
Oslagbar precision och noggrannhet vid komplex metallformning
Toleranser vid metallaserklippning för komponenter med hög precision
Modern metallaseravskärningsmaskiner uppnå toleranser under 50 mikron (IntechOpen 2023), vilket uppfyller de mest krävande kraven för aerospace-aktuatorer och komponenter till medicintekniska apparater. Denna precision beror på slutna positioneringssystem och termiska kompensationsmoduler som säkerställer precision under 24/7-produktionscykler.
Utmärkt kantkvalitet och hög precision
Fiberlasersystem producerar kantrohetsvärden under Ra 1,6 µm utan sekundär efterbehandling – kritiskt för tätningar i kemiteknisk utrustning. Den koncentrerade våglängden på 1070 nm möjliggör skärvidder under 0,15 mm, vilket tillåter konstruktörer att placera komplexa geometrier 37 % tätare än plasmaskurna alternativ.
Hur kontaktlös bearbetning minskar materialdeformation
Till skillnad från mekanisk perforering som applicerar 12–18 kN/cm² kraft, utövar laserskärning ingen verktygspress. Detta eliminerar buckling i rostfria stålplåtar <3 mm, flaggbildning på koppar-EMI-skyddskomponenter och mikrosprickor i härdade aluminiumflygplansbeslag.
Jämförelse mellan laserskärning och mekaniska metoder vad gäller precision
| Parameter | Fiberlaserskärning | Mekanisk perforering |
|---|---|---|
| Positionssäkerhet | ± 0,02 mm | ± 0,1 mm |
| Kantvinkelfel | 0.5° | 2–3° |
| Upprepbarhet (10 000 skärningar) | 99.98% | 98.4% |
| Verktygsslitage påverkan | Ingen | +0,05 mm/dies |
Processen utan kontakt upprätthåller konstant precision genom 100 000+ drifttimmar, till skillnad från mekaniska system som kräver veckovisa justeringar av dies.
Möjliggör komplexa geometrier och designflexibilitet med metall laserskärningsmaskiner
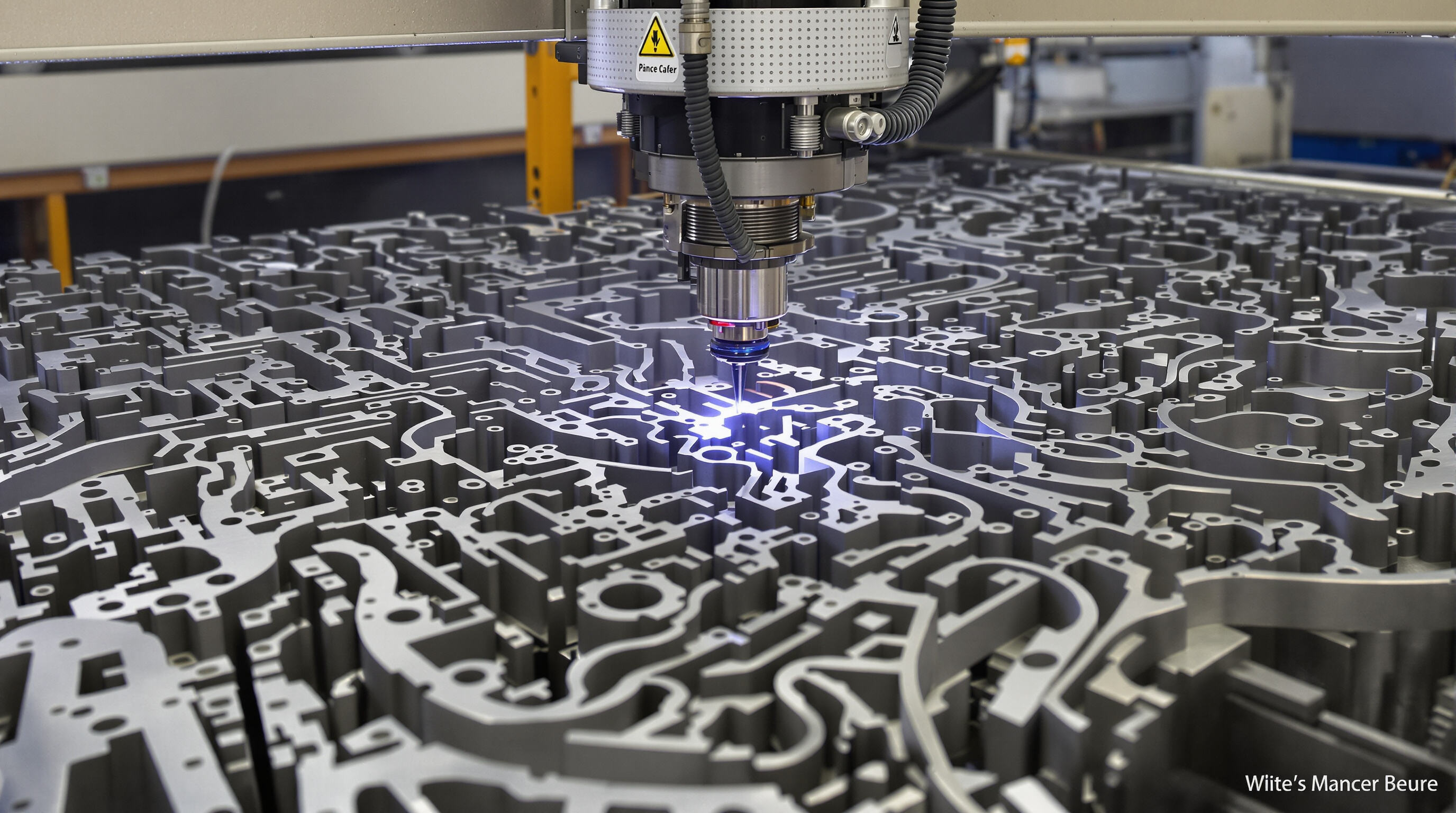
Komplexa former och intrikata design möjliggjorda av laserteknologi
Laserskärningsmaskiner har förändrat hur tillverkare arbetar med metaller eftersom de kan skapa former som ordinära verktyg helt enkelt inte kan hantera. Traditionella skärningsmetoder är begränsade av storelsen på fysiska skärverktyg, men fiberlasrar kan hantera metaller i tycktor som varierar från 0,1 till 40 mm med extremt tunna skärningar, ibland så smala som 0,1 mm. Det nivå av detaljer som är möjlig öppnar upp för en mängd olika användningsområden. Till exempel fungerar små hål under halv millimeter perfekt för skärmning i elektroniska apparat. Bildelar kräver de här släta kurvorna med nästan ingen avvikelse, och sen finns det de här fina bracket som används i flygplan som skärs