


異なるチューブ素材に適したパイプレーザー切断機の選び方は?
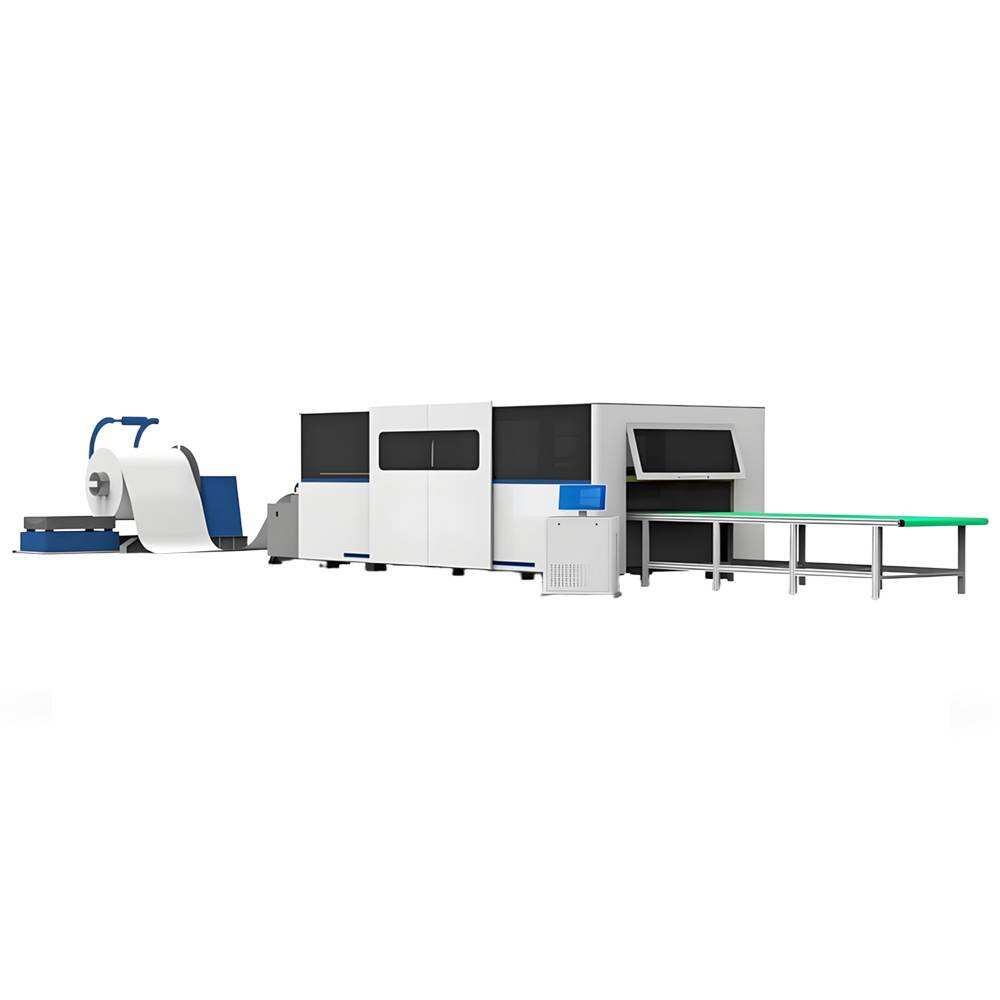
素材の互換性とパイプレーザー切断性能への影響 レーザーチューブ切断に対応する一般的な管材(ステンレス鋼、アルミニウム、真鍮、銅、チタン) ファイバーレーザー切断機は、5つの主要な金属タイプに対して非常に高い性能を発揮します…
さらに表示
ファイバーレーザー切断技術は、現代の工業製造における頂点を表しており、ドープされた光ファイバーを通じて光を増幅する固体レーザー発振器を用いて、極めて集中したエネルギーを持つビームを生成します。このコヒーレントな光源は通常1.064μmの波長で動作し、10^6 W/cm²・srを超える明るさを持つ高品質のフォトンを供給します。この技術の中核的な利点は、30~35%に達する光電変換効率にあり、従来のCO2レーザーを大幅に上回ります。これらのシステムは、初期のレーザーダイオード励起光源がイッテルビウム(Yb)ドープ増幅ファイバーを励起することで始動し、柔軟な加工用ファイバーを通じて切断ヘッドへ伝送される高出力密度のビームを生成する複雑な光学経路で作動します。切断ヘッドには独自の平行化および集光レンズが組み込まれており、焦点距離は通常7.5〜12インチの範囲で調整可能で、レーザービームを10〜50μmのスポット径まで集中させます。この集中したエネルギーにより材料が瞬時に蒸発または溶融し、同時に高圧の補助ガス(炭素鋼では酸素、ステンレス鋼では窒素)が切り口(カーフ)から溶融物を吹き出します。最新のファイバーレーザー切断機は高度なCNCシステムを統合しており、±0.03mmの位置決め精度と±0.02mmの繰り返し精度で複雑なベクター切断パスを実行できます。これらの装置は多様な板厚に対して最適な性能を維持し、通常、軟鋼では最大30mm、ステンレス鋼では25mm、アルミニウム合金では20mmまで処理可能で、1mm厚の板材では最大40m/分の切断速度を達成します。自動車シャシー製造における産業応用では、6kWシステムが5mmの自動車用鋼材を8m/分で処理し、熱影響域を50μm以下に抑えるという顕著な効率を示しています。航空宇宙分野では、12kW装置が15mm厚のチタン合金部品の切断に定期的に使用され、垂直度公差を0.1°以内に保っています。建築用金属加工プロジェクトにおいては、この技術の柔軟性が際立ち、嵌め込み切断パターンによって素材利用率を92%まで最適化しつつ、4×2メートルの板材全体で±0.05mmの切断精度を維持しています。電子機器エンクロージャーの生産では、1.5mm厚のアルミニウムにファイバーレーザーで通気孔パターンを形成し、バリのないエッジを10μm未満に抑え、二次加工を不要としています。高度なシステムには、静電容量式高さセンサーによるノズル距離のリアルタイム監視や、プログラマブルZ軸制御による自動焦点調整機能が搭載されています。最近の設置例では、Industry 4.0プロトコルとIoT接続を統合し、クラウドベースの分析プラットフォームを通じて予知保全のアラートや切断パラメータの最適化を実現しています。運用経済性においても顕著な利点があり、従来のCO2システムと比較して電力消費量が60~70%削減され、レーザー光源のメンテナンス間隔は20,000時間に延長されています。特定の用途要件や詳細な技術仕様については、当社のエンジニアリングチームまでお問い合わせいただき、カスタマイズされたソリューション提案および運用コスト分析をご依頼ください。

11
Nov
11
Nov
11
Nov
11
Nov
RT Laserはレーザー機器の研究、開発、製造、販売を専門とする全国的に認められたハイテク企業です。私たちの主力製品には、ファイバーレーザー切断機、ハンドヘルドレーザー溶接機、ベンディングマシンが含まれます。
著作権 © 2025 RAYTU LASER Technology Co.,Ltd. すべての権利を留保します。 プライバシーポリシー





