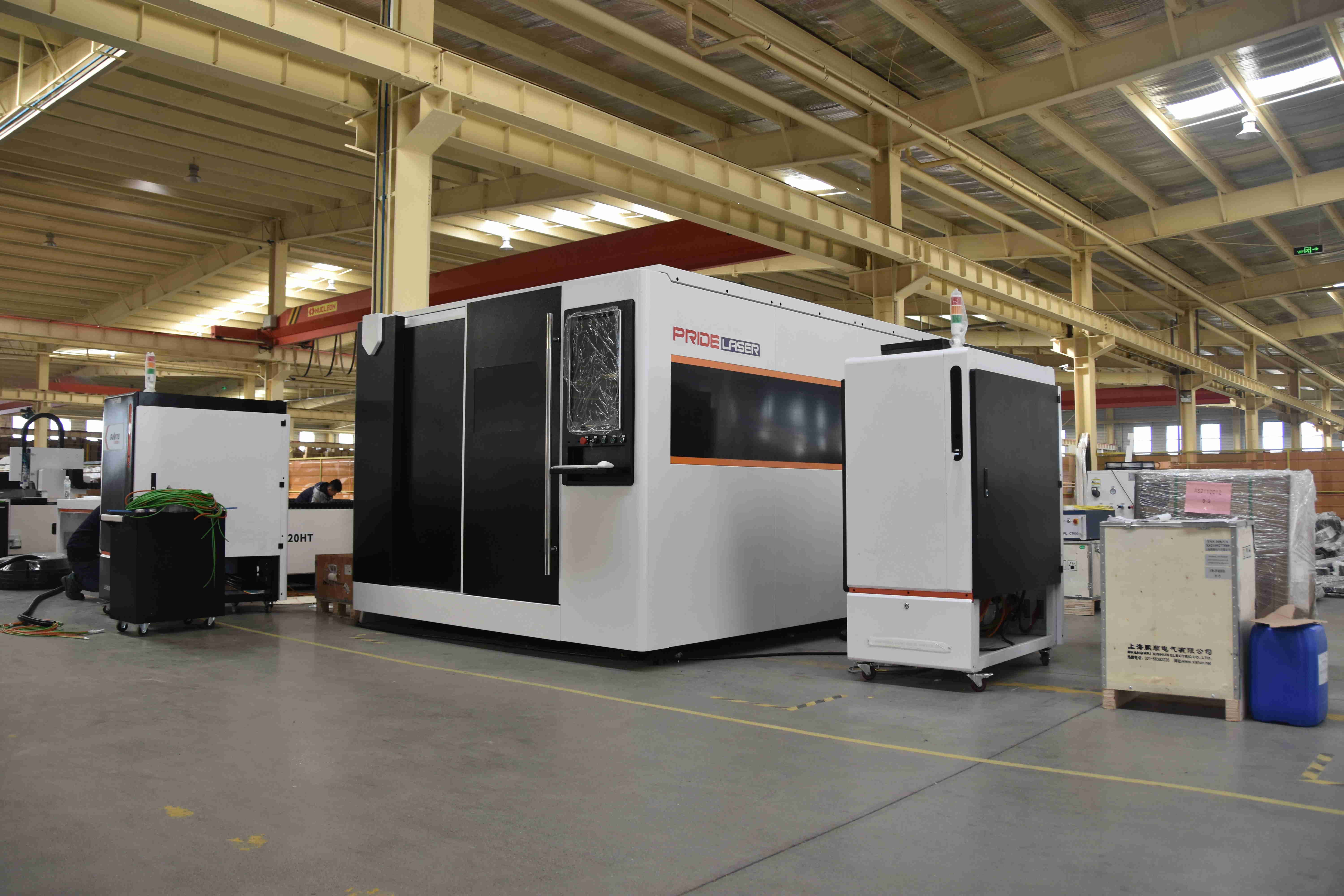
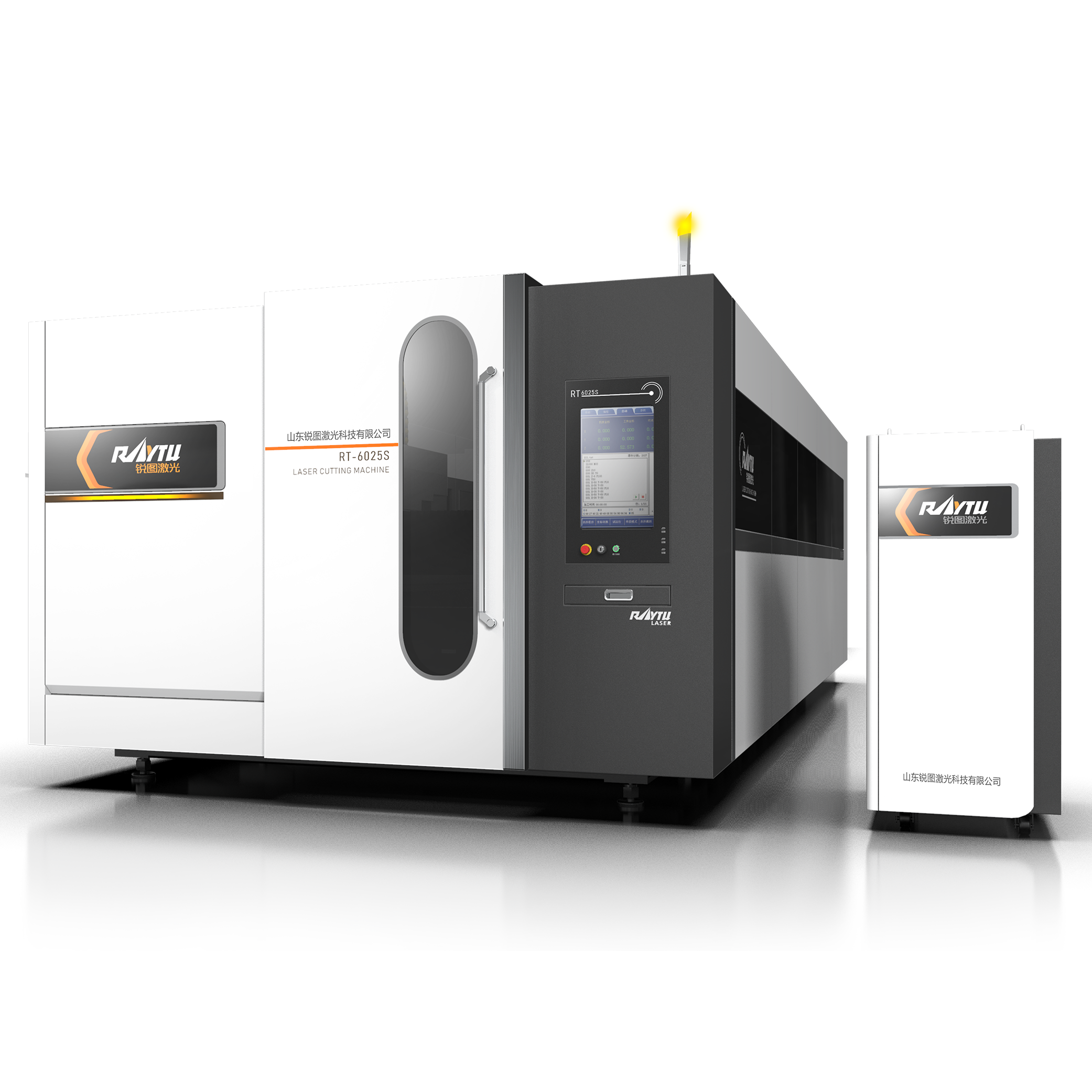


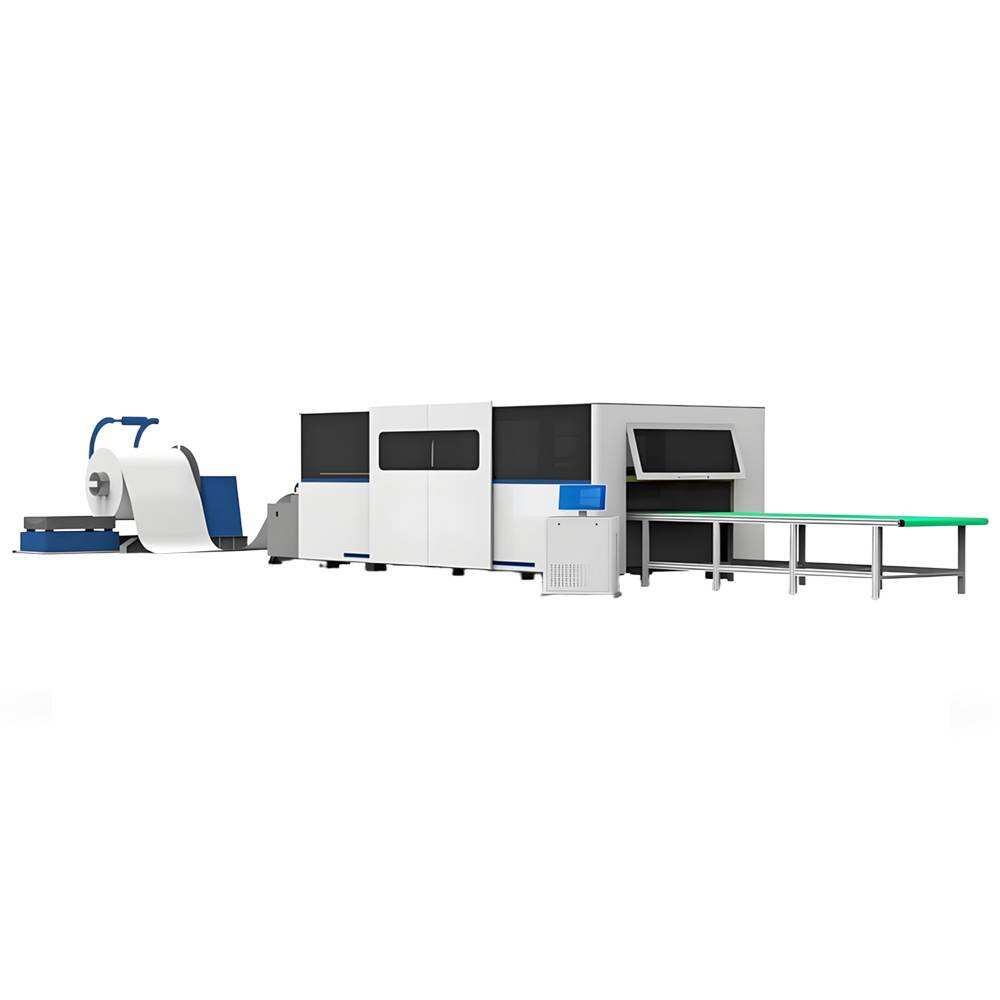

Ketebalan logam apakah yang boleh dikendalikan oleh mesin pemotong laser logam?
Memahami Keupayaan Ketebalan Mesin Pemotong Laser Logam Keupayaan Ketebalan Mesin Pemotong Laser untuk Logam: Gambaran Keseluruhan Kebanyakan mesin pemotong laser logam moden berfungsi dengan bahan yang berkisar antara kira-kira setengah milimeter hingga 40 mm tebal...
LIHAT LEBIH BANYAK