ur en stor plåt i stället för från separat delar. När det gäller datorstödd konstruktion och tillverkning, finner ingenjörer att det idag är mycket lättare att ta sina komplexa 3D-konstruktioner och omvandla dem till instruktioner som maskinerna faktiskt förstår. Det betyder att det som produceras på fabriksgolvet exakt likadan som det som ritades upp på papper i konstruktionsfasen.
Designöverväganden för att optimera komplexa geometrier vid laserbäring
För att maximera laserbäringskapaciteten för detaljerade delar:
| Fabrik | Påverkan på design | Optimeringsstrategi |
|---|---|---|
| Skärremsbredd (0,1–0,3 mm) | Påverkar inbärande delars clearance | Kompensera i CAD-modeller |
| Värmeinverkanszon | Risk för buckling i tunna (<1 mm) metaller | Justera effekt/hastighetsförhållanden |
| Inre hörnradier | Minimum 0,2× materialtjocklek | Använd adaptiva kurvtagningssystem |
Minimalt materialspill genom tät nästning och hög utbyteseffektivitet
Avancerad nästningsprogramvara ökar materialutnyttjandet till 92–98 % genom att optimera delarnas placering. Till exempel minskar avfallet med 35 % vid skärning av 100 komponenter i rostfritt stål för HVAC från ett plåtformat på 1500×3000 mm jämfört med plasmaskärning. Kontinuerliga skärningslägen och automatisk spårning av återstående plåtrester förbättrar ytterligare utbytet vid stora produktionsserier.
CNC-automatisering och smarta funktioner i moderna metall laserskärningsmaskiner
Integrering av CNC-styrning i metall laserskärningsmaskiners arbetsflöden
Dagens metallaserkapningsutrustning kan uppnå en upprepbarhet på cirka 0,1 mm tack vare de sofistikerade CNC-systemen vi alla känner till, där CNC står för datoriserad numerisk kontroll. Vad gör att dessa maskiner är så bra på sitt jobb? De kontrollerar tre huvudsaker samtidigt: hur mycket effekt lasern genererar, vart den rör sig över materialet och flödeshastigheten för den hjälpande gasen. Det finns hundratals olika inställningar som programmerare kan justera, vilket innebär att fabriker kan köras oavbrutet även när de tillverkar mycket komplexa former. När tillverkare börjar integrera industritekniker från Industri 4.0 i sina processer får de ytterligare en fördel. Maskinerna justerar faktiskt sig själva under drift baserat på vad sensorerna berättar om materialet som bearbetas. Installationen tar inte heller lika lång tid som tidigare. Vissa verkstäder rapporterar att de har kunnat minska sin förberedelsetid med nästan en tredjedel jämfört med de gamla manuella inställningarna från bara några år tillbaka.
