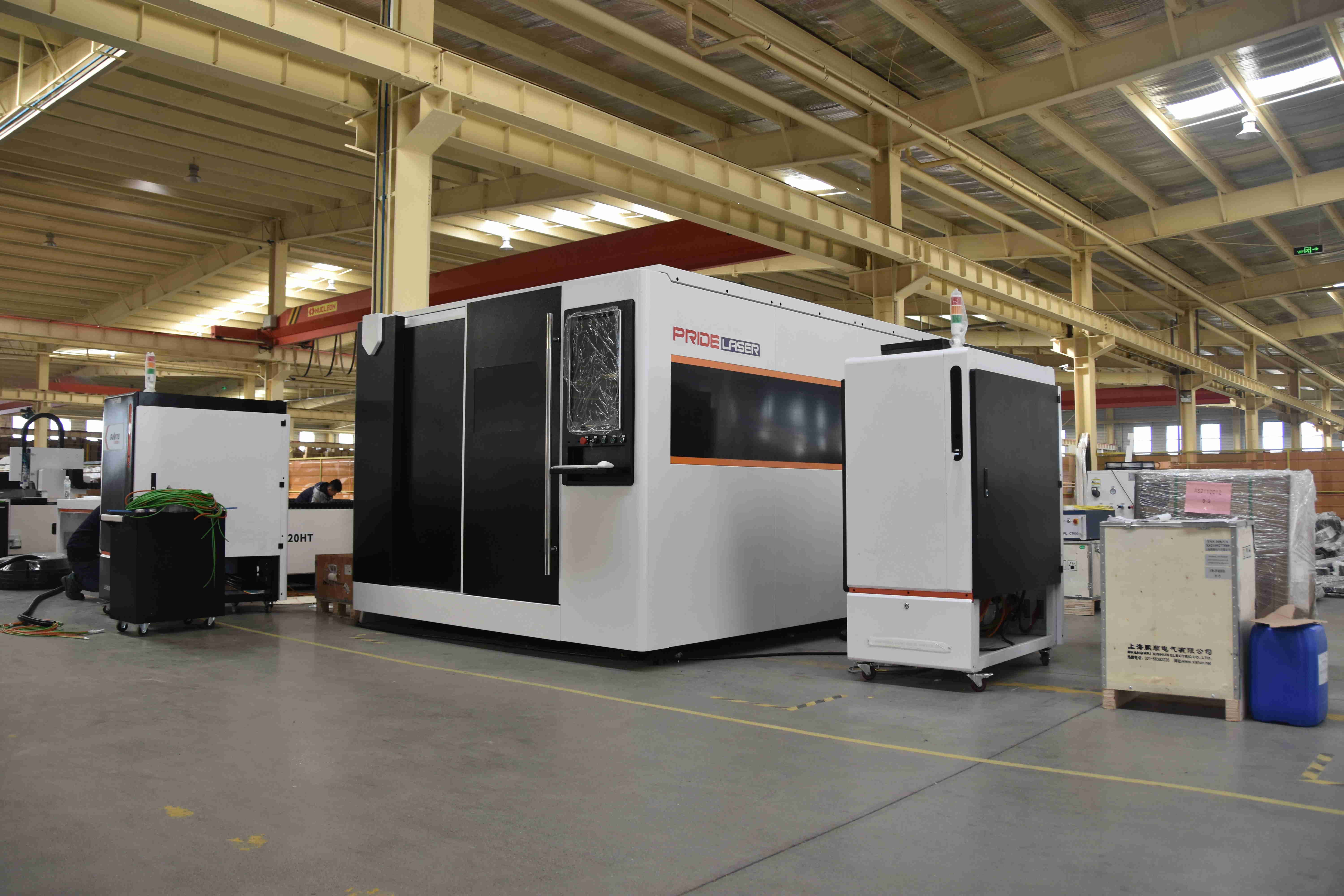
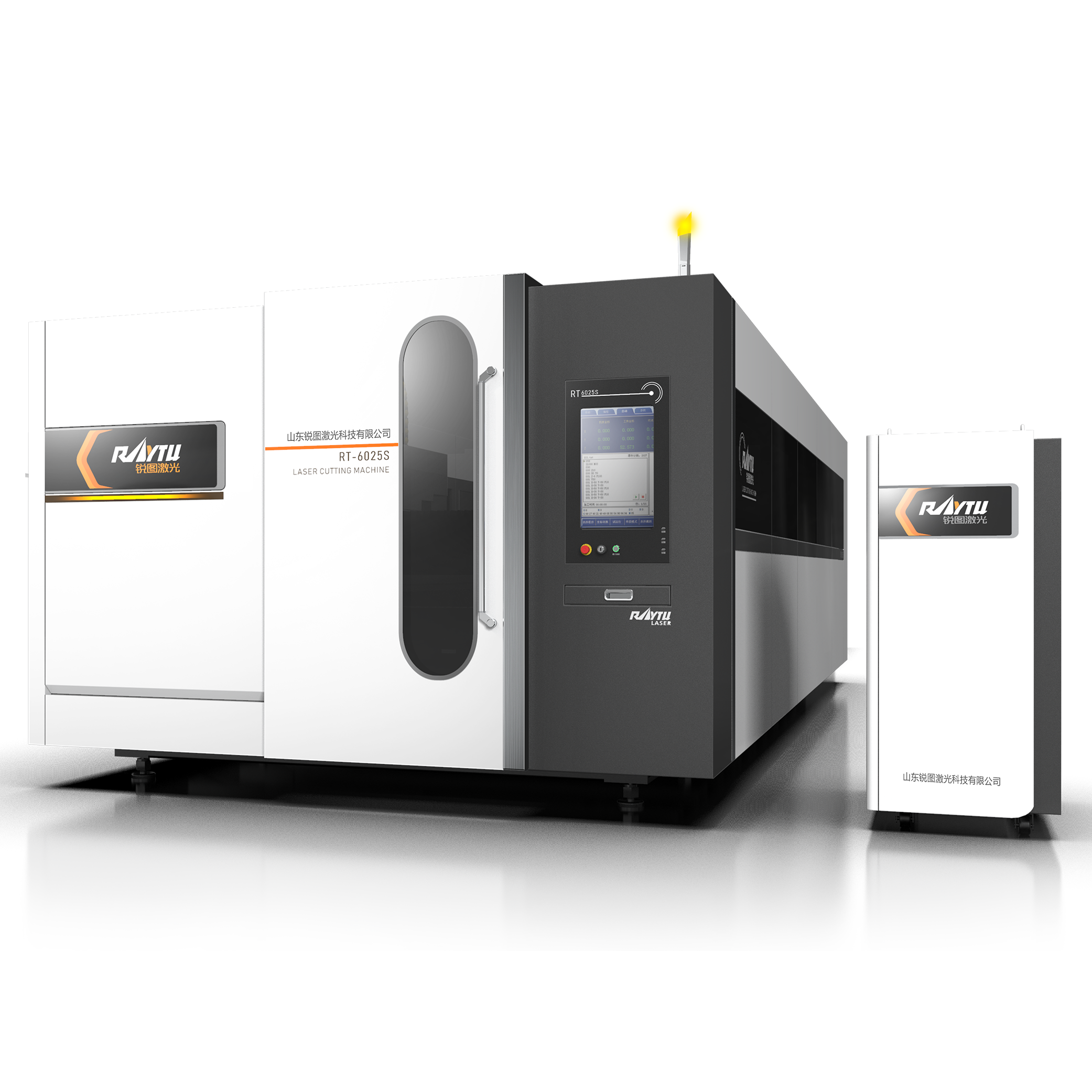


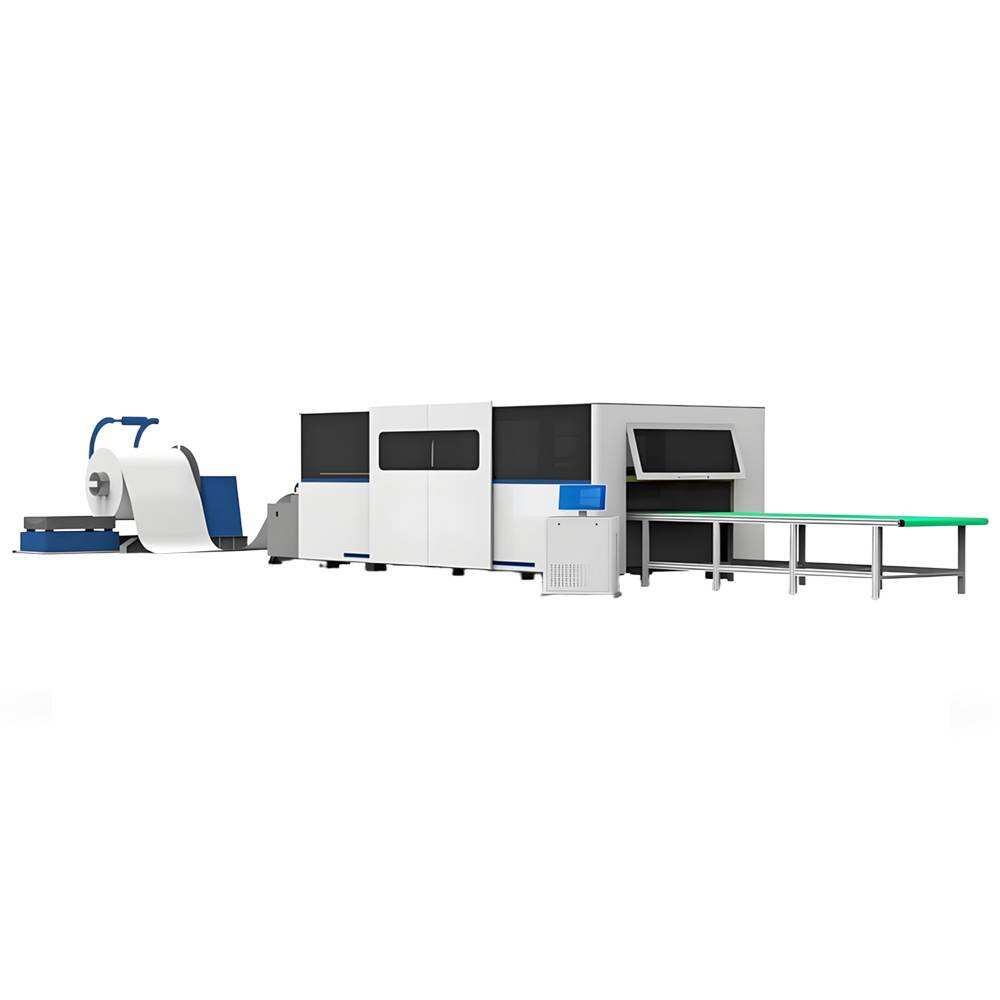

Якої товщини метал може обробляти лазерний верстат для різання металу?
Розуміння можливостей лазерного верстата з різання металу за товщиною. Можливості лазерного верстата за товщиною металу: огляд. Більшість сучасних лазерних верстатів для різання металу працюють з матеріалами товщиною від приблизно півміліметра до 40 мм...
Дивитися більше









