
Szálas vs. CO2 lézeres vágógépek: technológia illesztése a fémhez és a mennyiséghez – Miért uralkodnak a szálas lézerek a kis sorozatú fémvágásban: hatékonyság, visszatükröződés-kezelés és helyigény – A szálas lézervágók igazán jól teljesítenek kis mennyiségek feldolgozásakor...
További információ
Valós idejű lézerkimenet-figyelés és adatvezérelt stabilitásvezérlés – Miért akadályozza meg a folyamatos teljesítmény- és nyalábbeli figyelés a folyamateltolódást ipari lézeres hegesztőknél – A teljesítmény stabil tartása körülbelül plusz-mínusz 1,5 százalékon belül és a jó nyalábbeli fenntartása...
További információ
Hogyan távolítják el a lézertisztító gépek a gyakori fém szennyeződéseket – Fototermikus és fotomechanikai abláció: miért párologtatják szelektíven el a szennyeződéseket a lézertisztító gépek fém alapanyag károsítása nélkül – A lézertisztítás azért működik, mert különböző anyagok...
További információ
Energiahatékonyság és üzemeltetési költség-megtakarítás Alacsonyabb fogyasztás vágásonként: A kWh-csökkenés mennyiségi meghatározása A szálas lézeres vágók kb. 30–50 százalékkal kevesebb energiát használnak, mint a plazmarendszerek hasonló anyagok esetén, mivel a lézerenergiát hatékonyabban koncentrálják a vágási felületre...
További információ
Miért elengedhetetlenek az 5 tengelyes csőlézeres vágógépek az összetett csőgeometriákhoz? A hagyományos és a 3 tengelyes rendszerek korlátai nem kör alakú, aszimmetrikus vagy szerkezeti csövek esetén A régi típusú csőlézeres vágógépek és az egyszerű 3 tengelyes rendszerek komoly nehézségekbe ütköznek...
További információ
A lézerre jellemző veszélyek és biztonsági besorolások megértése Lézersugárzás elleni védekezés és a kitettség kockázatai A lézersugárzásnak való kitettség komoly kockázatot jelent a szemekre és a bőrre nézve, különösen akkor, ha 4. osztályú lézerekkel dolgozunk. Ezek a nagy teljesítményű eszközök...
További információ
A lézerparaméterek hatása az hegesztési minőségre A lézerparaméterek precíziós szabályozása határozza meg az hegesztési integritást a gyártási ágazatokban. Négy kritikus tényező befolyásolja a lézerhegesztő rendszerek hegesztési eredményeit: teljesítményszabályozás, mozgási sebesség...
További információ
Pontosság és alakpontosság összetett csőgeometriák esetén Hogyan érnek el a szálas lézerrendszerek milliméternél kisebb pontosságot bonyolult csőalakzatokon Modern csőlézer-vágó gépek ±0,1 mm-es figyelemre méltó pontosságot érnek el három kulcsfontosságú innováció révén: Adaptiv...
További információ
Vet compontalan pontosság és vágási minőség Kiváló szélminőség és minimális hőhatású zóna (HAZ) A szálas lézervágó gépek 73%-kal csökkentik a termikus torzulást a CO₂ rendszerekhez képest (Szálalapú Lézeres Rendszerek Tanulmány, 2023), sima éleket produkálva majdnem...
További információ
Az anyagok kompatibilitása és hatása a csőlégköri vágási teljesítményre. Gyakori csőanyagok, amelyek kompatibilisek a lézeres csővágással (rozsdamentes acél, alumínium, sárgaréz, réz, titán). A szálas lézervágók kiválóan működnek öt főféle fémmel...
További információ
A gyenge hegesztések okainak azonosítása lézeres hegesztésnél A lézeres hegesztőgépek használata során alapvető fontosságú a hegesztések meghibásodásának okának azonosítása a jobb eredmények érdekében. A gyenge kötések gyakran négy megelőzhető problémából származnak, amelyeket a mérnököknek rendszerszerűen kezelniük kell...