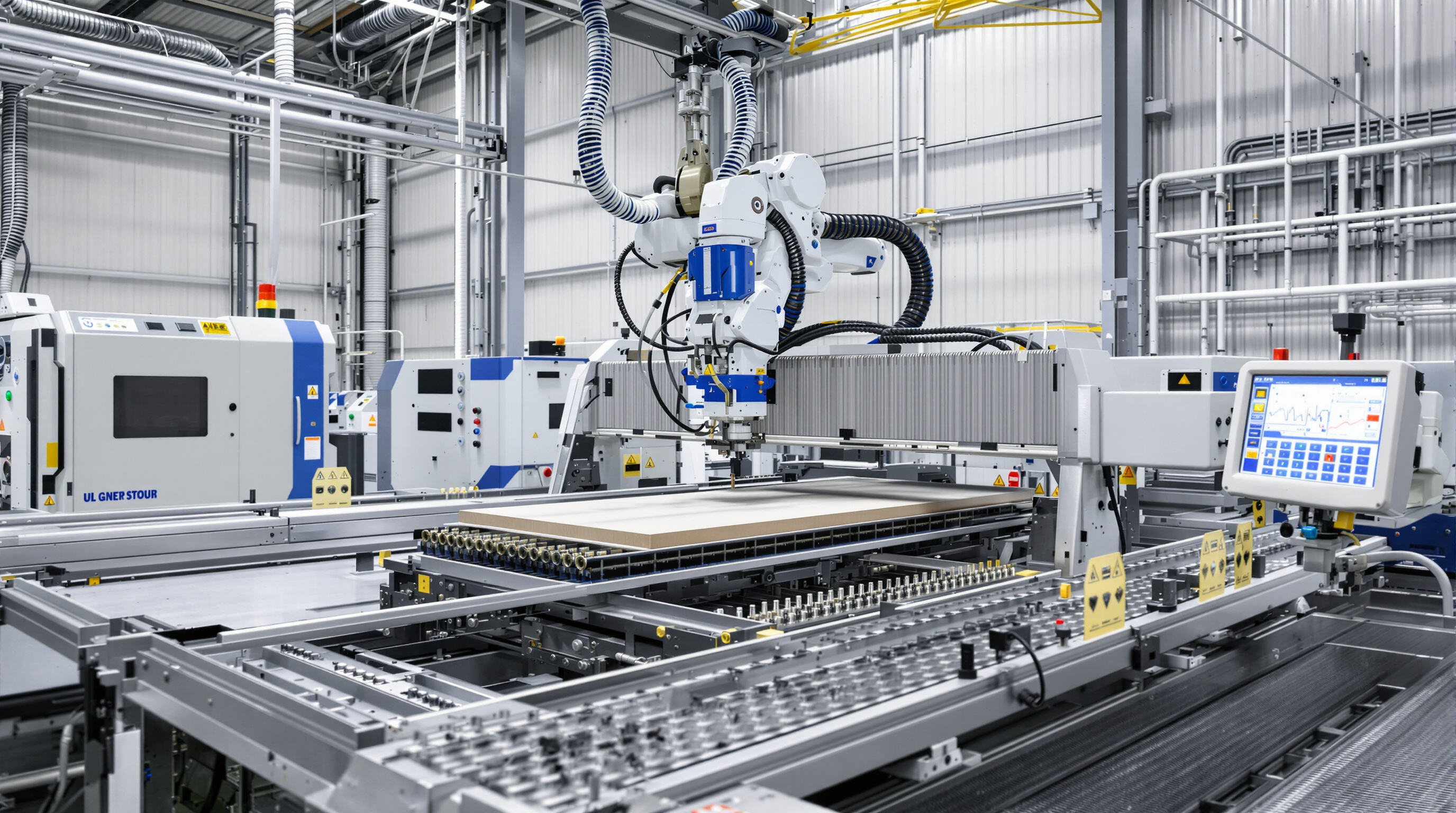
Automatiserings- och produktivitetsvinster genom robotik och kontinuerlig drift
Robotiska lassystem kopplade till flera bord med arbetsflöden ökar produktiviteten med 40 % inom karosstillverkning. En enda operatör kan hantera sex maskiner samtidigt via centrala HMI-gränssnitt och uppnå 93 % materialutnyttjande genom AI-optimerad nästling.
