju sa konvencionalnim mašinski obrađenim delovima.
Podrška laganoj automobilskoj konstrukciji kroz preciznu obradu lima
Laserom se seku kompleksni 3D oblici u aluminijumu i naprednim kompozitima, što je ključno za kućišta baterija električnih vozila i šasije. Proizvođači automobila navode 22% uštedu u materijalu kroz AI optimizovane šare, dok održavaju pozicionu tačnost manju od 0,2 mm tokom masovne proizvodnje.
Trend: Rastuća primena ultra-visokih snaga vlaknastih laserskih mašina za sečenje
Аутомобилска индустрија сада користи 30 kW фибер ласере за резање боронског челика дебљине 25 mm на брзини од 1,8 m/min — што је повећање продуктивности за 300% у односу на претходне системе. Добављачи за аеропросторну индустрију усвајају двоструке ласерске конфигурације да би одржали тачност од ±0,02 mm при обради нерђајућих легура никла које су осетљиве на топлоту, за турбинске компоненте.
Кључне предности које подстичу прихватање:
- Повећање прецизности : 8% годишње побољшање у прецизности резања (2019–2024)
- Flexibilnost materijala : Једномашинска способност за 30+ врста метала
- Energetska efikasnost : 40% смањење потрошње енергије у поређењу са CO₂ ласерима
Ова конвергенција технологија позиционира ласерско резање као основни процес за производњу транспортних средстава нове генерације, при чему 73% добављача првог нивоа сада стандардизује радне процесе засноване на ласерском обликовању метала.
Често постављана питања
Које су толеранције постижљиве савременим ласерским резањем метала?
Савремени ласерски машини за резање метала могу постићи толеранције испод 50 микрона, што омогућава високу прецизност неопходну у индустријама као што су аеропросторна и медицинска опрема.
Како се ласерско сечење пореди са механичким бушењем у погледу прецизности?
Ласерско сечење уопште нуди бољу позициону тачност (±0,02 мм у поређењу са ±0,1 мм код механичког бушења) и поновљивост, без утицаја на трошење алата као што је случај код механичких метода.
Шта чини ласерско сечење предиспозиционим за комплексне геометрије?
Ласерско сечење омогућава изузетно танке резове и комплексне дизајне, које је тешко постићи традиционалним механичким методама. Ово омогућавају фибер ласери који могу да обраде широк опсег дебљина материјала.
Коју улогу има аутоматизација у савременим системима ласерског сечења?
CNC контроле и роботске системе за утовар повећавају продуктивност и прецизност ласерских машина за сечење, омогућавајући боље коришћење материјала и смањење времена припреме.
Како је ласерско сечење корисно за аутомобилску и аеропросторну индустрију?
Preciznost i fleksibilnost mašina za sečenje laserom su kritične za proizvodnju kompleksnih delova u vazduhoplovnoj i automobilskoj industriji, nudeći bolju dimenzionalnu tačnost i uštedu materijala.
Садржај
- Nepremašiva preciznost i tačnost u kompleksnom oblikovanju metala
- Omogućavanje kompleksnih geometrija i fleksibilnog dizajna pomoću mašina za lasersko sečenje metala
- CNC аутоматизација и интелегентне карактеристике у модерним ласерским машинама за исецање метала
- Оптимизација кључних параметара за постизање висококвалитетних резултата ласерског резања
-
Kritične primene u automobilskoj i aerodromskoj industriji
- Улога ласерских машина за резање метала у обликовању комплексних металних делова у авионској и аутомобилској индустрији
- Студија случаја: Ласерски резани структурни делови у авионским системима
- Podrška laganoj automobilskoj konstrukciji kroz preciznu obradu lima
- Trend: Rastuća primena ultra-visokih snaga vlaknastih laserskih mašina za sečenje
-
Често постављана питања
- Које су толеранције постижљиве савременим ласерским резањем метала?
- Како се ласерско сечење пореди са механичким бушењем у погледу прецизности?
- Шта чини ласерско сечење предиспозиционим за комплексне геометрије?
- Коју улогу има аутоматизација у савременим системима ласерског сечења?
- Како је ласерско сечење корисно за аутомобилску и аеропросторну индустрију?