További információ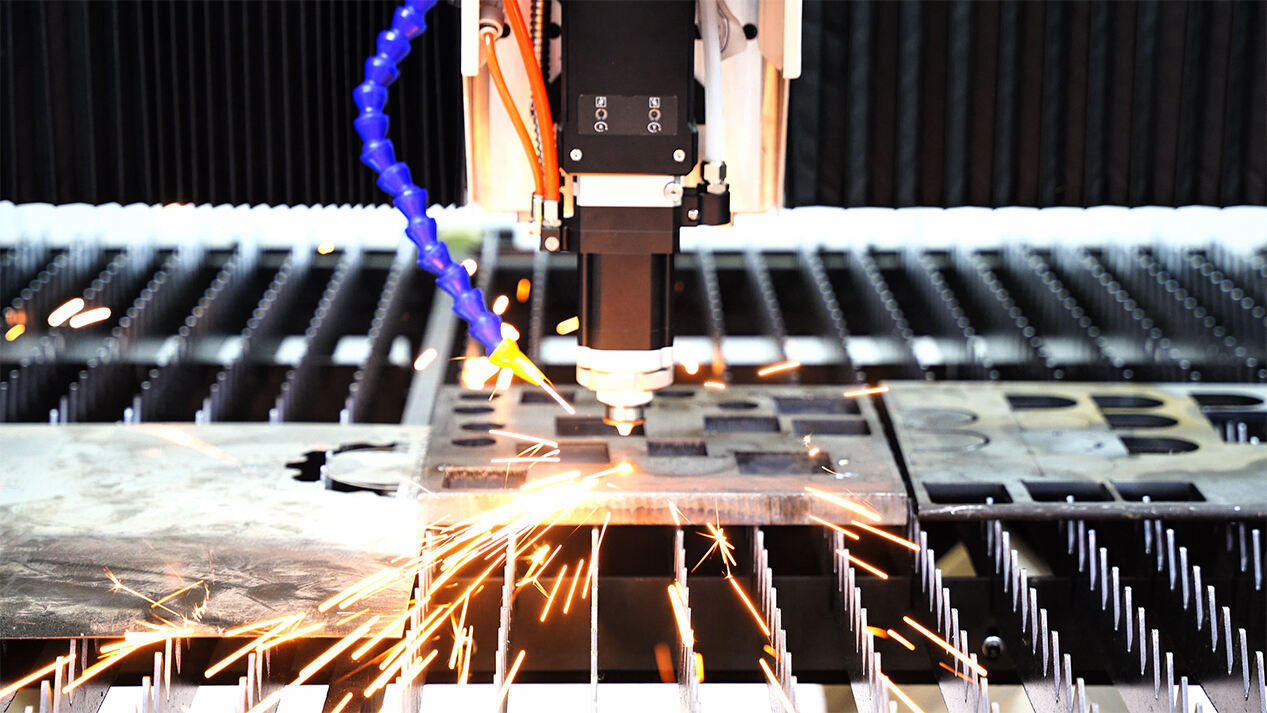
Páratlan pontosság és precízió a fémszerkezetek gyártásában – Magas minőségű nyaláb és fókuszálás biztosítja a precíziót a fémszerkezetek gyártásában. A szálas lézeres vágógépek mikronszintű pontosságot érnek el párhuzamos fénysugarak segítségével, amelyek tízszer pontosabban fókuszálódnak, mint a CO2 lézerek. Ez...
További információAz RT Laser egy országosan elismert high-tech vállalkozás, amely lézeres berendezések kutatására, fejlesztésére, gyártására és értékesítésére szakosodott. Fő termékeink közé tartoznak a szálas lézervágó gépek, a kézi lézerhegesztőgépek és a hajlítógépek.
No.6-8, Binhe ipari park, Jiyang kerület, Jinan város, Shandong prowincia, Kína.
Copyright © 2025 RAYTU LASER Technology Co.,Ltd. mindentől függetlenül. Adatvédelmi irányelvek