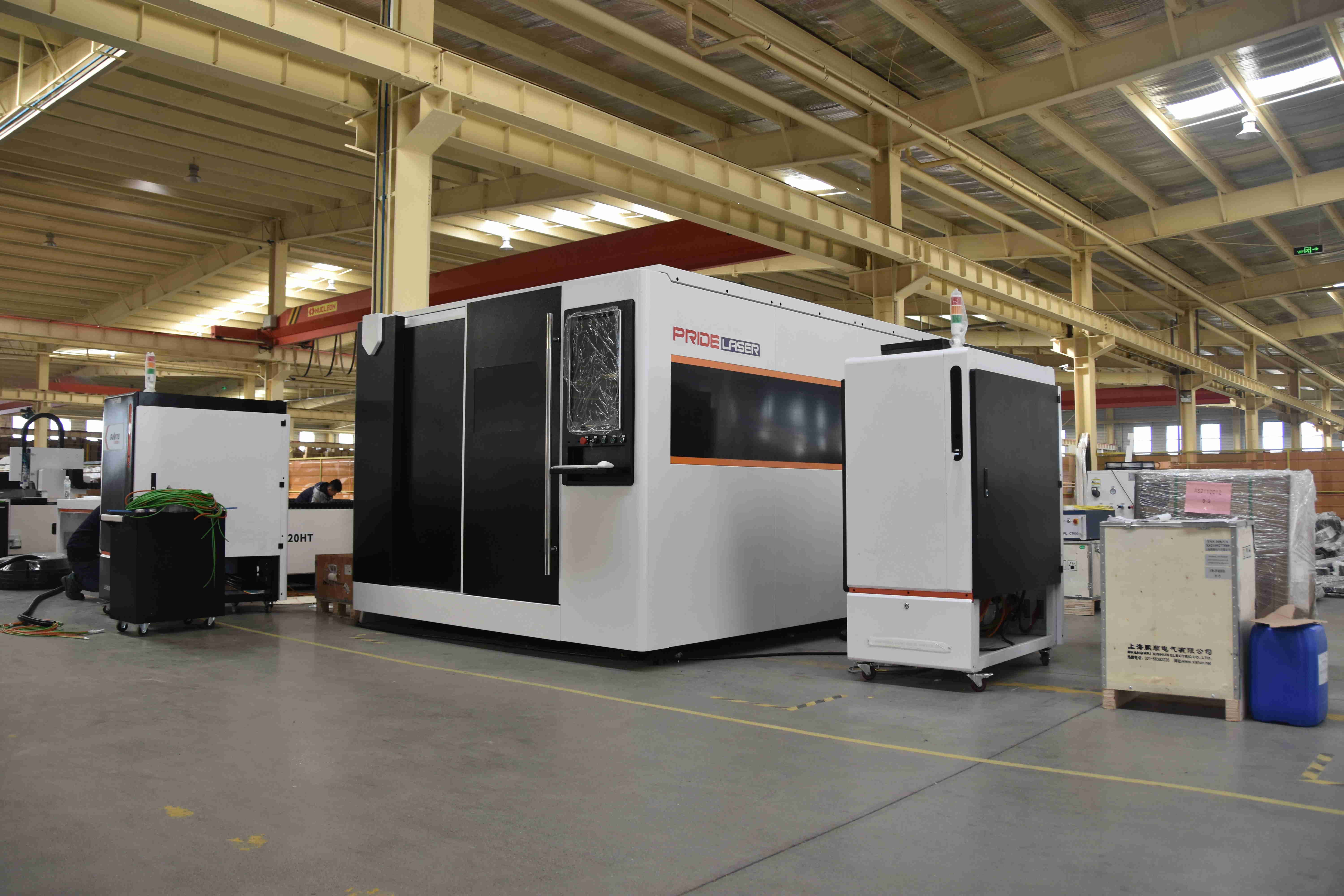
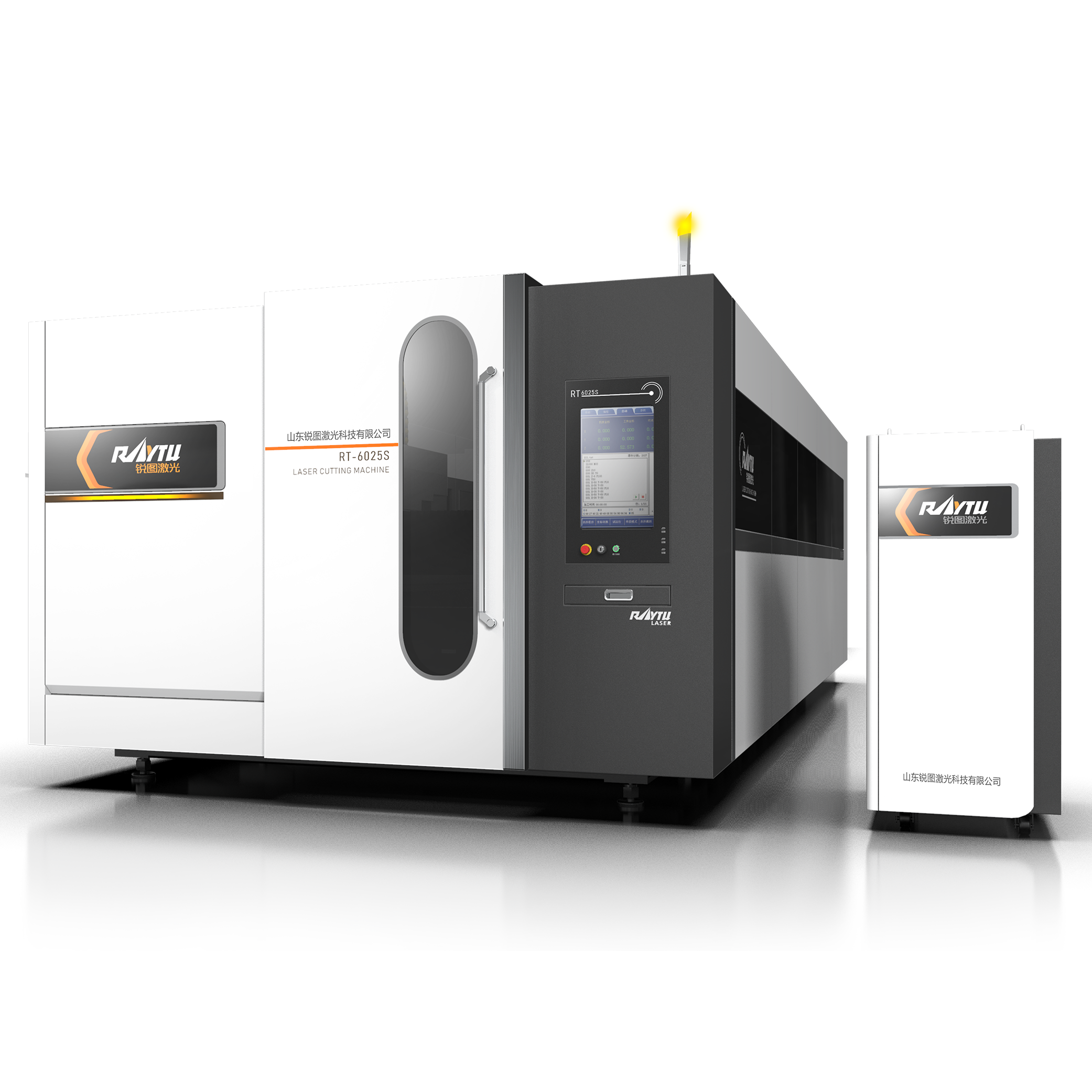


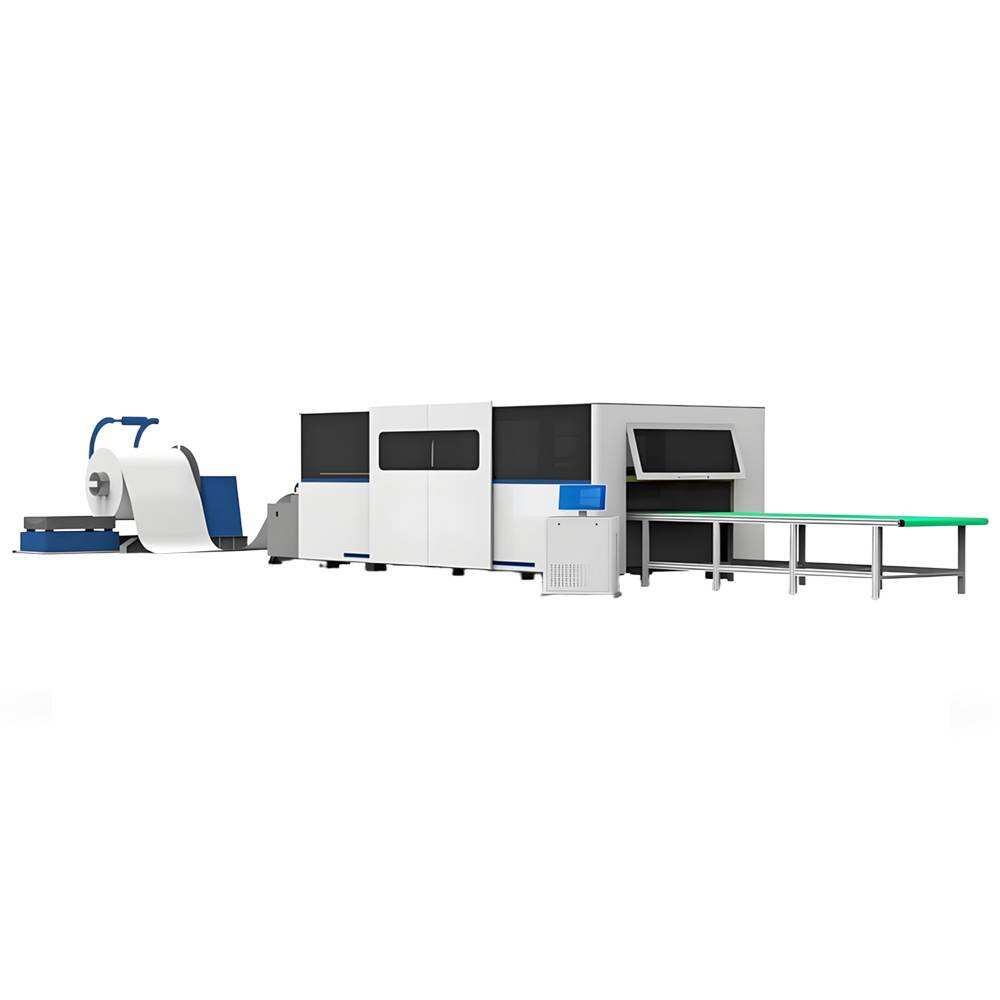

Quale spessore del metallo può essere gestito da una macchina per il taglio laser del metallo?
Capacità dello spessore della macchina per il taglio laser del metallo: una panoramica. La maggior parte delle moderne macchine per il taglio laser del metallo lavora con materiali che variano tra circa mezzo millimetro e 40 mm di spessore...
SCOPRI DI PIÙ









