
Неперевершена точність і правильність у складній обробці металу
Допуски при лазерному різанні металу для високоточних компонентів
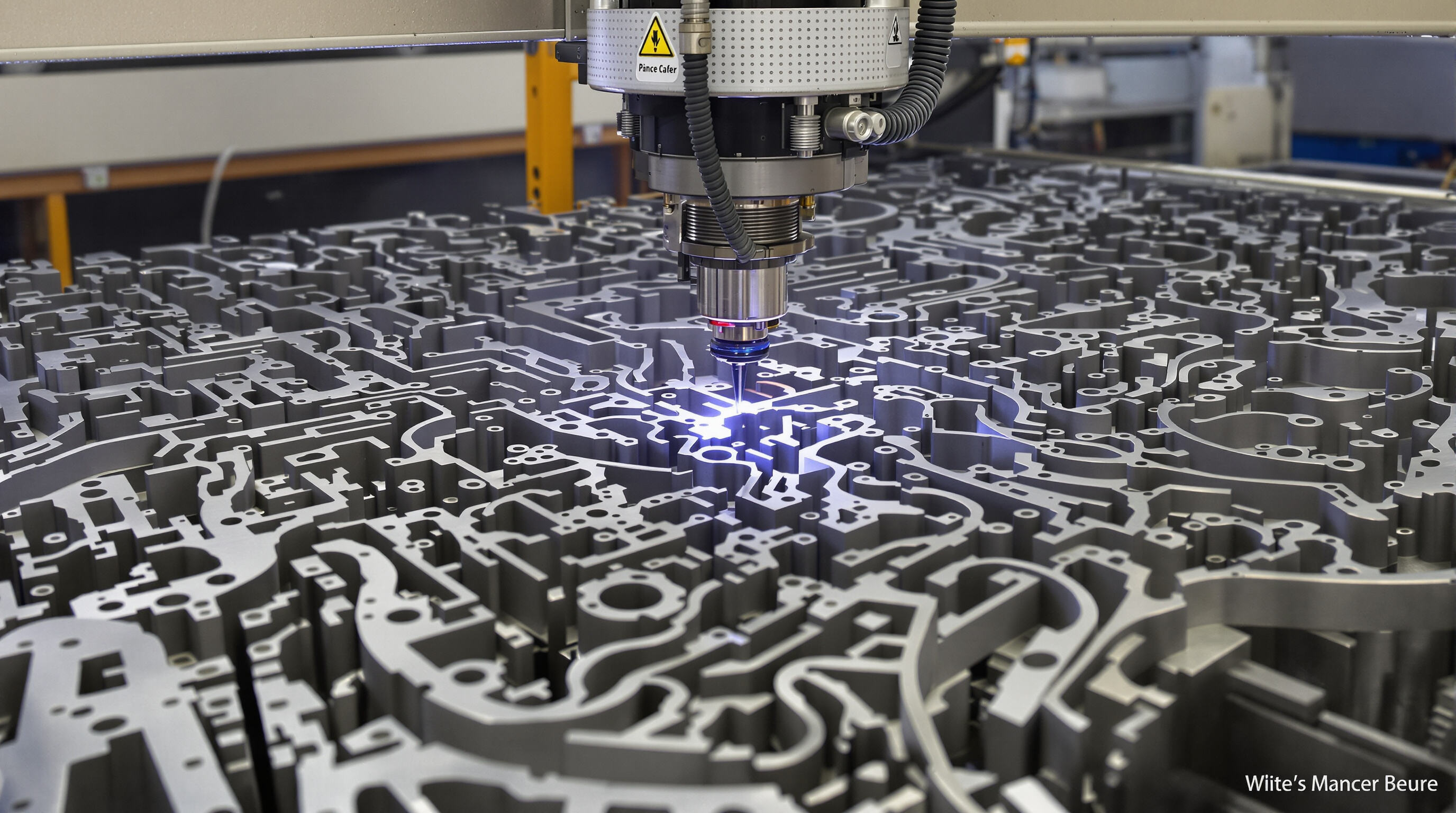
Сучасний металеві лазерні верстати досягати допусків менше 50 мікронів (IntechOpen 2023), відповідаючи найсуворішим вимогам до авіаційних актуаторів та компонентів медичних пристроїв. Ця точність забезпечується завдяки системам позиціонування із замкненим контуром та модулям теплової компенсації, які зберігають точність протягом 24/7 виробничих циклів.
