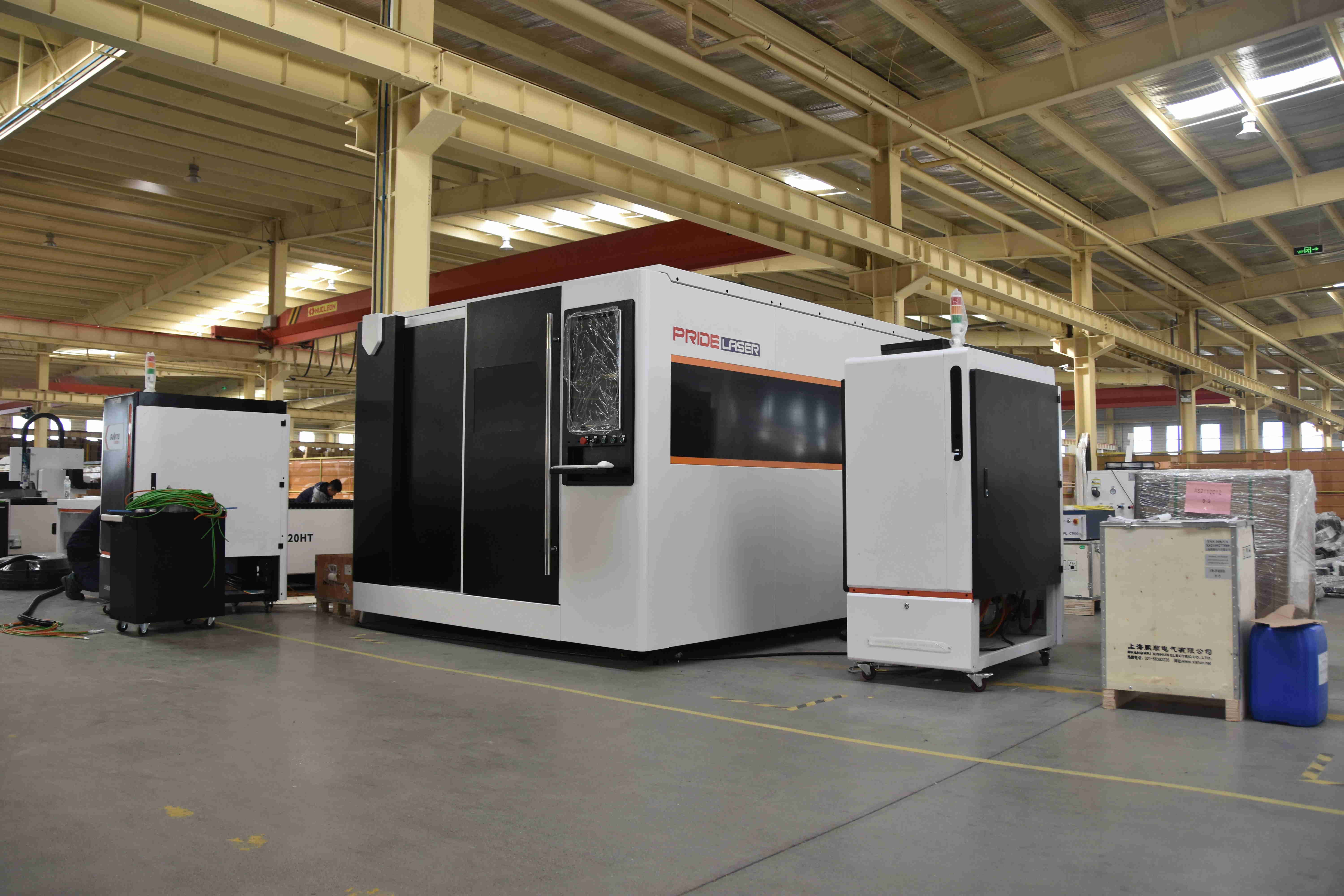
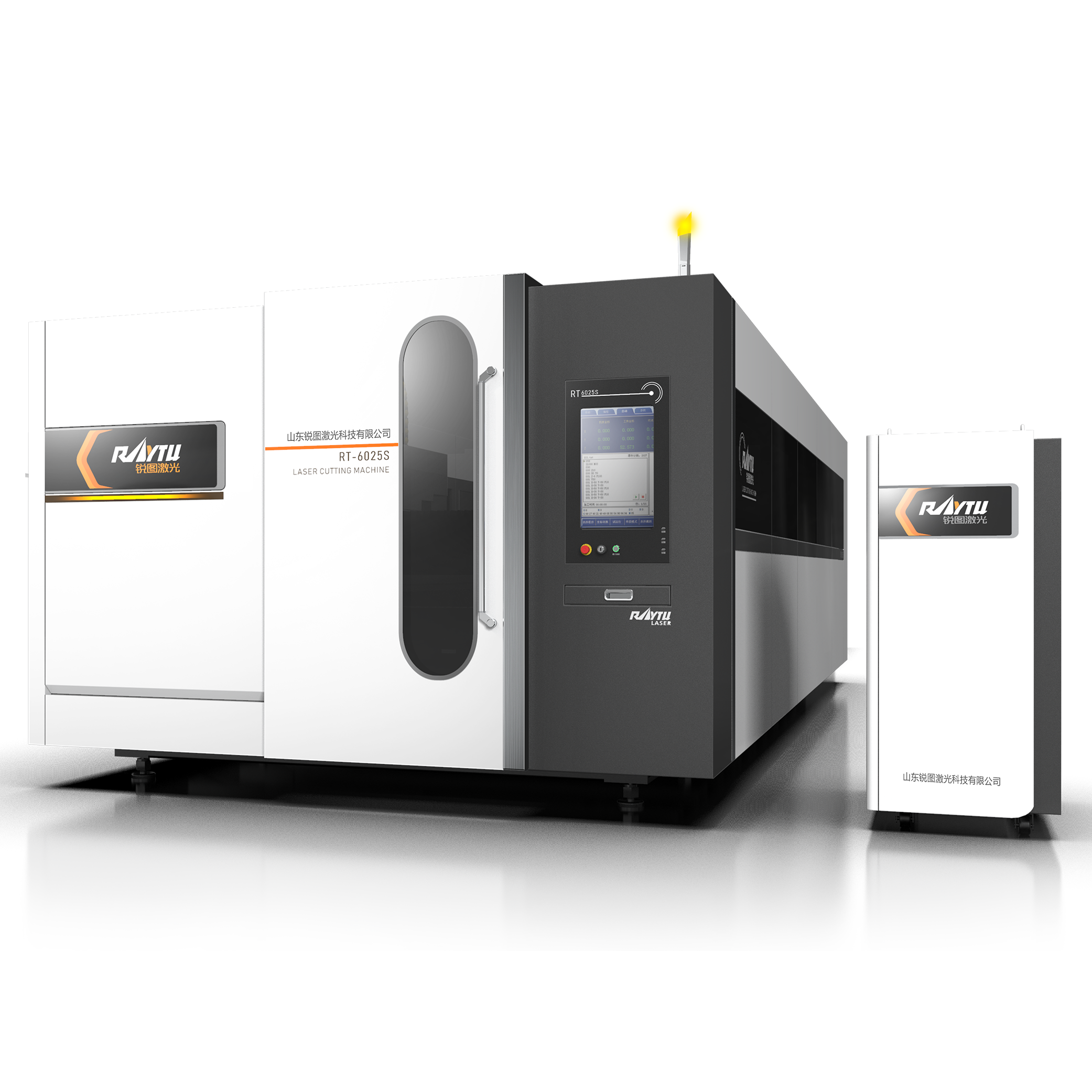



Welche Metallstärke kann eine Metall-Laserschneidmaschine verarbeiten?
Verständnis der Dickenleistungsfähigkeit von Metall-Laserschneidmaschinen. Übersicht über die Dickenleistungsfähigkeit von Laserschneidmaschinen für Metalle: Die meisten modernen Metall-Laserschneidmaschinen arbeiten mit Materialien im Bereich von etwa einem halben Millimeter bis 40 mm Dicke...
Mehr anzeigen