Smarta funktioner som förbättrar precision och processövervakning
Sensorer för strålkvalitet säkerställer <0,9 mm·mrad stabilitet under 10-timmarskörning, medan termiska kompenseringsalgoritmer motverkar linsvärmningseffekter (±0,05 mm drift). Prediktiva underhållssystem förutsäger dyslvärm 48 timmar innan driftstopp, vilket minimerar oplanerade driftstopp.
Balansera högsta kostnad med långsiktig avkastning från automatisering
Även om avancerade metall laserskärmaskiner kräver en 20–30 % högre första investering än mekaniska alternativ, så ger deras energieffektiva fiberlasrar (3,5 kW genomsnittlig konsumtion jämfört med 7 kW för CO₂-modeller) och minskade arbetskostnader en avkastning på investeringen inom 18–26 månader för mellanvolymsproducenter.
Optimering av nyckelparametrar för högkvalitativa laserskärningsresultat
Metalllaserskärningsmaskiner uppnår toppprestanda när operatörer balanserar tre ömsesidigt beroende variabler: laserperformance, skärhastighet och hjälpgasval.
Laserperformance, Skärhastighet och Hjälpgasval
De flesta moderna skärsystem fungerar inom ett effektomfång på cirka 1 till 20 kilowatt. När man arbetar med tjockare material innebär högre effekt snabbare skärningar, även om det kräver bättre värmekontroll. Den optimala skärhastigheten ligger vanligtvis mellan 5 och 50 meter per minut. Detta hjälper till att behålla effektiviteten utan att värmen förorsakar alltför mycket deformation av materialet. För olika metaller använder operatörer specifika hjälpmedelsgaser. Syre fungerar bra vid skärning av kolstål, medan kväve är bättre lämpat för rostfritt stål. Dessa gaser hjälper till att förhindra oönskad oxidation under processen. Men var försiktig om gastrycket inte är korrekt. Redan små fel här kan leda till stora problem, särskilt med tunnare material där kantprecisionen kan sjunka cirka 30 % när inställningarna bara är något felaktiga.
Inverkan av strålkvalitet och fokusspotsstorlek på skärprecision
Strålkvalitet (M² ≤ 1,1 i avancerade fiberlaser) bestämmer energifördelningen, där tätare fokusspotar (0,1–0,3 mm) möjliggör komplexa detaljer. En rapport från 2024 om precisionstillverkning fann att laser som upprätthåller en fokaldjupkonsekvens på ±0,05 mm producerar en förstpasskvot på 98 % i flygplanskomponenter.
Materialtjocklek och typ: Anpassning av parametrar för komplex formning
När man arbetar med rostfritt stål som är tjockare än 15 mm behöver lasersystem cirka 40 procent mer effekt jämfört med liknande tjocklekar av aluminium. Kopparlegeringar innebär en helt annan utmaning eftersom de tenderar att reflektera laserstrålen, varför de flesta operatörer växlar till pulssnittlägen istället för kontinuerliga. För titanplåtar under 6 mm tjocka fungerar det bäst att köra med en hastighet på cirka 25 meter per minut i kombination med argon-gasskydd under snittet. Många verkstäder har upptäckt att investeringar i adaptiva parameterdatabaser ger stor avkastning. Dessa system minskar spill av material från provsnitt med cirka två tredjedelar, vilket innebär stora besparingar. Samtidigt upprätthåller de ganska strama toleranser, och håller positionsfel inom plus eller minus 0,1 mm även när man växlar mellan olika material i samma produktionsserie.
Kritiska applikationer inom bil- och flygindustrin
Rollen hos metallskärmaskiner med laser i komplex metallformning för luftfarts- och bilindustrisektorer
Laserklippmaskiner för metaller kan uppnå toleranser på cirka ±0,05 mm, vilket är ganska nödvändigt vid tillverkning av delar som bränslespridare till flygindustrin eller växellådskomponenter till bilar. Jämfört med plasmaskärningsmetoder erbjuder dessa lasersystem typiskt cirka 15 till 25 procent bättre dimensionsprecision, något som tillverkare behöver för att uppfylla de stränga AS9100-standarderna inom flygindustrin. Inom bilindustrin minskar laserskärning av ultrahård stål (UHSS) fordonets vikt med cirka 19 procent utan att kompromissa med krocksäkerheten. Denna typ av precision gör all skillnad inom båda branscherna, där till och med små förbättringar betyder mycket.