Висока якість кромки та прецизійні допуски
Волоконні лазерні системи забезпечують шорсткість кромки нижче Ra 1,6 мкм без додаткової обробки — критично для герметичних ущільнень у обладнанні для хімічної переробки. Концентрована довжина хвилі 1070 нм дозволяє отримати ширину різу менше 0,15 мм, що дозволяє конструкторам розташовувати складні геометрії на 37% щільніше порівняно з варіантами, виготовленими плазмовим різанням.
Як безконтактна обробка зменшує деформацію матеріалу
На відміну від механічного пробивання, яке створює зусилля 12–18 кН/см², лазерне різання не створює тиску на інструмент. Це виключає короблення листового нержавіючого сталі товщиною <3 мм, утворення заусенців на екрануючих мідних компонентах ЕМІ та мікротріщин у алюмінієвих авіаційних кріпленнях.
Порівняння лазерного різання та механічних методів з обробкою
| Параметр | Лазерне різання волокна | Механічне пробивання |
|---|---|---|
| Позиційна точність | ±0.02 мм | ±0.1 мм |
| Відхилення кута кромки | 0.5° | 2–3° |
| Точність повторення (10 тис. різів) | 99.98% | 98.4% |
| Вплив зношення інструменту | Немає | +0,05 мм/штамп |
Безконтактний процес забезпечує стабільну точність протягом 100 000+ годин роботи, на відміну від механічних систем, які потребують щотижневого регулювання штампів.
Забезпечення складних геометрій та гнучкості проектування за допомогою лазерних верстатів для різання металу
Складні форми та детальні дизайн-рішення, які стають можливими завдяки лазерним технологіям
Лазерні верстати змінили підхід виробників до обробки металу, адже можуть створювати форми, які звичайні інструменти просто не в змозі зробити. Традиційні методи різання обмежені розміром самих різальних елементів, а волоконні лазери обробляють метали товщиною від 0,1 до 40 мм з надзвичайно тонкими зрізами, ширина яких іноді досягає всього 0,1 мм. Рівень деталізації відкриває безліч можливостей застосування. Наприклад, дрібні отвори менше половини міліметра чудово підходять для екранування електронних пристроїв. Автомобільні деталі потребують гладких кривих майже без відхилень, а також існують цікаві кріпильні скоби для літаків, які вирізають з одного великого аркуша замість окремих частин. Щодо програмного забезпечення автоматизованого проектування та виробництва, інженери тепер значно простіше можуть перетворити свої складні 3D-проекти на інструкції, які машина здатна зрозуміти. Це означає, що виготовлені на виробничому майданчику деталі виглядатимуть точно так само, як і на ескізах етапу проектування.
Врахування проектування для оптимізації складних геометрій при лазерному різанні
Для максимізації ефективності лазерного різання складних деталей:
| Фактор | Вплив на проектування | Стратегія оптимізації |
|---|---|---|
| Ширина різу (0,1–0,3 мм) | Впливає на зазори між ущільненими деталями | Компенсувати в моделях CAD |
| Зона термічного впливу | Ризики деформації в тонких (<1 мм) металів | Коригувати співвідношення потужності/швидкості |
| Внутрішні кути радіусів | Мінімум 0,2× товщина матеріалу | Використання адаптивних алгоритмів для обробки кутів |
Мінімальні витрати матеріалу завдяки щільному розкрою та високій ефективності виходу продукції
Сучасне програмне забезпечення для розкрою підвищує використання матеріалу до 92–98% за рахунок оптимізації розташування деталей. Наприклад, вирізування 100 компонентів системи опалення, вентиляції та кондиціонування повітря з нержавіючої сталі з аркуша розміром 1500×3000 мм зменшує кількість відходів на 35% порівняно з плазмовим різанням. Режими безперервного різання та автоматичне відстеження залишків аркуша дозволяють ще більше підвищити вихід продукції у серійному виробництві.
