Რატომ აირჩიეთ RAYTU LASER?
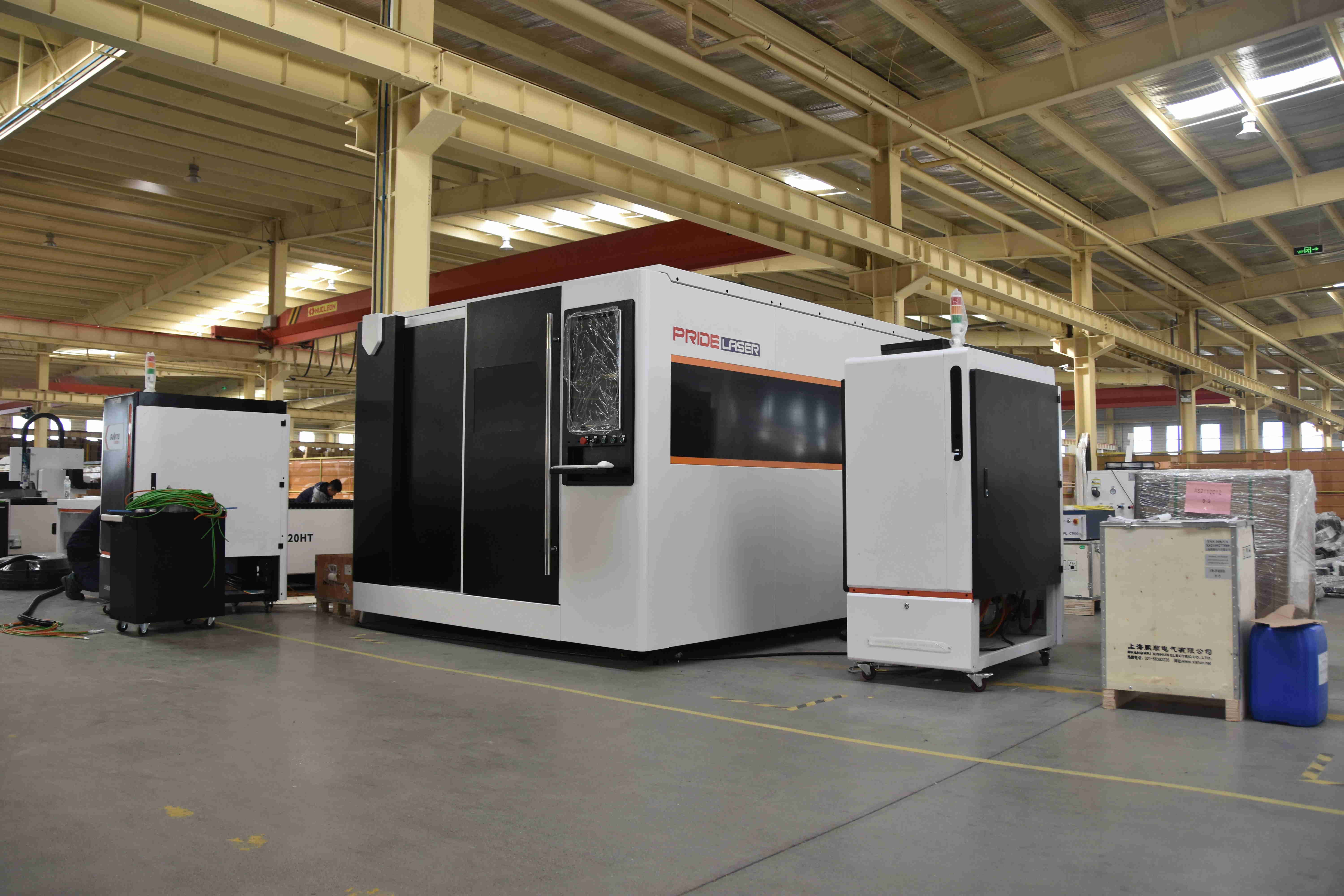
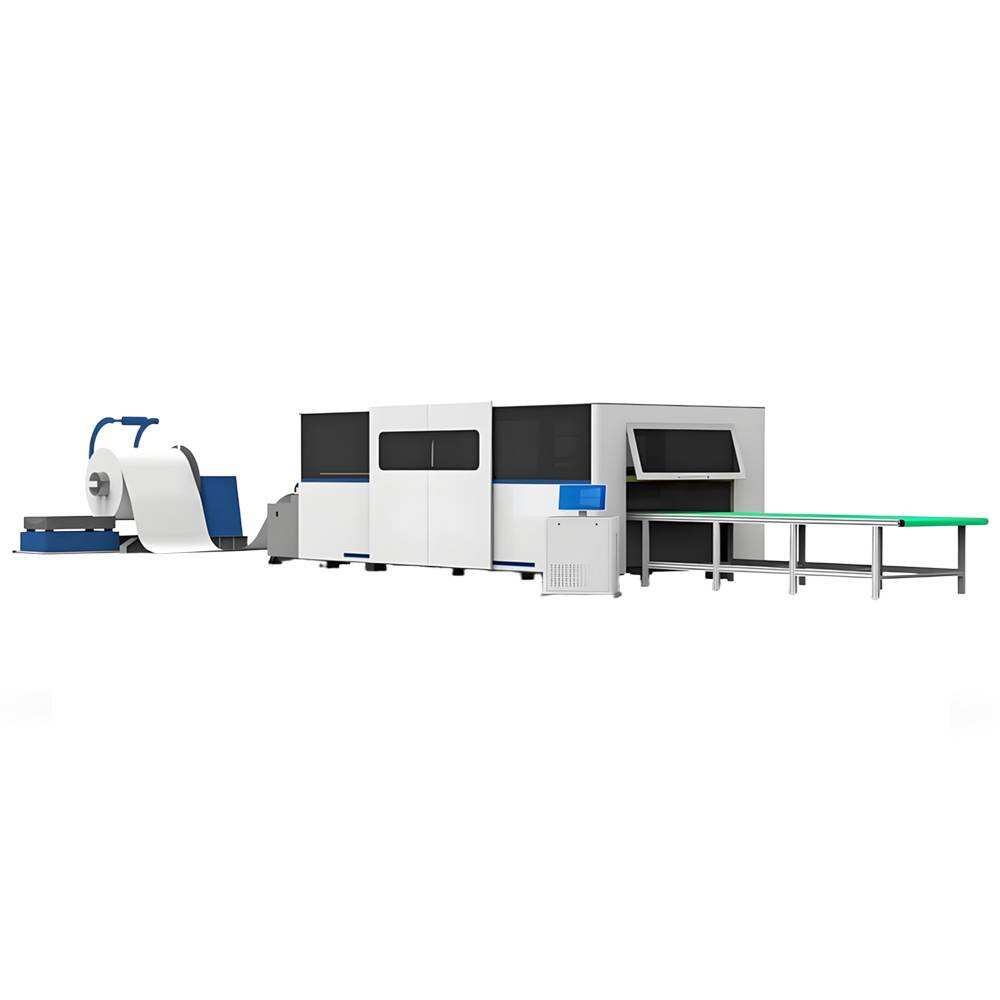
rAYTU LASER არის ეროვნულად აღიარებული მაღალი ტექნოლოგიის მქონე კომპანია, რომელსაც ლაზერული მოწყობილობების სამეცნიერო-კვლევითი და საწარმო გამოცდილება აქვს წლების განმავლობაში. ჩვენი ძირეთადი პროდუქტები შედის ფიბრული ლაზერული ჭრის მანქანები, ხელის ლაზერული შედუღების მანქანები და მორგვის მანქანები, რომლებიც დამოწმებულია EU CE, US FDA და ISO9001 სტანდარტებით, რათა უზრუნველყოს მაღალი ხარისხი და შესაბამისობა. ჩვენ ვეყრდნობით 80-ზე მეტი მექანიკური R&D ექსპერტისგან შემდგარ გუნდს და 25,000㎡-იან მოწინავე საწარმოს, ჩვენი პროდუქტები ექსპორტირებულია 100-ზე მეტ ქვეყანაში და მათზე დაენდობიან 3,500-ზე მეტი გლობალური კლიენტი. ჩვენ გვაქვს მკაცრი ხარისხის კონტროლი – თითოეული მანქანა გადის სამ შემოწმების ეტაპს და 100 საათიან სტაბილური მუშაობის ტესტირებას მიწოდებამდე. ჩვენი შემდგომი მომსახურება შედგება 1 საათში ინტერნეტში პასუხის გაცემისა და მნიშვნელოვანი პრობლემებისთვის 36 საათში ადგილზე მომსახურებისა, ასევე უფასო ნიმუშის ტესტირების და პროფესიონალური ტრენინგისგან. სტანდარტული მოდელების მიწოდება ხდება 10 დღეში, ხოლო ინდივიდუალური შეკვეთის მოდელების მიწოდება 25 დღეში, რათა ეფექტურად დავაკმაყოფილოთ თქვენი წარმოების საჭიროებები. მიუხედავად იმისა, რომ თქვენ იმყოფებით რეკლამის, ავტომობილების წარმოების ან