Case Study: Laserskurna strukturkomponenter i flygindustriella system
Ett nyligen genomfört luftfartsprojekt använde 6 kW fiberlaserskärningsmaskiner för att tillverka titanflygplanribbor med vägg tjocklekar på 0,1 mm. Den icke-termiska processen eliminerade vråk i tunnmaterial och uppnådde 99,8 % dimensionell precision över 12 000 komponenter. Detta tillämpningsområde minskade monteringstiden med 40 % jämfört med konventionella maskinbearbetade delar.
Stöd för lättvikt i bilindustrin genom exakt plåtbearbetning
Laserskärning möjliggör komplexa 3D-former i aluminium och avancerade kompositmaterial, vilket är avgörande för EV-batterihus och chassikomponenter. Bilverkstäder rapporterar 22 % materialbesparing genom AI-optimerade placeringssystem, samtidigt som de upprätthåller <0,2 mm positionsprecision vid högvolymstillverkning.
Trend: Ökad användning av ultra-hög-effekt fiberlaserskärningsmaskiner
Bilindustrin använder nu 30 kW fiberlasrar för att skära 25 mm tjockt borstål med en hastighet på 1,8 m/min – en produktivitetsökning på 300 % jämfört med tidigare system. Leverantörer inom flygindustrin använder dubbla laserkonfigurationer för att upprätthålla en noggrannhet på ±0,02 mm vid bearbetning av värmeempfindliga nickellegeringar för turbindelar.
Nybörjarmöjliga fördelar som driver adoptionen:
- Precisionsskalning : 8 % årlig förbättring i skärningsnoggrannhet (2019–2024)
- Materiell flexibilitet : Enskild maskin kapabel till 30+ metallkvaliteter
- Energieffektivitet : 40 % lägre energiförbrukning jämfört med CO₂-lasrar
Denna teknologikonvergens placerar laserskärning som grundläggande process för tillverkning av nästa generations transportmedel, med 73 % av Tier 1-leverantörer som nu standardiserar arbetsflöden baserade på laserskärning av metaller.
Vanliga frågor
Vilka toleranser kan uppnås med modern metall laserskärning?
Modern metall laserskärmaskiner kan uppnå sub-50 mikron toleranser, vilket möjliggör den höga precision som krävs inom branscher som flygindustrin och medicinteknik.
Hur jämförs laserstänkning med mekanisk perforering vad gäller precision?
Laserstänkning erbjuder generellt bättre positionsprecision (±0,02 mm jämfört med ±0,1 mm för mekanisk perforering) och upprepbarhet, utan verktygsförföringseffekter som uppstår vid mekaniska metoder.
Vad gör laserstänkning fördelaktig för komplexa geometrier?
Laserstänkning möjliggör extremt tunna snitt och intrikata design, vilket är svårt att uppnå med traditionella mekaniska metoder. Detta underlättas av fiberlasrar som kan hantera ett brett utbud av materialtjocklekar.
Vilken roll spelar automatisering i moderna laserskärningssystem?
CNC-styrning och robotiserade laddningssystem förbättrar produktiviteten och precisionen hos laserskärningsmaskiner, vilket möjliggör bättre materialutnyttjande och minskar inställningstider.
Hur gynnar laserstänkning bil- och flygindustrin?
Precisionen och flexibiliteten hos laserstansmaskiner är avgörande för tillverkning av komplexa delar inom flyg- och bilindustrin, vilket erbjuder bättre dimensionsprecision och materialbesparingar.
Innehållsförteckning
- Oslagbar precision och noggrannhet vid komplex metallformning
- Möjliggör komplexa geometrier och designflexibilitet med metall laserskärningsmaskiner
- CNC-automatisering och smarta funktioner i moderna metall laserskärningsmaskiner
- Optimering av nyckelparametrar för högkvalitativa laserskärningsresultat
-
Kritiska applikationer inom bil- och flygindustrin
- Rollen hos metallskärmaskiner med laser i komplex metallformning för luftfarts- och bilindustrisektorer
- Case Study: Laserskurna strukturkomponenter i flygindustriella system
- Stöd för lättvikt i bilindustrin genom exakt plåtbearbetning
- Trend: Ökad användning av ultra-hög-effekt fiberlaserskärningsmaskiner
-
Vanliga frågor
- Vilka toleranser kan uppnås med modern metall laserskärning?
- Hur jämförs laserstänkning med mekanisk perforering vad gäller precision?
- Vad gör laserstänkning fördelaktig för komplexa geometrier?
- Vilken roll spelar automatisering i moderna laserskärningssystem?
- Hur gynnar laserstänkning bil- och flygindustrin?