ЧПК-автоматизація та інтелектуальні функції у сучасних лазерних верстатах для різання металу
Інтеграція ЧПК-керування у робочі процеси лазерних верстатів для різання металу
Сучасне обладнання для лазерного розрізання металів може досягати повторюваності приблизно 0,1 мм завдяки тим самим сучасним ЧПК-системам, які всі знають як Computer Numerical Control. Що робить ці машини такими ефективними у своїй роботі? Вони одночасно контролюють три основні параметри: потужність лазера, переміщення по матеріалу та швидкість подачі допоміжного газу. Програмісти можуть налаштовувати сотні різних параметрів, що дозволяє фабрикам працювати без зупинки навіть під час виготовлення дуже складних форм. Коли виробники починають інтегрувати технології Індустрії 4.0 у свої операції, вони отримують додатковий приріст ефективності. Машини фактично самі регулюють свої параметри під час роботи, виходячи з даних, які сенсори передають про матеріал, що розрізається. Також час на налаштування тепер займає значно менше часу. Деякі підприємства повідомляють, що скоротили час підготовки майже на третину порівняно з традиційними ручними налаштуваннями, які використовувалися кілька років тому.
Автоматизація та зростання продуктивності завдяки робототехніці та безперервній роботі
Роботизовані системи завантаження, у поєднанні з багатостоловими процесами, підвищують продуктивність на 40% у застосуваннях автомобільних листових металів. Один оператор може одночасно керувати шістьма машинами через централізовані інтерфейси HMI, досягаючи 93% використання матеріалу завдяки оптимізації на основі штучного інтелекту.
Розумні функції, що підвищують точність та контроль процесів
Датчики якості променя підтримують стабільність <0,9 мм·мрад протягом 10-годинної роботи, тимчасі алгоритми теплової компенсації нейтралізують ефекти нагрівання лінз (відхилення ±0,05 мм). Системи передбачуваного обслуговування прогнозують знос сопел за 48 години до виходу з ладу, мінімізуючи непланові простої.
Балансування високих початкових витрат з довгостроковим ROI від автоматизації
Хоча сучасні лазерні машини для різання металу потребують на 20–30% більших початкових інвестицій порівняно з механічними аналогами, їх енергоефективні волоконні лазери (середнє споживання 3,5 кВт порівняно з 7 кВт для моделей з CO₂) та знижені витрати на робочу силу забезпечують окупність інвестицій протягом 18–26 місяців для виробників із середнім обсягом виробництва.
Оптимізація ключових параметрів для високоякісного лазерного розрізання
Металорізальні лазерні машини досягають пікових показників роботи, коли оператори збалансовано налаштовують три взаємопов’язані змінні: потужність лазера, швидкість різання та вибір допоміжного газу.
Потужність лазера, швидкість різання та вибір допоміжного газу
Більшість сучасних систем різання працюють у діапазоні приблизно від 1 до 20 кіловат. Працюючи з товстішими матеріалами, більша потужність означає швидше різання, хоча це вимагає дуже точного контролю температури. Оптимальна швидкість різання зазвичай знаходиться в межах від 5 до 50 метрів за хвилину. Це допомагає зберігати ефективність без надмірного деформування матеріалу через нагрівання. Для різних металів оператори використовують певні допоміжні гази. Кисень добре підходить для різання вуглецевої сталі, тоді як азот краще підходить для роботи з нержавіючою сталью. Ці гази допомагають запобігти небажаному окисненню під час процесу. Але слід бути уважним, якщо тиск газу не витримано. Навіть незначні помилки тут можуть призводити до серйозних проблем, особливо при роботі з тонкими матеріалами, де точність країв може знизитися приблизно на 30%, якщо налаштування трохи відрізнятимуться від оптимальних.
Вплив якості променя та розміру фокусної плями на точність різання
Якість променя (M² ≤ 1,1 у передових волоконних лазерах) визначає розподіл енергії, а більш точні фокусні плями (0,1–0,3 мм) дозволяють створювати складні деталі. Згідно з Доповіддю про точне виробництво 2024, лазери, які забезпечують стабільність фокусної глибини ±0,05 мм, забезпечують вихід першого проходу на рівні 98% у авіаційних компонентів.
Товщина та тип матеріалу: налаштування параметрів для складного формування
При роботі з нержавіючою сталлю завтовшки більше 15 мм, лазерним системам потрібно приблизно на 40 відсотків більше потужності порівняно з алюмінієм аналогічної товщини. Мідні сплави створюють ще більші труднощі, адже вони мають тенденцію відбивати лазерний промінь, тому більшість операторів переходять на імпульсні режими різання замість неперервних. Для титанових листів товщиною менше 6 мм найкращим варіантом є робота зі швидкістю близько 25 метрів на хвилину, разом із застосуванням аргонового газового захисту під час різання. Багато майстерень виявили, що інвестиції в адаптивні бази параметрів приносять суттєвий прибуток. Ці системи скорочують відходи матеріалів від тестових різів приблизно на дві третини, що забезпечує значну економію. У той же час, вони зберігають достатньо вузькі допуски, утримуючи похибки позиціонування всередині ±0,1 мм, навіть під час переходу між різними матеріалами в одному виробничому циклі.
Критичні застосування в автотранспортній та аерокосмічній промисловості
Роль металевих лазерних верстатів для різання в складному формуванні металу в авіаційній та автомобільній галузях
Лазерні верстати для різання металів можуть досягати допусків приблизно ±0,05 мм, що є досить важливим при виготовленні деталей, таких як паливні форсунки для авіації або компоненти трансмісій для автомобілів. Порівняно з плазмовим різанням, лазерні системи зазвичай забезпечують на 15–25 % кращу точність розмірів — це необхідно для виробників, щоб відповідати суворим стандартам AS9100 у авіаційній промисловості. У автомобільній галузі різання сталі надвисокої міцності (UHSS) за допомогою лазерів допомагає зменшити вагу транспортних засобів приблизно на 19 % без погіршення характеристик безпеки при зіткненні. Саме така точність має велике значення в обох галузях, де навіть невеликі поліпшення відіграють важливу роль.
Дослідження випадку: Лазерне різання конструкційних компонентів в авіаційних системах
Нещодавній авіаційний проект використовував волоконно-лазерні машини для різання потужністю 6 кВт для виготовлення титанових ребер крила з товщиною стінки 0,1 мм. Нетермічний процес усунув деформацію в тонких матеріалах, забезпечуючи 99,8% точність розмірів на 12 000 компонентів. Це застосування скоротило час складання на 40% порівняно з традиційними обробленими деталями.
Підтримка зменшення ваги автомобілів за допомогою прецизійної обробки листового металу
Лазерне різання дозволяє виготовляти складні 3D-форми з алюмінію та сучасних композитів, що є критичним для корпусів акумуляторів електромобілів та шасі. Виробники автомобілів повідомляють про 22% економію матеріалів завдяки оптимізації схем розкрою за допомогою штучного інтелекту, зберігаючи <0,2 мм точність позиціонування при масовому виробництві.
Тренд: Зростаюче впровадження надпотужних волоконно-лазерних машин для різання
Автомобільна галузь тепер використовує волоконні лазери потужністю 30 кВт для різання борсилікатної сталі товщиною 25 мм зі швидкістю 1,8 м/хв — це на 300% більша продуктивність у порівнянні з попередніми системами. Постачальники аерокосмічної галузі застосовують подвійні лазерні конфігурації, щоб забезпечити точність ±0,02 мм під час обробки термочутливих нікелевих сплавів для компонентів турбін.
Ключові переваги, що стимулюють впровадження:
- Точність на зростання : 8% щорічне покращення точності різання (2019–2024)
- Гнучкість матеріалів : Здатність одного верстата обробляти 30+ марок металів
- Енергоефективність : Зменшення споживання енергії на 40% порівняно з СО₂-лазерами
Ця конвергенція технологій робить лазерне різання базовим процесом для виробництва транспортних засобів нового покоління, 73% перших ешелонних постачальників уже використовують стандартизовані лазерні технології обробки металів.
ЧаП
Які допуски можна досягти за допомогою сучасного лазерного різання металу?
Сучасні машини для лазерного різання металу можуть досягати допусків менше 50 мікронів, що забезпечує високу точність, необхідну в галузях, таких як авіаційно-космічна промисловість і медичні пристрої.
Як лазерне різання порівнюється з механічним пробиванням за точністю?
Лазерне різання, як правило, забезпечує кращу позиційну точність (±0,02 мм порівняно з ±0,1 мм для механічного пробивання) та повторюваність, без впливу зношення інструменту, характерного для механічних методів.
Чим обумовлена вигода лазерного різання для складних геометричних форм?
Лазерне різання дозволяє виконувати надзвичайно тонкі розрізи та складні дизайни, які важко досягти традиційними механічними методами. Цьому сприяють волоконні лазери, які можуть обробляти широкий діапазон товщин матеріалів.
Яку роль відіграє автоматизація в сучасних системах лазерного різання?
Системи ЧПК та роботизоване завантаження підвищують продуктивність і точність лазерних установок, забезпечуючи краще використання матеріалів і скорочуючи час на підготовку.
Які переваги лазерного різання для автомобільної та авіаційно-космічної галузей?
Точність і гнучкість лазерних різальних машин є критичними для виробництва складних деталей у авіаційній та автомобільній промисловості, забезпечуючи кращу геометричну точність та економію матеріалів.
Зміст
- Неперевершена точність і правильність у складній обробці металу
- Забезпечення складних геометрій та гнучкості проектування за допомогою лазерних верстатів для різання металу
-
ЧПК-автоматизація та інтелектуальні функції у сучасних лазерних верстатах для різання металу
- Інтеграція ЧПК-керування у робочі процеси лазерних верстатів для різання металу
- Автоматизація та зростання продуктивності завдяки робототехніці та безперервній роботі
- Розумні функції, що підвищують точність та контроль процесів
- Балансування високих початкових витрат з довгостроковим ROI від автоматизації
- Оптимізація ключових параметрів для високоякісного лазерного розрізання
-
Критичні застосування в автотранспортній та аерокосмічній промисловості
- Роль металевих лазерних верстатів для різання в складному формуванні металу в авіаційній та автомобільній галузях
- Дослідження випадку: Лазерне різання конструкційних компонентів в авіаційних системах
- Підтримка зменшення ваги автомобілів за допомогою прецизійної обробки листового металу
- Тренд: Зростаюче впровадження надпотужних волоконно-лазерних машин для різання
-
ЧаП
- Які допуски можна досягти за допомогою сучасного лазерного різання металу?
- Як лазерне різання порівнюється з механічним пробиванням за точністю?
- Чим обумовлена вигода лазерного різання для складних геометричних форм?
- Яку роль відіграє автоматизація в сучасних системах лазерного різання?
- Які переваги лазерного різання для автомобільної та авіаційно-космічної галузей?